1
Изобретение относится к инструментам прокатных станОВ, в частности К валкам станов периодической прокатки.
Известны валки станов периодической прокатки труб, содержащие однозаходные винтовые ручьи с обжимающими уменьшающимися поперечными сечениями по длине.
Однако такие валки позволяют прокатывать одновременно лишь одну трубу.
Для того, чтобы обеспечить возможность одновременной прокатки нескольких заготовок, в предлагаемом валке по длине ручья на расстоянии его шага выполнены захватные чередующиеся с обжимающими участки с постоянным сечением.
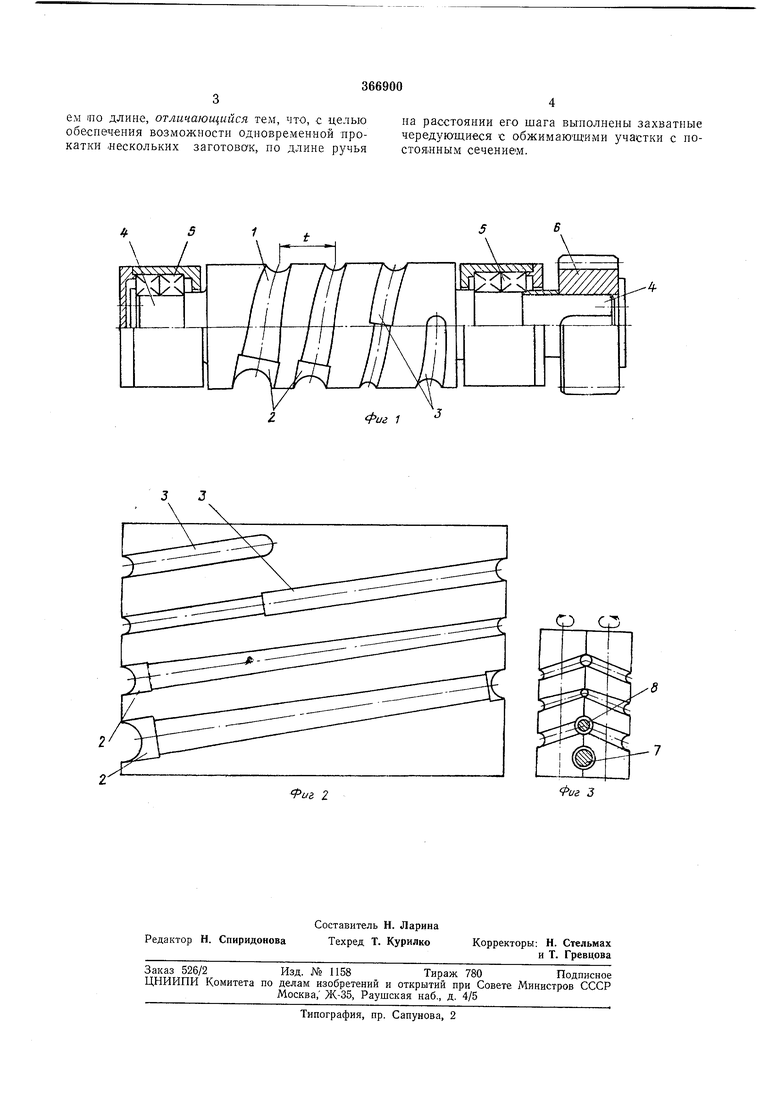
На фиг. 1 схематично изображен предлагаемый валок стана периодической прокатки, общий вид; на фит. 2 - то же, развертка боковой поверхности; «а фиг. 3 - схема одновременной прокаткИ двух заготовок в винтовом однозаходном ручье за один оборот валков.
Валок стана периодической прокатки труб снабж-ен винтовым однозаходньрм ручье.м / с обжимающим, уменьшающимся по длине, поперечным сечение.м. По всей длине ручья на расстоянии его шага t выполнены захватные, чередующиеся с обжимающи.ми, участии 2 с постоянным сечением. Количество таких участков определяет количество деформируемых заготовок. Аналогргчные участки 3 с постоянным сечением, выполненные в конце длины ручья, служат для освобождения готового прОКата. На шейках 4 валка установлены опоры 5,
посредством которых валок крепится в подвижной кассете рабочей клети (на черт, не указана), и шестерня 6 для привода валка.
В процессе прокатки посредством размещения валков в подвижной кассете и установленных на концах шеек 4 шестерен 6 валки совершают возвратно-поступательное и качательное движение. Подаваемые в клеть заготовки 7 и S захватываются одновременно валками с по.мощью захватных участков 2 н обжимаются в ручье до требуемых размеров. В конце рабочего хода они последовательно высвобождаются благодаря участка.м 3.
Использование предлатае.мых валков в станах периодической прокатки даст возможность применять винтовые ручьи с небольшими углами подъема, повысить производительность процесса и получать точные размеры готового профиля.
25
Пред.мет изобретения
Валок стана периодической прокатки, -включающий однозаходный винтовой ручей с обжи30 .мающим уменьшающимся поперечным сечени3е.м ino длине, отличающийся тем, что, с целью обеснечения возможностн одновременной прокатки .нескольких заготовок, по длине ручья 4 на расстоянии его шага выполнены захватные чередующиеся с обжимающими участки с ностоянным сечением.
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU682292A1 |
| СТАН ПЕРИОДИЧЕСКОЙ ПРОКАТКИ | 1971 |
|
SU312635A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПЕРИОДИЧЕСКОЙ ПРОКАТКИ | 1973 |
|
SU405611A1 |
| Рабочий валок для холодной прокатки труб | 1976 |
|
SU715155A1 |
| РАБОЧАЯ КЛЕТБ СТАНА ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 1972 |
|
SU349427A1 |
| Опорный узел рабочих валков стана периодической прокатки | 1972 |
|
SU440197A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТрУБURiSHBJIHQTfcKA _J | 1971 |
|
SU293400A1 |
| Стан холодной прокатки труб | 1960 |
|
SU146271A1 |
| ВАЛОК ДЛЯ ПЕРИОДИЧЕСКОЙ ПРОКАТКИ КОНУСНЫХ ДЛИННОМЕРНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2255821C2 |
| СТАН ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 1972 |
|
SU360117A1 |
иг 2
СЗ О
Фаг 3
