1
Изобретение касается обработки металлов давлением и может быть использовано при прокатке металла с участками повторяющегося профиля для цроизводства осооых изделии.
Известен опорный узел раоочих валков стана периодической прокатки, выполненных с винтовым ручьем, содержащий подвижные опорные валки и неподвижные опорные рельсы. Однако для этого узла характерен изгиб Еалков в плоскости, перпендикулярной оси прокатки в направлении действия усилия прокатки, в результате чего опорные валки выходят из cipoH вследствие усталостного разрушения. Кроме того, уменьшается точность прокатываемых изделии, нерационально используется опорная поверхность валков, что приводит к увеличению длины раоочих и опорных валков.
Для улучшения качества готового проката опорные валкп выполнены с винтовыми проточками постоянных размеров по длине и с углом подъема, равным углу подъема оси винтового ручья рабочего валка.
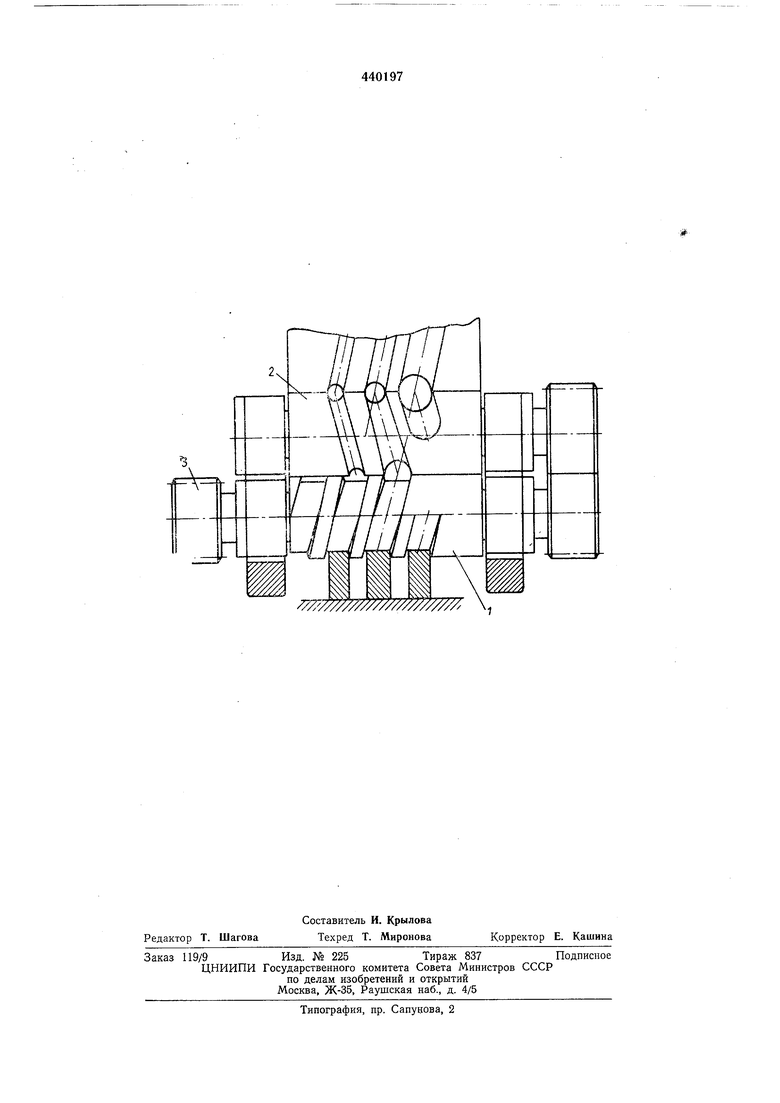
На чертеже изображена конструкция опорного узла.
Он содержит цилиндрический опорный валок 1, имеющий винтовую проточку, расположенную против винтового ручья рабочего вална, угол подъема оси которой равен углу подъема оси винтового ручья рабочего валка 2. Винтовая проточка имеет постоянные размеры по длине и всегда располагается против ручья калибра рабочего валка 2, что позволяет иметь непрерывную опорную поверхность валка. Диаметр опорного валка в местах выточек равен диаметру начальной окружности ведущей шестерни 3. Основное усилие прокатки передается на три неподвижных рельса, которые располагаются параллельно оси прокатки. В процессе работы опорные валки 1 катятся по рельсам. Для плотного контакта опорных поверхностей рельсов и валков, каждый рельс имеет независимое регулировочное перемещение.
Предмет изобретения
Опорный узел рабочих валков стана периодической прокатки, выполненных с винтовым ручьем, содержащий подвижные опорные валки и неподвижные опорные рельсы, отличаюшийся тем, что, с целью улучшения качества готового проката, опорный валок выполнен с винтовой проточкой постоянных размеров по длине и с углом подъема, равным углу подъема оси винтового ручья рабочего валка,
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛОК СТАНА ПЕРИОДИЧЕСКОЙ ПРОКАТКИ | 1973 |
|
SU366900A1 |
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU682292A1 |
| СТАН ПЕРИОДИЧЕСКОЙ ПРОКАТКИ | 1971 |
|
SU312635A1 |
| Рабочая клеть стана холодной прокатки труб | 1979 |
|
SU774627A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПЕРИОДИЧЕСКОЙ ПРОКАТКИ | 1973 |
|
SU405611A1 |
| Рабочий валок для холодной прокатки труб | 1976 |
|
SU715155A1 |
| Валок для периодической прокатки труб | 1975 |
|
SU602248A1 |
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU686788A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1971 |
|
SU297408A1 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |