1
Изобретение относится к основному трубопрокатному оборудованию, в частности к клетям станов холодной прок.тп-а бесшовных труб из цвсгиых и черных металлов, обеспечиваюши.х одновременпую ирокатку нескольких заготовок.
Известна рабочая клеть стана холодной прокатки труб, содержащая неподвижную станину и валковую кассету с опорными и рабочими валками, имеюн1ими несколько пар рабочих калибров |.
Эти клети для миогониточиой ирокаткн труб имею: бо.илпие ra6apiiTbi и значительную массу подв;:;-кпых частой, что к снижению и.х быстпоходпост ;.
Известна рабочая клеть стана холодной ирокаткн труб, позволякнная уменьшить массу иодвижны.х частей за счет использования рабочих валков с винтозымн ручьями и опорных валков, размен,1еи1:ых з кассете, перемещаемой но наклонны,; направ;1июп1п : ста1пп-1ы |2.
Недостаток этой клетп состоит в том, что нрокатка двух заготовок нроисходит в нескольких валковых кассетах, связанных бесконечной пенью, ripsi нрямом движении кассет идет деформаиля одной заготовки, а при обратном их движении - другой, что ириводнт к снижению производительности.
Наиболее близким техническим реп1ением к иредложенно:;у являетея рабочая клеть стана холодной прокатки труб, содержащая станину с направляющими, установлс;;иу:{) на них валковую кассету, несущую опорные и рабочие валки, последние из которых имеют на бочке однозаходные винтовые ручьи с участками постоянного поперечного со-.енпя чередующимися с участками л еньшающегося поперечного сечепия, синхронизирующие щестерни, установлеи11ые па игейках рабочих валков и привод осевого иеремепхения кассеты 3.
Эта обеспечивает прокатку нескольк1 х заготовок за счет чередования участкоп постоянного и переменного поиеiH-чкого сечения на винтовом ручье рабочих палков.
Недостаток Г1зг.сетной клети заключается в увелнченных габаритах рабочих валков, а еледовательно, и клетп. и также в увеличении нагрузки на нр1.вод и клеть за счет одновременного захвата нескольких прокатываемых заготовок.
Целью изобретения является снижение пагрузкн па клеть, путем последовательноI.i захвата одновременно прокатываемых заготовок.
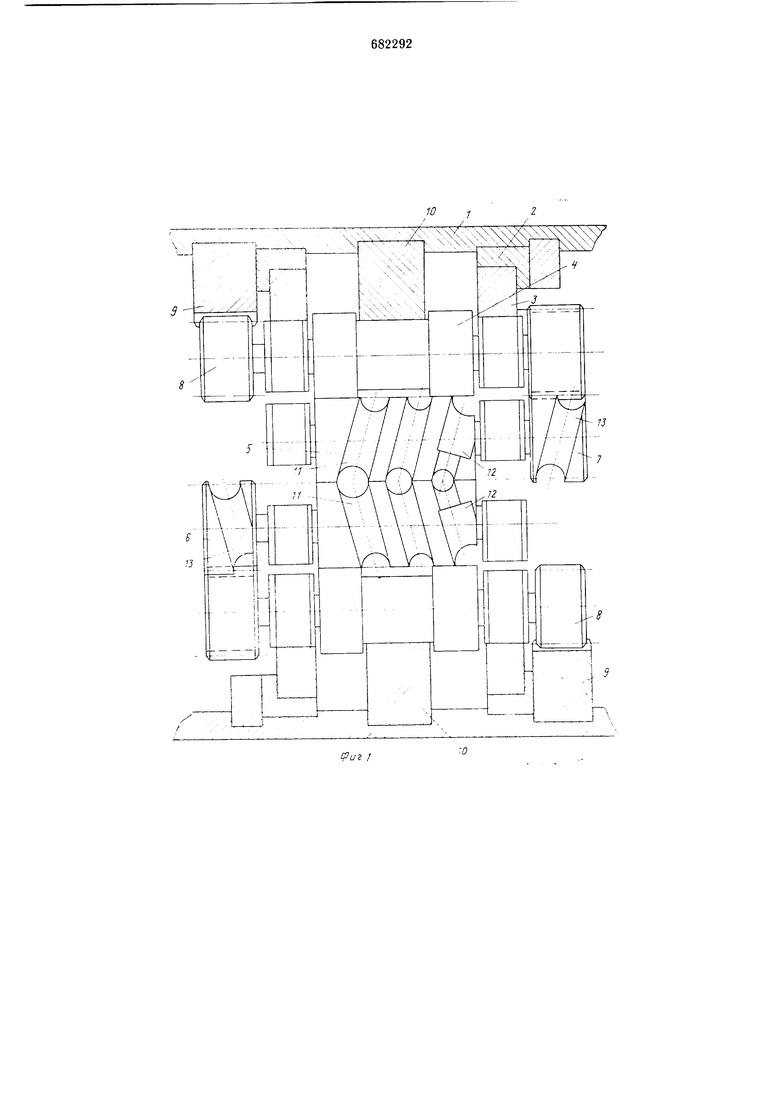
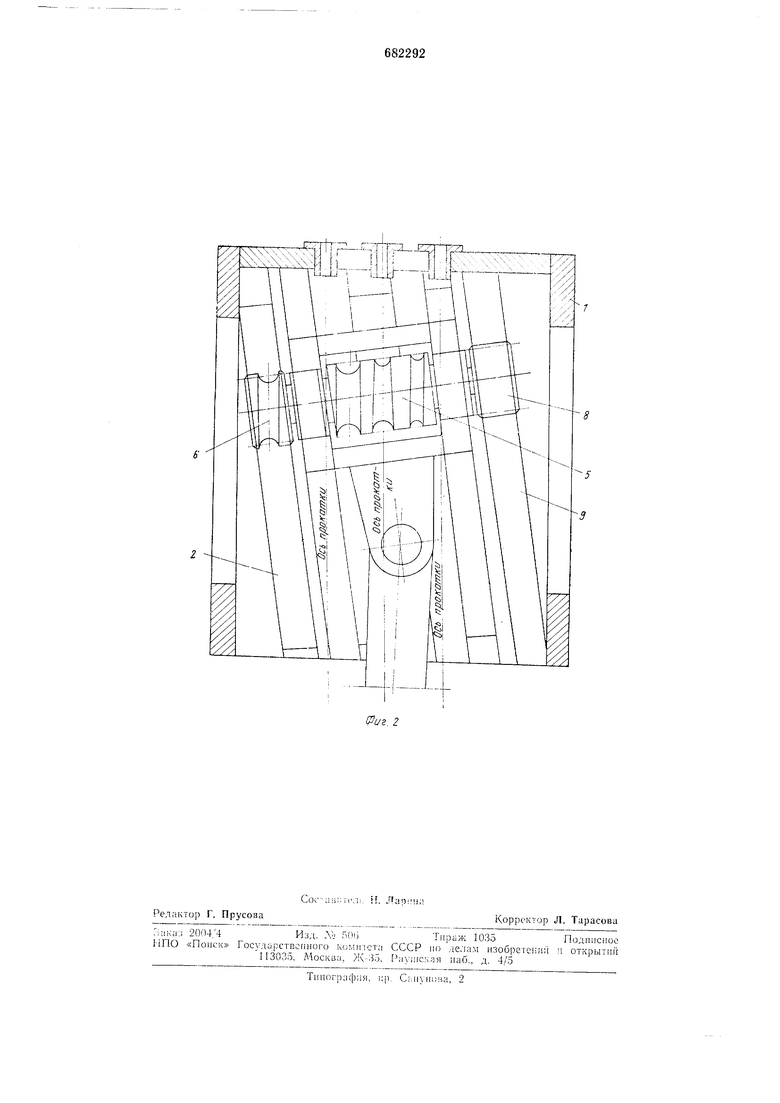
Для достижения этой пел; в иредложен ЮЙ клеги стана холодной прокатки, труб, еодержаи : станииу с Г1лнравляющпми, установло11пу:О 1UT палковую -:ассету, рабочие валки которой имеют однозаходиые винтовые ручьи уменьшающегося по длине поперечного сечения с концевыми участками постоянного поперечного сечения, расположенными у торцев бочек, синхронизирующие щестерни, установленные на шейках рабочих валков, и привод осевого перемещения кассеты. Направляющие в станине расположены иод углом к оси прокатки, а на наружной поверхности синхронизирующих шестерси выполнены канавки постоянного поперечного сечения, расположенные по винтовой линии с щагом равным щагу винтового ручья. Наличие наклонных направляющих в станине обеспечивает лишь продольное движение заготовок без их осевого смещения, а наличие канавок на синхронизирующих щестернях позволяет осуществлять последовательный захват заготовок и свободно пропускать их к рабочим валкам. На фиг. 1 представлена предлагаемая клеть, поперечный разрез; на фиг. 2 - то же, продольный разрез. Рабочая клеть содержит неподвижную станину 1 с направляющими 2, установленную на них подвижную от привода (не показано) кассету 3, размещенные в ней два опорных валка 4 и два рабочих валка 5, установленные на шейках рабочих валков еинхронизирующие щестерни б и 7, ведущие щестерни 8, входящие в зацепление с неподвижными рейками 9. Опорные валки 4 опираются на закрепленные в станине неподвижные рельсы 10. Каждый рабочий валок имеет по окружности бочки однозаходный винтовой ручей 11 уменьщающегося по длине поперечного еечения с концевыми участками 12 постоянного поперечного сечения. На наружной поверхности синхронизирующих шестерен выполнены канавки 13 постоянного поперечного сечения, расположенные по винтовой линии с щагом равным щагу винтового ручья. При этом радиус канавки на одной синхронизирующей щестерне соответствует радиусу концевого участка ручья, расположенного у торца валка со стороны захода заготовки, величина радиуса канавки выполняется на 4- 5 мм больше радиуса заготовки, а радиус канавки второй щестерни соответствует радиусу концевого участка ручья, раеположенного у торца валка со стороны выхода готовой трубы, величина радиуса выполняется на 4-5 мм больше радиуса готовой трубы. Рабочие и опорные валки могут быть расположены в кассете как в горизонтальной, так и в вертикальной плоскостях. Направляющие в станине расположены наклонно к оси прокатки, и угол наклона их равен углу наклона оси винтового ручья Предлагаемая клеть работает следующим образом. процессе работы валковая кассета с порными и рабочими валками перемещатся возвратно-поступательно по наклоным направляющим станины. Рабочие вали 5, вращаясь вокруг своей оси, соверщат также поступательное движение вдоль си прокатки с одновременным смещением поперечном направлении, что обусловлео наклонным расположением направляюих относительно оси прокатки. Смещаясь поперечном направлении рабочие валки оследовательно захватывают параллельно асположенные заготовки. Сначала происходит захват одной загоовки, которая по винтовой канавке на синронизирующей шестерне 6 перемещается о торца рабочих валков и попадает в их ручьи для деформации. После выхода заготовки с противоположного торца валков и перемещения по винтовой канавке второй синхронизирующей шестерней 7 ручьи рабочих валков освобождаются, и происходит захват второй заготовки и ее деформация, после которой следует захват третьей заготовки. Предлагаемая конструкция клети позволяет вести прокатку нескольких заготовок в одном калибре ручьев за один ход клети и тем самым значительно увеличить производительность в процессе производства бесщовных холоднодеформированных труб и снизить нагрузки на клеть в результате последовательного захвата одновременно прокатываемых заготовок. Формула изобретения Рабочая клеть стана холодной прокатки труб, содержащая станину с направляющими, установленную на них валковую кассету. рабочие валки которой имеют однозаходные винтовые ручьи уменьшающегося по длине поперечного сечения с концевыми участками постоянного поперечного сечения, расположенными у торцев бочек, синхронизирующие шестерни, установленные на шейках рабочих валков, и привод осевого перемещения каесеты, отличающ а я с я тем, что, с целью снижения нагрузки на клеть путем последовательного захвата одновременно прокатываемых заготовок, направляющие в станине расположены под углом к оси прокатки, а на наружной поверхности синхронизирующих шестерен выполнены канавки постоянного поперечного сечения, расположенные но винтовой линии с шагом равным шагу винтового ручья. Псточники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 305923, кл. В 21В 21/00, 1968. 2.Авторское свидетельство СССР № 312635, кл. В 21В 1/42, 1970. 3.Авторское свидетельство СССР Ль 366900, кл. В 21В 21/02. 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU686788A1 |
| СТАН ПЕРИОДИЧЕСКОЙ ПРОКАТКИ | 1971 |
|
SU312635A1 |
| ВАЛОК СТАНА ПЕРИОДИЧЕСКОЙ ПРОКАТКИ | 1973 |
|
SU366900A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПЕРИОДИЧЕСКОЙ ПРОКАТКИ | 1973 |
|
SU405611A1 |
| Рабочий валок для холодной прокатки труб | 1976 |
|
SU715155A1 |
| Рабочая клеть стана холодной прокатки труб | 1979 |
|
SU774627A1 |
| Клеть стана холодной периодической прокатки | 1977 |
|
SU735340A1 |
| Рабочая клеть многониточного стана холодной прокатки труб | 1971 |
|
SU566639A1 |
| ПРИВОД ВАЛКОВ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1972 |
|
SU423534A1 |
| Клеть стана пилигримовой про-КАТКи ТРуб | 1979 |
|
SU816587A1 |