Известны станы, рабочие валки которь1х Смонтированы в бесконечной приводной цепи.
Основным недостатком таких станов является наличие холостого хода при транспортировке рабочего инструмента в рабочую зону.
В предлагаемом стане замкнутый контур несущей цепи на прямолинейных участках наклонен к оси прокатки, а в рамках подвижных кассет установлены пружины. Это позволяет увеличить производительность стана за счет исключения холостого хода клетей при возвратном движении, а также обеспечить надежный захват и своевременное освобождение готового проката.
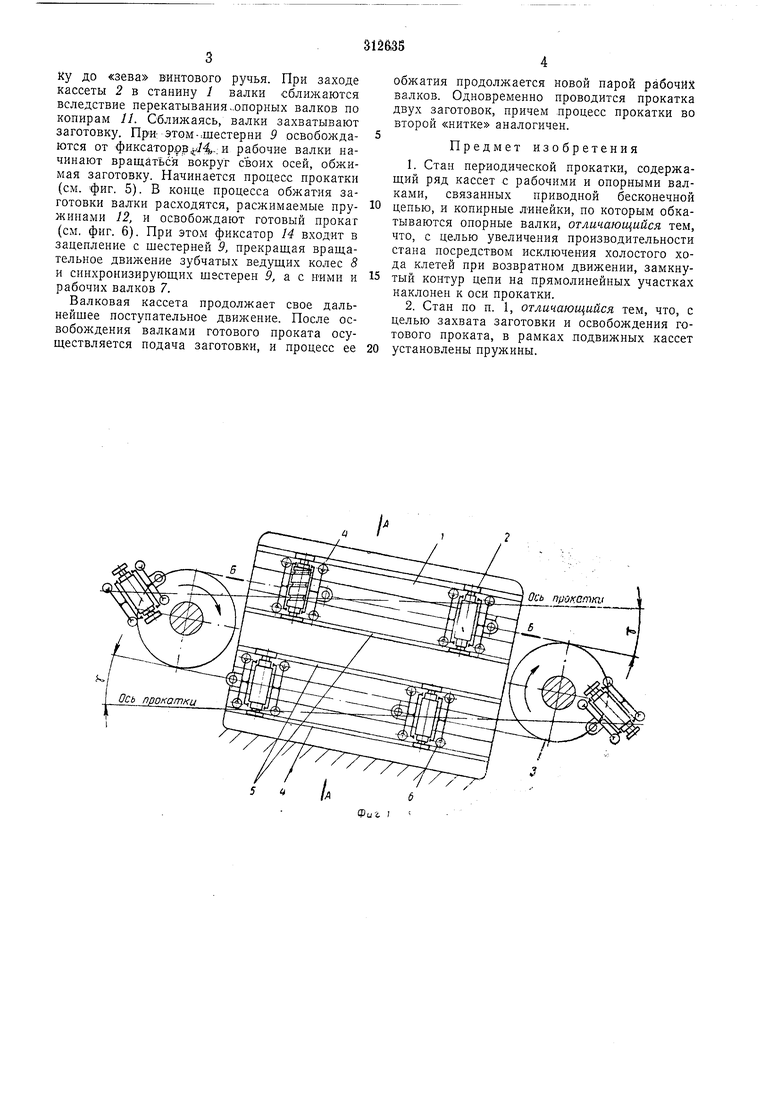
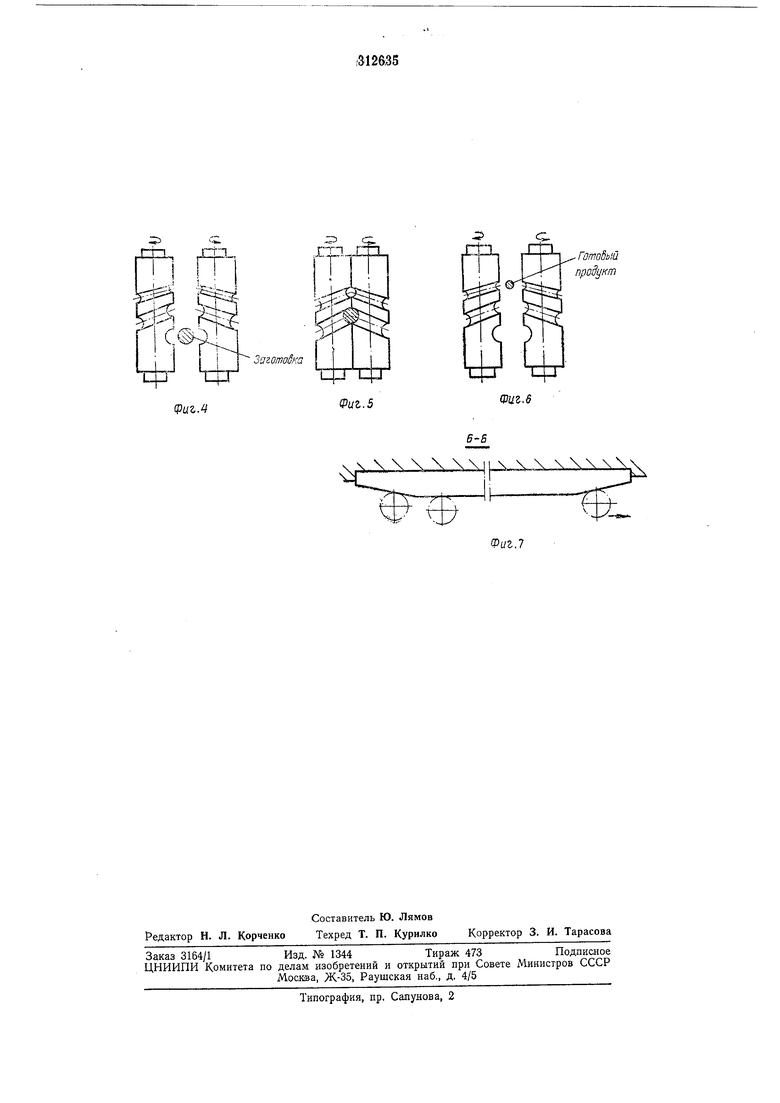
На фиг. 1 показана кинематическая схема предложенного стана; на фиг. 2 - рабочая клеть стана {разрез по Л-Л на фиг. 1); на фиг. 3 - валковая кассета (один из возможных вариантов); на фиг. 4-6 - схема обжатия заготовки; на фиг. 7 - профиль опорного копира (разрез по Б-Б на фиг. 1).
Стан периодической прокатки состоит из станины 7 и ряда кассет 2 с опорными и рабочими валками, причем ,в рабочих валках выполнены винтовые калибры. Кассеты 2 установлены в несущую бесконечную цепь с приводной звездочкой 3.
углом 7- Это исключает отклонение заготовки от оси прокатки при наличии на рабочих валках винтовых ручьев за счгт применения наклонно расположенных зубчатых реек 4 н наклонных направляющих 5. Валковые кассеты опираются на наклонные направляющие опорными роликами 6.
Рабочие валки 7 получают вращательное движение от ведущих зубчатых колес 8 через синхронизирующие щестгрни 9. Усилие прокатки воспринимается станиной / через опорные валки 10, которые окатываются по копиру 11. Пружины 12 закреплены в рамках 13 валковых кассет и служат для разведения валков по окончании процесса облчатия заготовки. На рамках кассет помещены фиксаторы 14, .предотвращающие проворачивание рабочих валков вокруг своих осей, когда кассгты находятся вне станины.
Процесс прокатки на стане осуществляется следующим образом.
Заготовка подается в стан периодически при помощи обычного механизма подачи и поворота. Рабочие валки 7 и опорные валки 10, установленные в рамки 13 кассет, находятся в непрерывном поступательном движении, сообщаемом им цепным приводом.
ку до «зева винтового ручья. При заходе кассеты 2 в станину / валки сближаются вследствие перекатывания ..опорных валков по копирам 11. Сближаясь, валки захватывают заготовку. ПрИ; этом-шестерни 9 освобождаются от фиксаторов4Л/4-. и рабочие валки начинают вращаться вокруг своих осей, обжимая заготовку. Начинается процесс прокатки (см. фиг. 5). В конце процесса обжатия заготовки валки расходятся, расжимаемые пружинами 12, и освобождают готовый прокат (см. фиг. 6). При этом фиксатор 14 входит в зацепление с шестерней 9, прекращая вращательное движение зубчатых ведущих колес 8 и синхронизирующих щестерен Я а с ними и рабочих валков 7.
Валковая кассета продолжает свое дальнейшее поступательное движение. После освобождения валками готового проката осуществляется подача заготовки, и процесс ее
обжатия продолжается новой парой рабочих валков. Одновременно проводится прокатка двух заготовок, причем .процесс прокатки во второй «нитке аналогичен.
Предмет изобретения
1.Стан периодической прокатки, содержащий ряд кассет с рабочими и опорными валками, связанных приводной бесконечной
цепью, и копирные линейки, по которым обкатываются опорные валки, отличающийся тем, что, с целью увеличения производительности стана посредством исключения холостого хода клетей при возвратном движении, замкнутый контур цепи на прямолинейных участках наклонен к оси прокатки.
2.Стан по п. 1, отличающийся тем, что, с целью захвата заготовки и освобождения готового проката, в рамках цодвижных кассет
установлены пружины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU682292A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПЕРИОДИЧЕСКОЙ ПРОКАТКИ | 1973 |
|
SU405611A1 |
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU686788A1 |
| ПРИВОД ВАЛКОВ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1972 |
|
SU423534A1 |
| Рабочая клеть стана холодной прокатки труб | 1979 |
|
SU774627A1 |
| ВАЛОК СТАНА ПЕРИОДИЧЕСКОЙ ПРОКАТКИ | 1973 |
|
SU366900A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1971 |
|
SU297408A1 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| Рабочая клеть стана периодической прокатки | 1981 |
|
SU980879A1 |
| Клеть стана холодной периодической прокатки | 1977 |
|
SU735340A1 |

котодка
Фиг.4
Готобый продукт
сУ Мз
Фиг.6
JEll | 1
