1
Изобретение относится к текстильной промышленности и может быть использовано при механизации процессов транспортировки полуфабрикатов и вспомогательных деталей.
Цель изобретения - автоматизация процесса загрузки холстовых прутков в магазины трепальных машин.
Это достигается тем, что над магазинами трепальных машин параллельно цеховому транспортеру установлен узколенточный транспортер, у первой по ходу транснортера трепальной машины смонтировано устройство для приема холстовых трубок из захвата люльки цехового транспортера и передачи их на узколенточный транспортер, а у каждой трепальной машины смонтирован выталкиватель трубок с узколенточного транспортера в магазин трепальной машины и микропереключатель, причем захват выполнен в виде подпружиненного шарнирно смонтированного рычага с роликом, управляемым электромагнитом, электрически связанным с конечным выключателем цехового транспортера. Устройство для приема холстовых трубок состоит из двух бесконечных транспортеров, установленных в горизонтальной плоскости параллельно друг другу на расстоянии меньшем, чем длина трубки, транспортеры несут пальцы, взаимодействуюш,ие с трубкой, а между ними смонтирован двуплечий рычаг, управляемый электро2
магнитом, который электрически связан с конечным выключателем цехового транспортера. Выталкиватель холстовых трубок выполнен в виде вилки, смонтированной с возможностью возвратно-поступательного движения в горизонтальной плоскости посредством системы рычагов, управляемых электромагнитом, электрически связанным с микропереключателем, который установлен на пути движения трубки
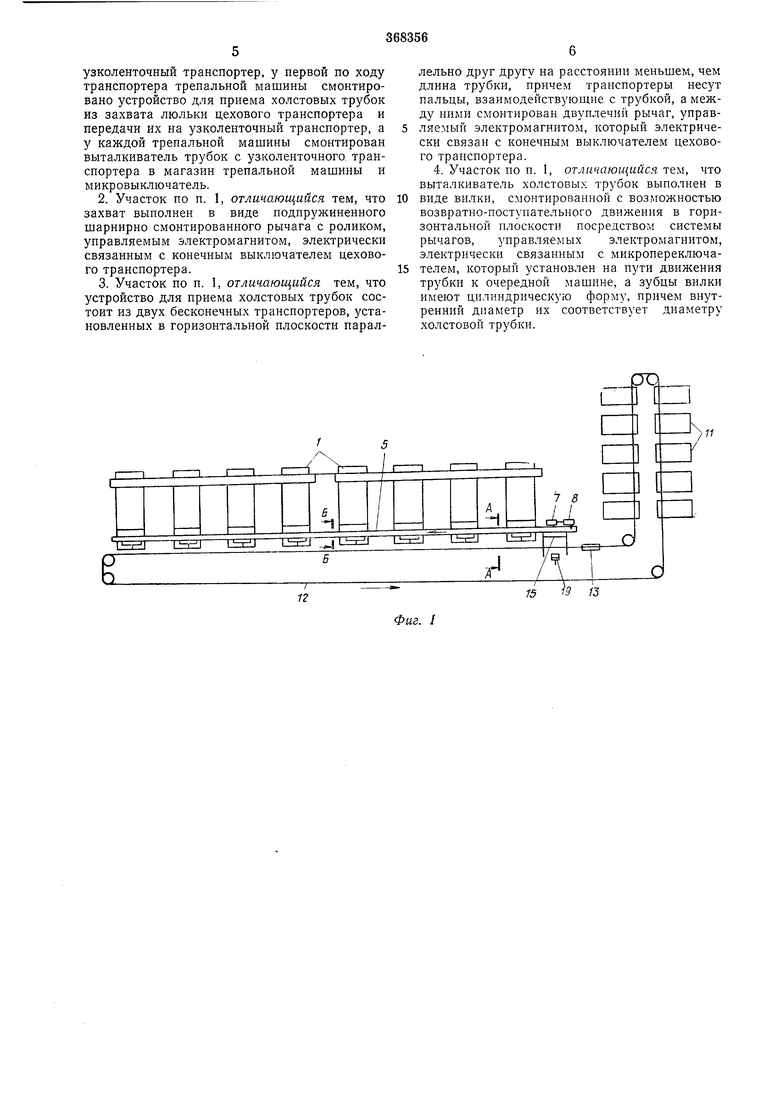
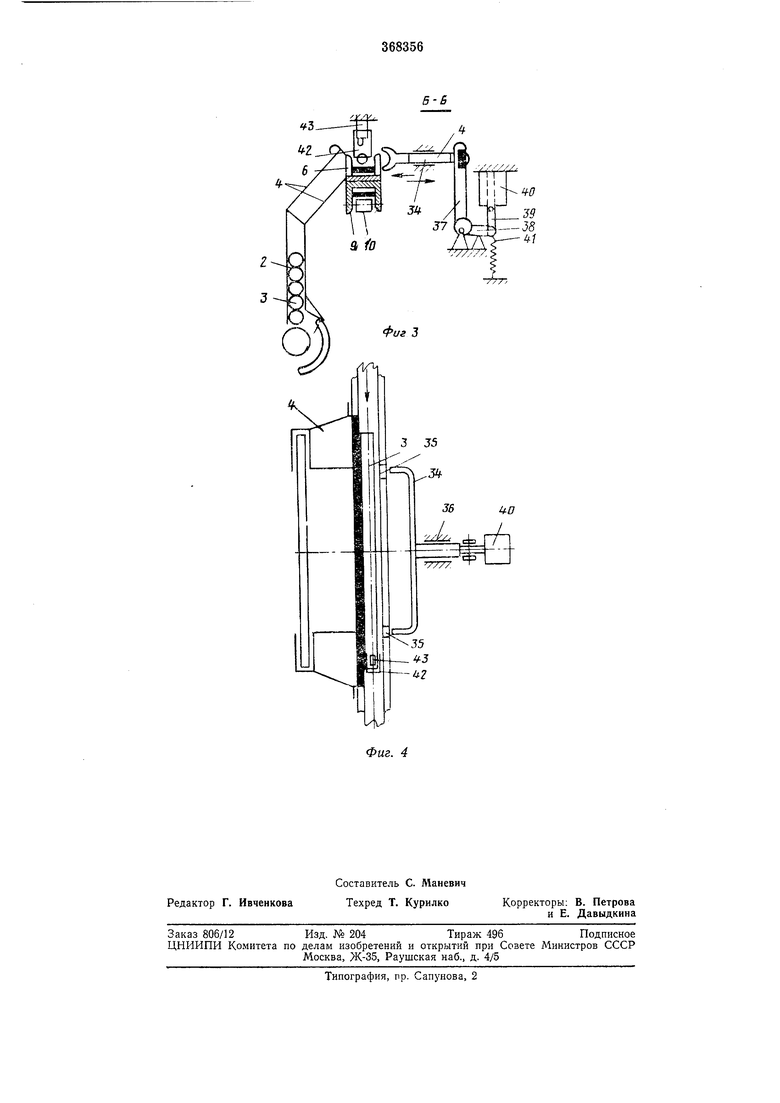
к очередной машине. Зубцы вилки имеют цилиндрическую форму, причем внутренний диаметр их соответствует диаметру холстовой трубки. На фиг. 1 показана схема трепально-чесального участка поточной линии, вид в плане; на фнг. 2 - разрез по Л-А на фиг. 1; на фиг. 3-разрез но Б-Б на фиг. 1; на фиг. 4- вид в плане на фиг. 3.
Трепально-чесальный участок поточной лиНИИ состоит из группы трепальных машин / с магазинами 2 для холстовых трубок 3. К магазинам примыкают наклонные лотки 4. Вдоль фронта трепальных машин установлен узколен точный транспортер 5, помещенный в
желобе 6. Для привода транспортера 5 имеется электродвигатель 7 с редуктором 8. ветвь транспортера 5 помешена в другом желобе 9 и онпрается на ролик 10.
На участке поточной линии установлена
групна чесальных машин И, причем трепальные и чесальные машины связаны установленным вдоль фронта машин бесконечным цеховым транспортером 12. Транспортер 12 снабжен люльками 13 для холстов 14. Перед первой по ходу цехового транспортера 12 трепальной машиной ниже уровня люльки 13 смонтировано устройство 15 для разгрузки на узколенточный транспортер 5 холстовых трубок, возвращаемых с чесальных машин.
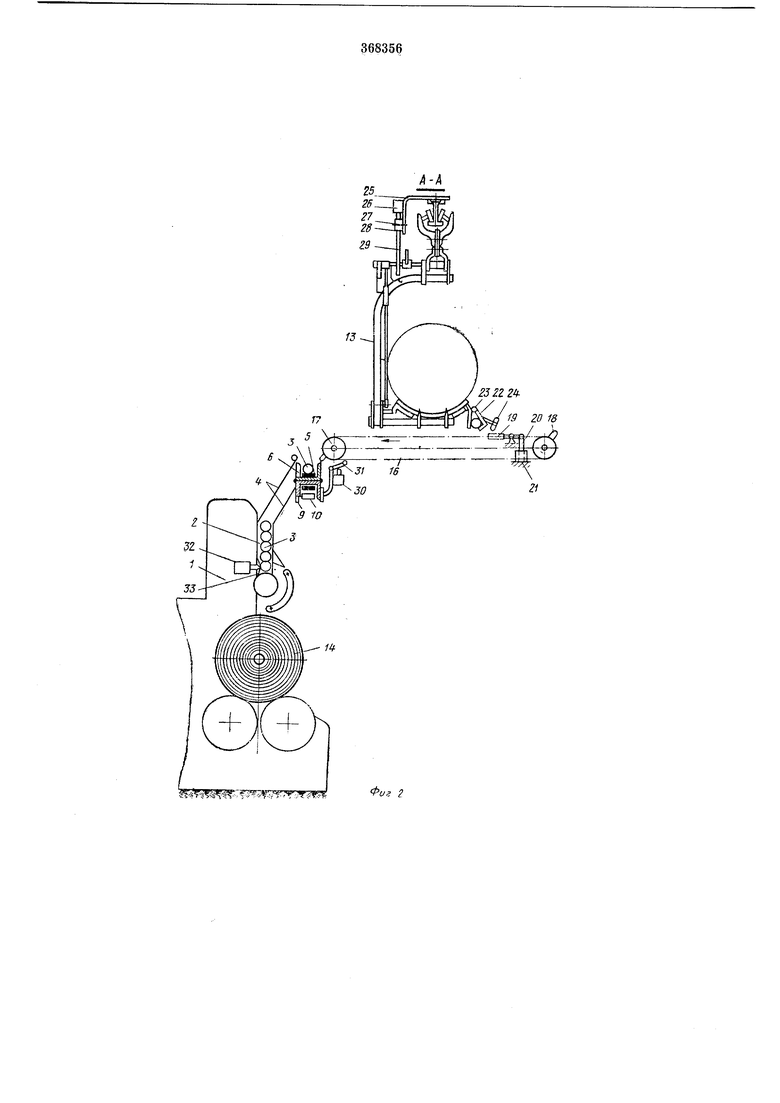
Устройство 15 состоит из двух параллельных транспортеров 16 с ведущими звездочками 17. Транспортеры 16 установлены так, что расстояние между ними меньше, чем длина трубки 3. На транспортерах 16 укреплены пальцы 18. Между транспортерами 16 установлен двуплечий рычаг 19, плечо 20 которого соединено с электромагнитом 21.
На люльке 13 укреплен захват холстовой трубки 3, состоящий из подпружиненного рычага 22, щарнирно смонтированного на оси 23 и ролика 24.
На цеховом транспортере 12 кронштейном 25 укреплен конечный выключатель 26, а на оси 27 помещен эксцентрик 28 с тягой 29. На стенке желоба 9 имеется конечный выключатель 30, а над ним шарнирно укреплена пластина 31.
Имеется поисковый микропереключатель 32 с пластинчатой пружиной 33. У каждой трепальной машины смонтированы выталкиватели 34, выполненные в виде вилок, а в стенках желоба 6 имеются пазы 35. Зубцы вилок имеют форму цилиндра с внутренним диаметром, соответствующим диаметру холстовой трубки. Выталкиватель 34 установлен в опоре 36 и через систему рычагов 37-39 соединен с электромагнитом 40. Рычаг 38 подпружинен пружиной 41. У каждого выталкивателя 34 установлены подпружиненная пластина 42 и микропереключатель 43. Холстовые трубки возвращаются с чесальных на трепальные машины следующим образом.
Свободные трубки 3 вставляют в захваты люлькн 13, отводя рычаг 22. Трубка удерживается в захвате усилием пружины и вместе с люлькой перемещается цеховым транспортером к трепальным машинам. Как только очередная люлька подойдет к устройству 15, она за счет взаимодействия с тягой 29 повернется относительно оси 27, при этом эксцентрик 28 воздействует на конечный выключатель 26. Последний включает электромагнит 21. При срабатывании электромагнита рычаг 19 поворачивается и ударяет по ролику захвата. Последний раскрывается, и трубка 3 падает на транспортеры 16. Одновременно конечный выключатель 26 включает электродвигатель привода транспортеров 16 с трубками. Пальцы 18 начнут передвигать трубки 3 к транспортеру 5. При подходе к последнему трубка 3 перекатится в желоб 5 и за счет движения транспортера 5 подойдет к очередной трепальной машине /. Когда люлька 13, пройдя тягу 29 под действием собственного веса, снова займет первоначальное вертикальное положение.
эксцентрик 28 отойдет от конечного выключателя 26, отключив электромагнит 21. При этом электродвигатель транспортеров 16 продолжает работать. При подъеме рычага 19 ролик 24 захвата обкатывается по рычагу 19 во избежание раскачивания люльки, идущей на загрузку холстами к трепальным машинам. При передаче трубки с захвата люльки 13 на транспортеры 16 пальцы 18 за счет взаимодействия с пластиной 31 через конечный выключатель 30 отключает электродвигатель транспортеров 16. При подходе трубки 3, лежащей на узколенточном транспортере 5, к очередной трепальной машине трубка взаимодействует с пластиной 42 и посредством микропереключателя 43 включает электромагнит 40, который вызовет перемещение рычага 39 и поворот рычагов 37, 38 против часовой стрелки.
В результате перемещения рычагов 37-39 переместится выталкиватель, концы которого, войдя в пазы 35 желоба 6, выровняют положе ние трубки 3, а затем вытолкнут ее с верхней ветви в магазин 2 трепальной машины.
При перекатывании трубки пластина 42 отойдет от микропереключателя и отключит электромагнит 40, а выталкиватель 34 под действием пружины 41 возвратится в исходное положение.
Для равномерной последовательной загрузки трепальных машин холстовыми трубками в электрической схеме предусмотрен шаговый искатель, который последовательно включает микропереключатели 43. Если последние не
соединены шаговым искателем, то очередная трубка 3 проходит мимо машины и загружается на ту трепальную машину, на которой микропереключатель 43 задействован. В случае нехватки холстовых трубок на какой-либо трепальной машине 1 поисковый микропереключатель 32 пластинчатой пружиной 33 перекрывает две нижние холстовые трубки 3 в магазине 2 для того, чтобы при загрузке магазина и заправке нижней трубки 3 в машину / исключить влияние на электропусковую аппаратуру.
При выдаче из магазина 2 последней трубки 3 микропереключатель 32 остановит передок машины /, при поступлении же трубок 3 трепальная машина автоматически включается.
Предмет изобретения
1. Трепально-чесальный участок поточной линии прядильного производства, содержащий
группу трепальных машин с магазинами для холстовых трубок, группу чесальных машин, цеховый транспортер, несущий люльки для холстов, имеющие захваты для холстовых трубок, электромагниты и конечные выключатели, электрически связанные с приводом транспортирующих органов, отличающийся тем, что, с целью автоматизации процесса загрузки холстовых трубок в магазины трепальных машин, 11;1Д магазинами трепальных машин параллельно цеховому транспортеру установлен
узколенточный транспортер, у первой по ходу транспортера трепальной машины смонтировано устройство для приема холстовых трубок из захвата люльки цехового транспортера и передачи их на узколенточный транспортер, а у каждой трепальной машины смонтирован выталкиватель трубок с узколенточного транспортера в магазин трепальной машины и микровыключатель.
2.Участок по п. 1, отличающийся тем, что захват выполнен в виде подпружиненного шарнирно смонтированного рычага с роликом, управляемым электромагнитом, электрически связанным с конечным выключателем цехового транспортера.
3.Участок по п. 1, отличающийся тем, что устройство для приема холстовых трубок состоит из двух бесконечных транспортеров, установленных в горизонтальной плоскости парал6
лельно друг другу на расстоянии меньшем, чем длнна трубки, причем транспортеры несут пальцы, взаимодействующие с трубкой, а между смонтирован двуплечий рычаг, управляемый электромагнитом, который электрически связан с конечным выключателем цехового транспортера.
4. Участок по п. 1, отличающийся тем, что выталкиватель холстовых трубок выполнен в виде вилки, смонтированной с возможностью возвратно-поступательного движения в горизонтальной плоскости посредством системы рычагов, управляемых электромагнитом, электрически связанным с микропереключателем, который установлен на пути трубки к очередной машине, а зубцы вилки имеют цилиндрическую форму, причем внутренний диаметр их соответствует диаметру холстовой трубки.
Фиг. 1
r-sV-5 -l : .
