Автоматическая установка скорости подачи проволоки и ее контроль в сварочном полуавтомате относится к области сварочной техники, к дуговой сварке плавящейся проволокой.
В современных аналогах аппаратов, регулировка скорости подачи проволоки в зону дуги осуществляется ручкой установки скорости. Здесь существенную роль играет человеческий фактор - от ручной установки будет зависеть качество сварки.
Устройство, в котором электропривод выполнен на основе тиристора, обладает сложностью схемы и затруднительно в настройке. Необходим отдельный источник питания постоянного тока не фильтрованный.
Устройство для питания электропривода на транзисторе так же обладает большой номенклатурой деталей и затруднительно в настройке. Нужен источник постоянного тока.
Близким по технической сути и достигаемому эффекту является сварочный полуавтомат SU 1754363 А1, содержащий источник питания, пусковой оптронный тиристор, двигатель подачи электродной проволоки, тиристор динамического торможения, блок управления электродвигателем. Это устройство имеет существенный недостаток - для питания электродвигателя надо иметь отдельный источник питания, двухполупериодный выпрямитель. Помимо этого: скорость электродвигателя не зависит от тока дуги, скорость электропривода выставляется вручную.
Сущность изобретения в том, что скорость подачи проволоки устанавливается автоматически. При качественной сварке скорость подачи проволоки равна скорости ее плавления. Металл в дуге представляет собой дождевые капли, заполняющие зону сварки. Все отклонения от данного режима ухудшают качество сварки. Кроме того, скорость подачи проволоки автоматически отслеживается при колебаниях сварочной горелки в вертикальном направлении.
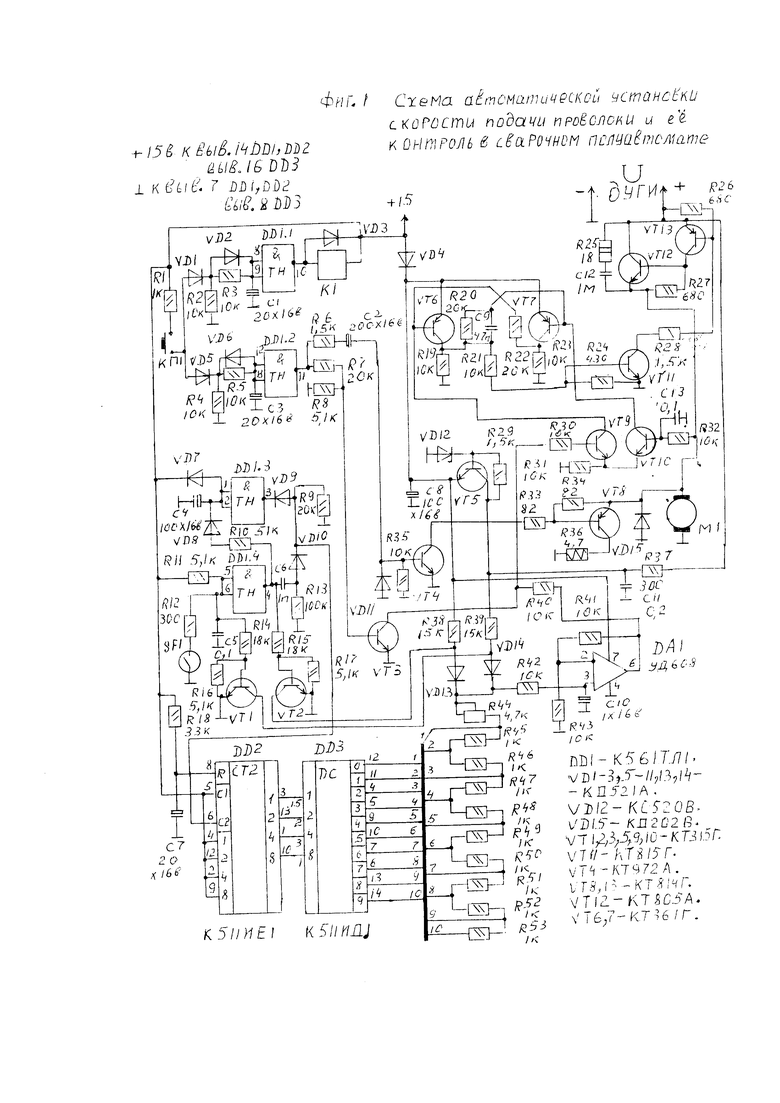
На фиг. 1 показана принципиальная схема, состоящая из датчика обрыва дуги SF1 и формирователя импульса обрыва микросхема DD1.4, счетчика количества обрывов DD2 и дешифратора DD3, резистивного ступенчатого потенциометра из элементов R38, R39, VD13, VD14, R44-R53, умножителя напряжения DA1, электронного моста из транзисторов VT9, VT10, VT6, VT7, таймера настройки DD1.3.
При подаче питания +15 В, на выходах микросхем DD1.1, DD1.2, DD1.3 появляется "1". На выходе DD1.4 появляется "0". Дешифратор DD3 с открытыми коллекторами, активным сигналом является "0". Сигнал на шине "0" дешифратора DD3 контакт 12 коммутирует резистивный ступенчатый потенциометр на минимальное напряжение. Резистором R44 настраивается начальная минимальная скорость двигателя подающего механизма M1. На выходе DA1 умноженное напряжение резистивного ступенчатого потенциометра. Транзисторы VT1, VT3, VT7 открыты, a VT2, VT9, VT10, VT6, VT11, VT13, VT12 закрыты.
При замыкании кнопки пуск-КП1 - открывается DD1.1, срабатывает реле К1, включается цепь сварочного аппарата. На контактах U дуги появляется сварочное напряжение. Открывается DD1.2, закрывается транзистор VT3. На напряжение с умножителя DA1 через резисторы R40, R30 поступает на базу транзистора VT9. Открываются транзисторы VT9, VT6, VT11, VT13, VT12. Двигатель M1 начинает медленно подавать проволоку к свариваемому изделию. При касании проволоки изделия образуется дуга. Из-за малой скорости проволоки дуга рвется. Одновременно с дугой срабатывает датчик дуги SF1. На выходе DD1.4 появляется "1" фронт которой, через конденсатор С6, диод VD10 запускает счетчик DD2. Активный "0" дешифратора DD3 с шины "0" переходит на шину "1". Скорость двигателя M1, а следовательно и проволоки увеличивается, но еще мала для нормальной сварки - дуга рвется. С каждым циклом скорость увеличивается на одну ступень резистивного ступенчатого потенциометра. При достижении скорости проволоки равной скорости ее плавления, обрыв дуги прекращается. На выходе DD1.4 появляется "1", конденсатор С4 заряжается по цепи R10, VD8. Через 5 сек. на выходе таймера DD1.3 появляется "0", который через диод VD9 шунтирует доступ сигнала на вход счетчика DD2. Настройка скорости подачи проволоки завершена.
Контроль скорости проволоки происходит за счет питания резистивного ступенчатого потенциометра от напряжения дуги. Пока нет дуги, VT1 открыт, а транзистор VT2 закрыт. Резистивный ступенчатый потенциометр через R38 запитан от стабилизированного напряжения. При появлении дуги, транзистор VT1 закрывается, а транзистор VT2 открывается. Питание резистивного ступенчатого потенциометра при сварке происходит от дуги через резисторы R37, R39.
Параметры дуги: ток, напряжение, длина, скорость подачи проволоки взаимосвязаны и имеют цифровую величину. Отклонение одной из величин ухудшает качество сварки. Произошло перемещение сварочной горелки вверх - длина дуги увеличилась, увеличилось напряжение на резистивном ступенчатом потенциометре, на умножителе DA1, на электронном мосту, на двигателе M1, увеличивается скорость проволоки, длина дуги уменьшается, ток увеличивается, напряжение уменьшается, дуга приходит к исходному состоянию. Произошло перемещение сварочной горелки вниз - длина дуги уменьшилась, ток увеличился, напряжение уменьшилось, уменьшилось напряжение на резистивном ступенчатом потенциометре, на умножителе DA1, на электронном мосту, на двигателе M1, уменьшается скорость подачи проволоки, уменьшается ток, увеличивается напряжение, увеличивается длина дуги, дуга приходит к исходному состоянию.
Как видно из описания работы схема, качество сварки минимально зависит от человеческого фактора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обучения и оценки мастерства сварщика | 1990 |
|
SU1777166A1 |
| Источник питания для электродуговой сварки оптических волокон | 1988 |
|
SU1539012A1 |
| Устройство для стабилизации скорости подачи проволоки в механизме подачи проволоки электродуговой установки | 2023 |
|
RU2832031C1 |
| Устройство для определения междуфазных замыканий и замыканий на землю в сетях с изолированной нейтралью напряжением 6-10 кВ | 2022 |
|
RU2788035C1 |
| Устройство контроля режимов сварки дугового автомата | 1983 |
|
SU1155402A1 |
| ИМПУЛЬСНЫЙ ПРЕОБРАЗОВАТЕЛЬ НАПРЯЖЕНИЯ С РЕГУЛИРОВАНИЕМ НА СТОРОНЕ ПЕРЕМЕННОГО ТОКА, ВЫПОЛНЕННЫЙ НА ОПТОПАРЕ ДЛЯ ТЕХНИЧЕСКИХ СРЕДСТВ ОХРАНЫ | 2014 |
|
RU2572815C2 |
| Сварочный полуавтомат | 1990 |
|
SU1754363A1 |
| СПОСОБ КОНТРОЛЯ РАБОТЫ ЭЛЕКТРОПРИВОДА НА ОСНОВЕ ДВУХОБМОТОЧНОГО ШАГОВОГО ДВИГАТЕЛЯ, РАБОТАЮЩЕГО В ПОЛНОШАГОВОМ РЕЖИМЕ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2738348C1 |
| Устройство автоматического регулирования длины дуги для сварки плавящимся электродом | 1978 |
|
SU749590A1 |
| Устройство для автоматической электродуговой сварки стыковых соединений | 1983 |
|
SU1138272A1 |
Изобретение относится к области сварочной техники. Сварочный полуавтомат содержит источник сварочного тока, подающий механизм сварочной проволоки, включающий в себя электромотор, электронную мостовую схему и выходной каскад питания электромотора, источник стабилизированного напряжения и элемент регулировки скорости подачи проволоки. При этом он снабжен подключенными к источнику стабилизированного напряжения таймером настройки, коммутирующими элементами и последовательно связанными датчиком обрыва дуги, формирователем импульса обрыва дуги, счетчиком количества обрыва дуги, дешифратором, ступенчатым резистивным потенциометром и умножителем напряжения, выход которого соединен с электронной мостовой схемой, при этом таймер настройки своим входом подключен к формирователю импульса обрыва дуги, а выходом - к счетчику количества обрыва дуги с возможностью блокировки прохождения сигнала на счетчик, причем ступенчатый резистивный потенциометр через последовательно подсоединенный к нему элемент регулировки скорости подачи проволоки и соответствующие коммутирующие элементы соединен с источником стабилизированного напряжения и с источником сварочного тока с возможностью питания электромотора подающего механизма сварочной проволоки от источника сварочного тока с обеспечением автоматической регулировки скорости подачи сварочной проволоки. Использование изобретения позволяет удерживать заданную длину дуги без обрыва, что повышает качество сварки. 1 ил.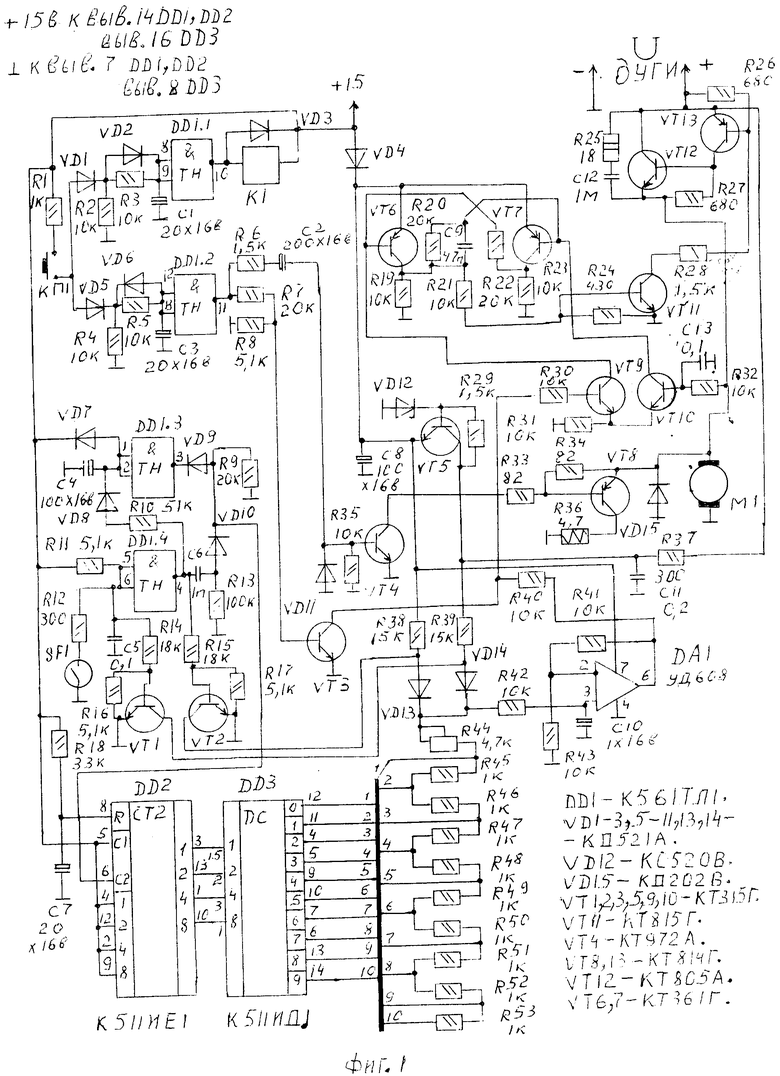
Сварочный полуавтомат, содержащий источник сварочного тока, подающий механизм сварочной проволоки, включающий в себя электромотор, электронную мостовую схему и выходной каскад питания электромотора, источник стабилизированного напряжения и элемент регулировки скорости подачи проволоки, отличающийся тем, что он снабжен подключенными к источнику стабилизированного напряжения таймером настройки, коммутирующими элементами и последовательно связанными датчиком обрыва дуги, формирователем импульса обрыва дуги, счетчиком количества обрыва дуги, дешифратором, ступенчатым резистивным потенциометром и умножителем напряжения, выход которого соединен с электронной мостовой схемой, при этом таймер настройки своим входом подключен к формирователю импульса обрыва дуги, а выходом - к счетчику количества обрыва дуги с возможностью блокировки прохождения сигнала на счетчик, причем ступенчатый резистивный потенциометр через последовательно подсоединенный к нему элемент регулировки скорости подачи проволоки и соответствующие коммутирующие элементы соединен с источником стабилизированного напряжения и с источником сварочного тока с возможностью питания электромотора подающего механизма сварочной проволоки от источника сварочного тока с обеспечением автоматической регулировки скорости подачи сварочной проволоки.
| Сварочный полуавтомат | 1990 |
|
SU1754363A1 |
| Устройство для управления сварочным полуавтоматом | 1988 |
|
SU1636154A1 |
| Сварочный полуавтомат | 1988 |
|
SU1556840A1 |
| СПОСОБ УПРАВЛЕНИЯ МЕХАНИЗМОМ ИМПУЛЬСНОЙ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ | 2000 |
|
RU2198079C2 |
| Прибор для определения октановых чисел жидких моторных топлив | 1945 |
|
SU68401A1 |
| US 4508954 A, 02.04.1985 | |||
| Расточная головка для обработки глубоких отверстий | 1987 |
|
SU1445864A1 |

