1
Изобретение относится к области инструментального производства и, в частности к электроэрозионному изготовлению резьбонарезных плашек из твердого сплава.
Известно устройство для электроэрозионной обработки плашек, снабженное механизмом винтовой подачи электрода-инструмента с системой автоматического регулирования межэлектродного зазора. Однако известные устройства имеют низкую точность обработки.
В предлагаемом устройстве повышение точности обработки достигается за счет того, что электрод-инструмент закреплен в подвижных в осевом направлении конусных центрах, установленных на гибких элементах, ограничивающих радиальные колебания электродаинструмента, и связан через безлюфтовую рычажную муфту с упомянутым механизмом подачи, выполненным в виде пружинно-поджатого ходового винта.
На чертеже изображено предлагаемое устройство.
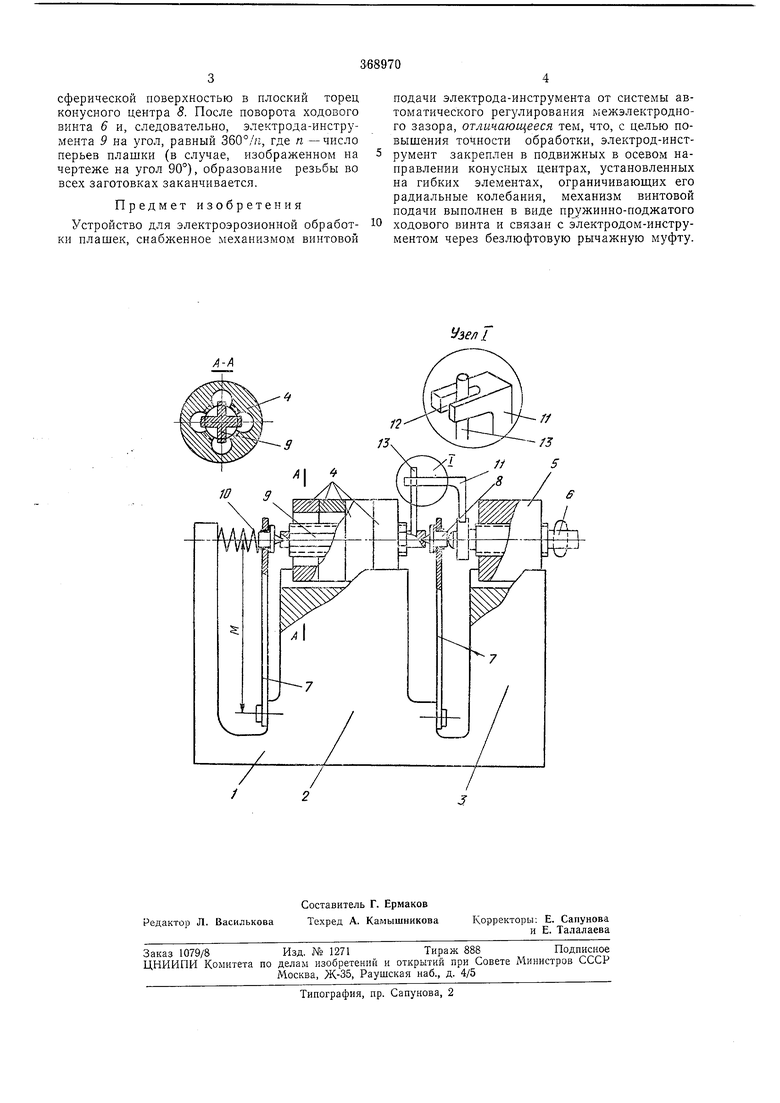
Устройство содержит плиту I, в которой выполнены две призмы 2 и 3. Одна из них 2 служит для закрепления обрабатываемых заготовок 4, а другая 3 - для закрепления механизма подачи, состояш.его из неподвижно закрепленной ходовой гайки 5 и ходового винта 6. На плите укреплены также две упругие пластины 7 с конусными центрами 8, между которыми установлен электрод-инструмент 9.
В одну из пластин упирается пружина 10, усилием которой электрод 9 удерживается в центрах 8 и прижимается к торцу ходового винта 6. За счет осевого усилия пружины 10
электрод-инструмент 9 зажимается в центрах 8, и одновременно выбираются осевые зазоры в резьбе ходового винта 6 и гайки 5.
Для передачи крутяшего момента на одном конце ходового винта 6 насажен Г-образный
рычаг 11, в паз 12 которого входит штифт 13, закрепленный радиально в электроде-инструменте 9. Ширина паза 12 несколько меньше диаметра штифта 13, поэтому последний, упруго деформируя стенки паза 12, входит в
него плотно, без зазоров, что устраняет мертвые ходы при реверсивном враш,ении и одновременно предотвращает передачу радиальных колебаний ходового винта 6 на электродинструмент 9.
Устройство работает следующим образом.
Крутящий момент от привода автоматической подачи электроискрового станка, на столе которого устанавливается устройство, передается на ходовой винт 6, заставляя его вворачиваться в гайку 5. При этом синхронно вращается и электрод-инструмент 9, так как связан с ходовым винтом 6 посредством щтифта 13 и Г-образного рычага 11. Одновременно электрод-инструмент 9 перемещается и в
осевом направлении в соответствии с шагом ходового винта 6, который упирается полусферической поверхностью в плоский торец конусного центра 8. После поворота ходового винта 6 и, следовательно, электрода-инструмента 9 на угол, равный 360°//г, где п -число перьев плашки (в случае, изображенном на чертеже на угол 90°), образование резьбы во всех заготовках заканчивается.
Предмет изобретения
Устройство для электроэрозионной обработки плашек, снабженное механизмом винтовой
подачи электрода-инструмента от системы автоматического регулирования межэлектродного зазора, отличающееся тем, что, с целью повышения точности обработки, электрод-инструмент закреплен в подвижных в осевом направлении конусных центрах, установленных на гибких элементах, ограничиваюш;их его радиальные колебания, механизм винтовой подачи выполнен в виде пр ужинно-поджатого ходового винта и связан с электродом-инструментом через безлюфтовую рычажную муфту.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи электрода-инструмента электроэрозионного станка | 1987 |
|
SU1472195A1 |
| Устройство для размерной электрической обработки | 1988 |
|
SU1590238A1 |
| Устройство для электроэрозионной прошивки отверстий | 1985 |
|
SU1313609A1 |
| Устройство для электроэрозионного легирования токопроводящих поверхностей | 1985 |
|
SU1289639A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| Устройство для электроэрозионной перфорациидеталей, имеющих форму тел вращения | 1974 |
|
SU511176A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2007 |
|
RU2355523C1 |
| Устройство для электроэрозионного легирования | 1985 |
|
SU1291318A1 |
| Устройство для электроэрозионногошлифОВАНия | 1979 |
|
SU814642A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННО-ОПТИЧЕСКОГО СОЕДИНИТЕЛЯ (ВАРИАНТЫ) | 1996 |
|
RU2152061C1 |
А-А
