Изобретение отв:оснтся к обработке металлов немеханЕческвмв cnocoSaMSs а именно к устройствам для электроэрозионной перфорации йеталей ймеюншх форму тел вращения, которые могут быть использованы, например для изготовления сеток злект ровакуумных. лриборОБ
Известен станок для прорезания отверстий или пазов в деталях в форме тел вра- шенвя при помощи электродов-инструментоз сориентированных кондуктором и закреплен
ных на ползунах, на которые воздействует механизм рабочей снабженный ме ханизмом компенсации нансх:а электродов-инструментов В этом станке электроды« инструменты устано&нены на отдельных к,реткахг каждая иэ которых ш%«еет нижние салазки с гндравлачески праводом ускоренного перемазденея и верхнее салаакв с электроприводом раёоч&го хода„ Комненса-шш износа эдектродой-анструменто® дроиэ водится вручную путем п.еремещещ1й соо-: ветствукздего анструмекта относЕгаедьао аерзшкх салазок,
Известное устройсгво не обеспечивает достаточной то-здюс-гн изготовления деталей влияния погрешности установки электродов S отсутствия стабильности перемещення электродоз при компенсации Х износа, а также имеет сложную конструк-иию.
Целью иэобретенЕЯ является повыш аие точнсхзтв обработк|5 и упрсхценве конструкднНг Для этого в предлагаемом устройстве механизм рабочей подачн выполнен в виде дисквг имеющего на одаом торпе спиральный иаа, 3 который вжэдит смонтированные на ползунах ведущие пальцы а на втором торде Яйска устанОйяено с возможностью скольжения Еол1-.до механизма хомпенсадни износа с управляемой электромагнитом собвжойг вааимодейсгвующей с диском рабочей подачи
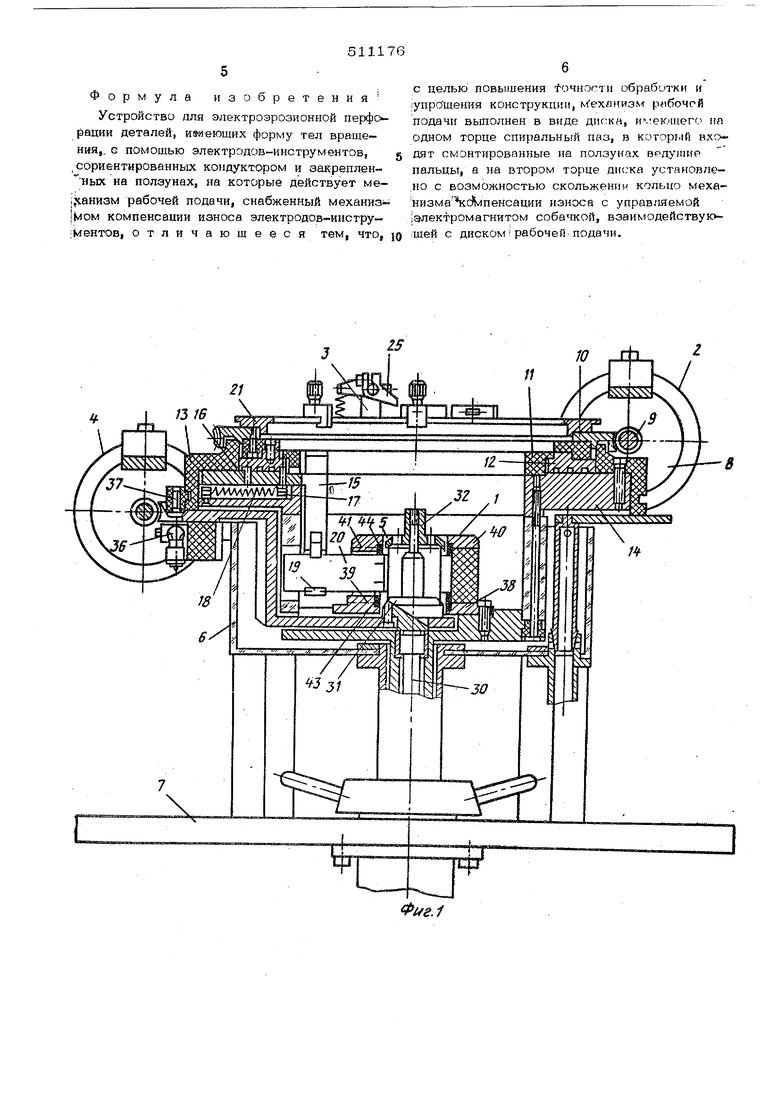
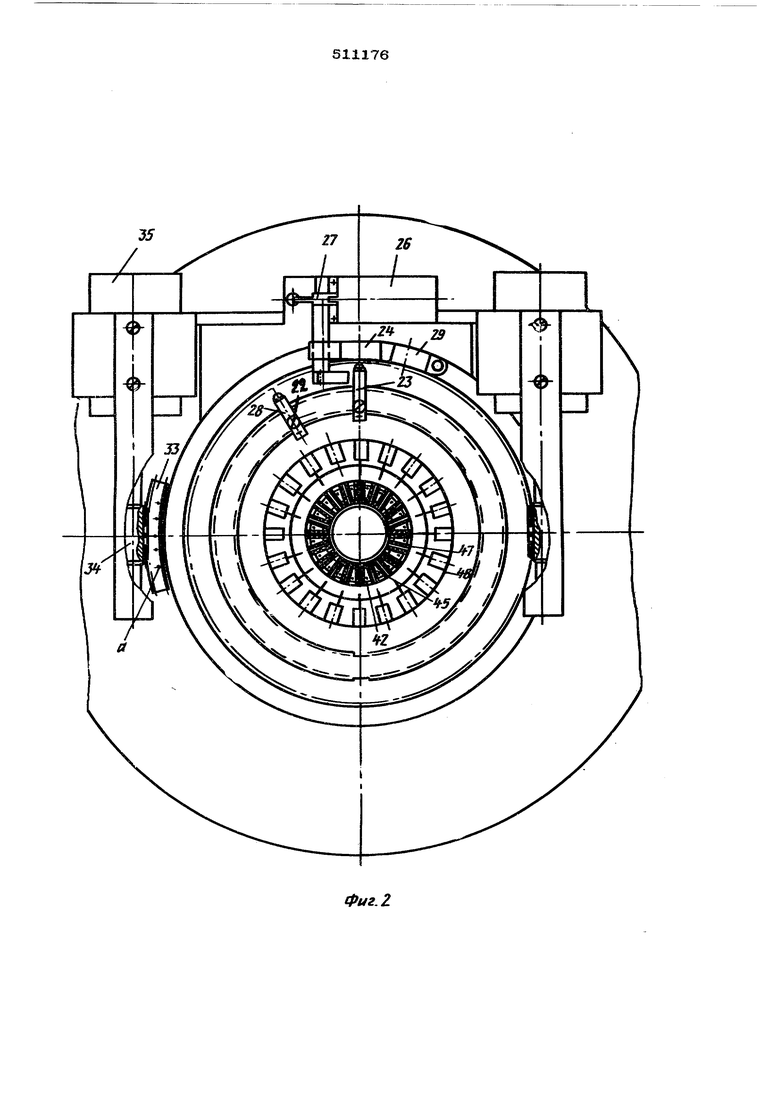
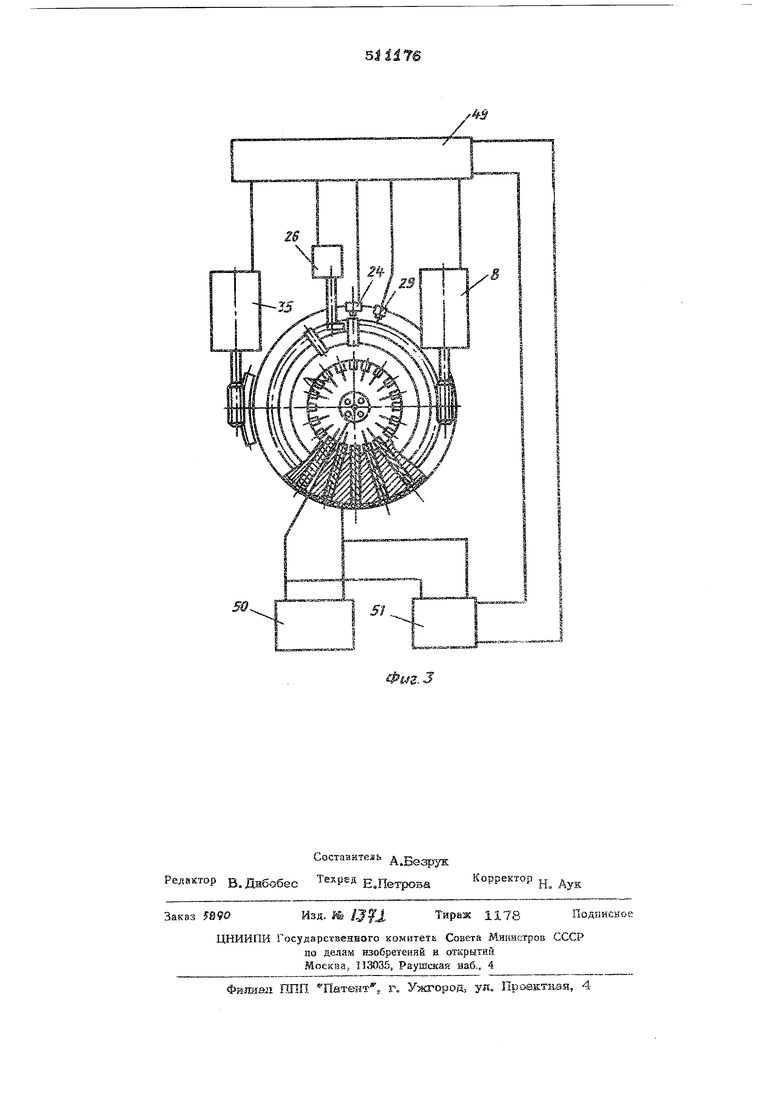
На фиГй 1 пожазаио опнсьшаемое устройст вОд п|юдольвзлй разрезу на фиг 2 - то же вид сверху, на фзг. 3 « баож -сжекага устрой™ ства
Устройство для зяектроэроаионной перфорацщ деталей 1 Н1х5еющих форму тел вращения содержит механизм 2 подачи электродов-инструментов, механизм 3 компенса-. ции износа, механизм 4 периодического поворота обрабатываемой детали 1, кондуктор 5 для ориентации электродов-инструментов, ванну 6 дня обработки деталей в жидкой среде и основание 7 для закрепления мехакизмов. Механизм подачи электродов-инструмен тов содержит электродвигатель 8 дхи вращеВИЯ от червйка 9 червячного колеса 10 с растроенным в него через изоляционное копь/HOill диском 12 с торцовым спиральным пазом, кольцо 13 для центровки червячного (колеса 10 и корпус 14 с пйзами для направ ления Г-образных ползунов 15. Ползуны/ 5 снабжены штифтами 16 для зацепления с торцовым спиральным пазом диска 12 и штифтами 17 под пружины 18 для прижима Т-образных ползунов 15 через штифты 16 к одной из поверхностей спирального паза, а также зажимными призмами 19 для закрепле.шя.электродов-инструментов 20, Механизм компенсации износа электродов-инструментов 20 содержит кольцо 21 для закрепления на нем винтами 22 (фиг. 2 скобы 23 для включения рабочего хода от микрЬвыключателя 24 (фиг. 3) и опускания собачки 25 через реле времени, электромаг нит 26 и рычаг 27 для удерживания на не«.которое время, соответствующее величине износа инструмента, кольца 21 от совмест наго вращения с червячным колесом, СкЬба 28 и микровЬжлючатель 29 предназначены для включения обратного хода, Механизм, периодического поворота обрабатываемой детали 1 содержит шпиндель 30 с конусом 31 и прижимом 32 для центров-. ки обрабатываемой детали 1 и сектор червячного колеса 33 для вращения шпинделя ,30 от червяка 34 и электродвигателя 35, Через отверстия а на секторе колесе. 33 : при периодическом повороте шпинделя ЗО поступает световой сигнал от лампы 36 на фотодиод 37, посредством которого управля ЮТ двигателем 35. Кондуктор . 5 содержит нижний корпус 3 8 с радиальными выступами 39, верхний корпус 40 с радиальными 41. Раз- меры выступов 39 и 41 соответствуют Йэп шине электродов-инструментов 2О, Для орие тации электродов-инструментов 2О в радиап ном направлении служат керамические пластины 42, по высоте - керамические втул-i ки 43 и 44.,Клиньз45 и винты 46 слу- жат для закрепления инструментов 2О, а ;клинья 47 и винты 48 - для соединения верхнего корпуса 40 с нижним корпусом |38. З стройство содержит блок 49 управления поворотом детали 1, перемещением и компЕ нса1шей износа электродов-инструмен1 ов 20. Имеется также источник 50 технологического тока и следящая система 51 . для стабилизации межэлектродного промеутка за счет управления через блок 49 электродвигателем 8 подачи, Заготовку устанавливают на конус 31 шпинделя 30 и центрируют прижимом 32. Электроды-инструменты 20 устанавливают -С определенным зазором относительно обрабатываемой заготовки и закрепляют в зажимных призмах 19 Г-образных ползунов 15. Ванна .бйоднимаетсяиобработка; производится в жидкой среде. При включении устройства напряжение от источника 50 подается на электроды-инструменты 20 и обрабатываемую деталь 1, Электроды-инструменты 20 получают ради-г альное перемещение для обработки; детали от двигателя 8, червяка 9 и колеса Юс диском 12. При вращении кольца 21 вмеете с червячным колесом Ю микровыключатель 29 от скобы 28 выключает рабочий ход и включает обратный ход, который заканчиваг /ся при нажатии скобы 23 на кнопку микр1 ы-ключателя 24; В этом положении происхо;дит поворот щпинделя 30 от с.ектора червяч- ного колеса 33, червяка 34 и электродви.гателя 35, фиксируемый фотодиодом 37по отверстию а. ; Затем происходит включение через реле ;времени электромагнита 26, опускающего ;через рычаг 27 собачку 25, и включение рабочего хода для обработки следующей ;группы пазов в детали 1. При этом двнга тель 8 при выборке предварительного зазора между электродами-инструментами 2О и обрабатываемой деталью 1 равномерно вра.щается до соприкосновения электродов 20 с поверхностью детали 1 (в этот момент ;начинает компенсироваться износ электро дов-инструментов 2О за счет проскальзыва-:ния колеса 10 и колеса 21) скобой 23 и . собачкой 25, которая затем от реле време:ни, отключающего электромагнит 26, под т:мается в исходное положение. Таким образом, рабочий ход электродов:инструментов 20 увеличивается на велячя ну износа. Направляющие щели кондуктора 5 обеспечивают точную фиксацию электродов-инструментов 2О в зоне обработки, а наличие промежутков между пластинами 42 способству:ет удалению продуктов эрозии из зоны обработки. 5 Формула изобретения Устройство для электроэрозионной перфо рации деталей, имеющих форму тел вращення, с помощью электродов-инструментов, сориентированных кондуктором и закреплен ных на ползунах, на которые действует ме;,чанизм рабочей подачи, снабженный механизJKiOM компенсации износа электродов-инстру:(иентов, отличающееся тем, что, с целью повышения fO4HOCTH обрабитки и (упрощения конструкции, N exaHHSM p i6o4ofi подачи выполнен в виде дисжа, имеющего rin одном торце спиральный паз, в который входят смонтированные на ползунах ведуишо пальцы, а на втором торце диска установлено с возможностью скольжении кольцо механизма МпеНсации износа с управляемой |алекфромагнитом собачкой, взаимодействую|щей с диском i рабочей-подачи.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки криволинейных поверхностей оптических деталей | 1982 |
|
SU1042960A1 |
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ПАЗОВ В ОТВЕРСТИИ ДЕТАЛИ | 1992 |
|
RU2088385C1 |
| Устройство для обработки периодически повторяющихся участков с фасонной поверхностью на деталях типа тела вращения | 1976 |
|
SU657973A1 |
| Автоматический станок для шлифования желобков у внутренних колец шарикоподшипников | 1938 |
|
SU57463A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ПАРАЛЛЕЛЬНЫХ ПРОДОЛЬНЫХ ПАЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2092285C1 |
| Устройство для обработки контактных линз | 1974 |
|
SU618196A1 |
| Фрезерная насадка | 1980 |
|
SU933297A1 |
| АВТОМАТ ДЛЯ ЗАКАЛКИ ДЕТАЛЕЙ МАШИН И ИНСТРУМЕНТОВ | 1926 |
|
SU6058A1 |
Фиг.
