1
Известны устройства для обжатия токосборникоБ и обрезки пистонов в пакетах электродов химических источников тока серебряно-цинковой системы, содержащее смонтированные на станине корпус, рабочую головку с пневмоприводом, механизм вертикального перемещения рабочей головки, подъемный стол и узел управления.
Однако такие устройства малопроизводительны, таккак для каждого типа изделия применяется своя обжимка. Кроме того, они не обеспечивают отрезку пистонов с одновременным сжатием токоотводов. При обжатии токосборников в результате сотрясения пакетов происходпт осыпание активной массы и скол кромок электродов. В процессе испытаний или эксплуатации отколовщиеся частицы прорывают сепарацию и закорачивают электроды, что приводит к браку всего изделия.
Для повышения производительности и надежности предложено рабочую головку выполнять в виде обоймы, в направляющие которой помещены щарнирно связанные через коромысло со штоком пневмоцилиндра регулируемые клинья и скомпенсированные посредством упругих втулок, тяг и рычагов обжимки с торцевыми овальными пазами, подпружиненными выталкивателями и закрепленными на осях подпружиненными фигурными ножами.
2
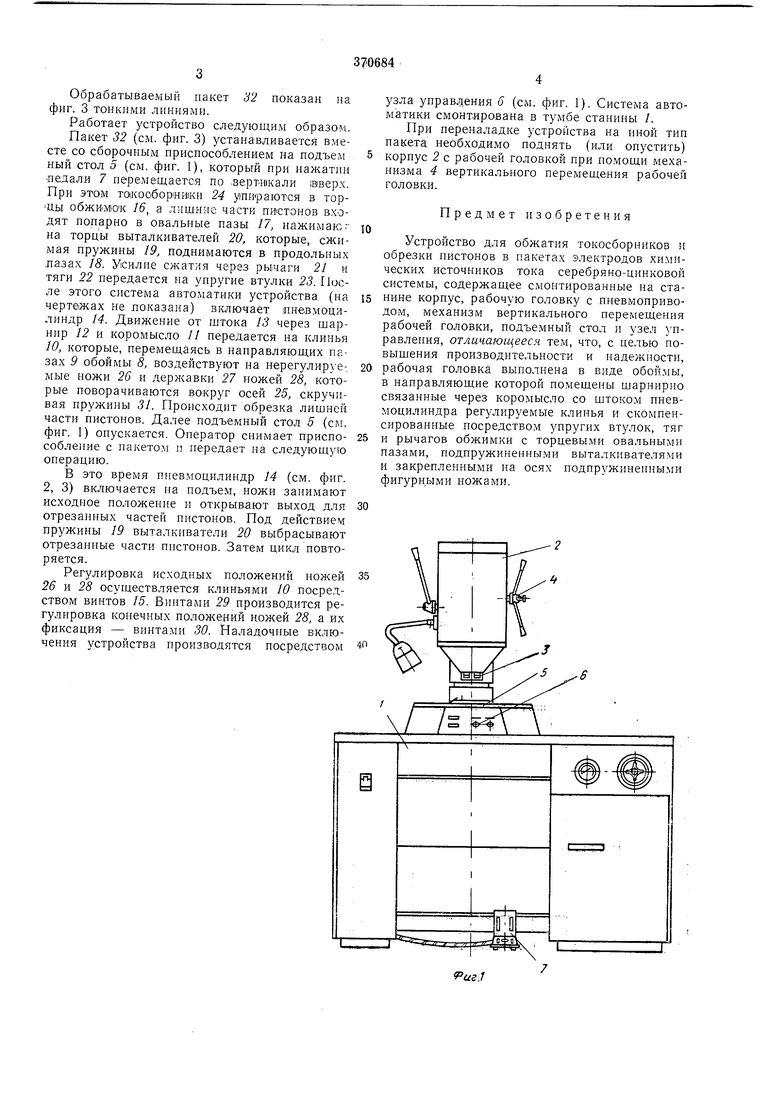
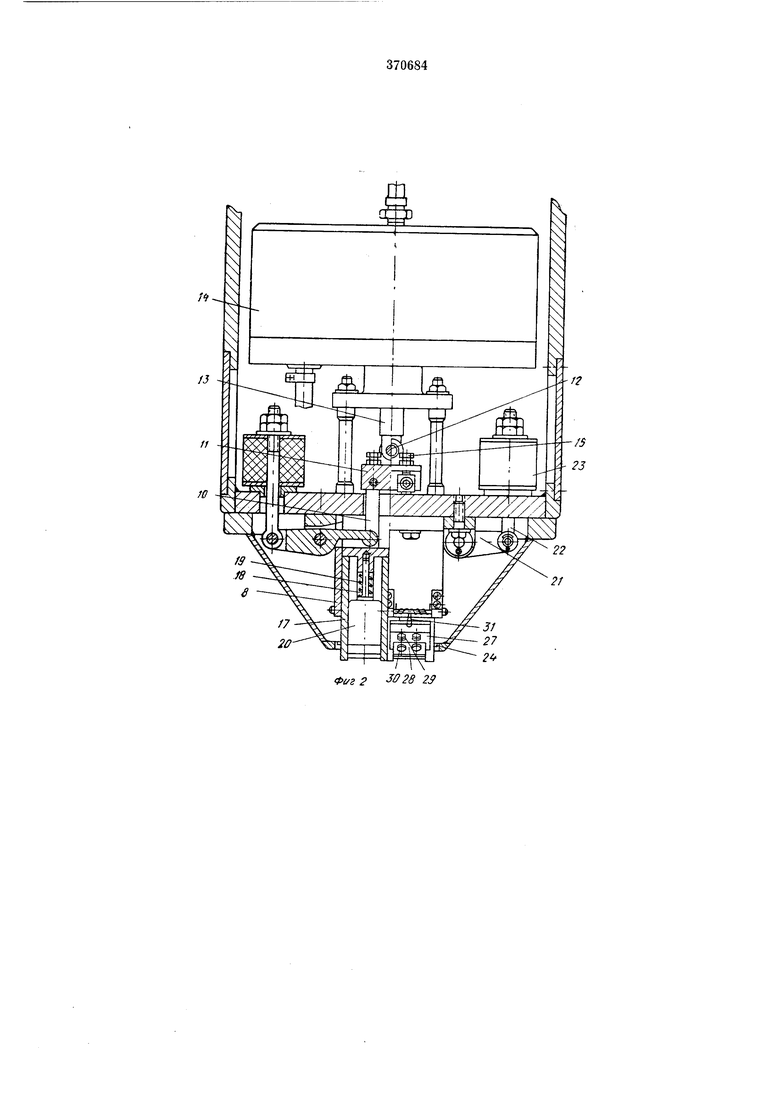
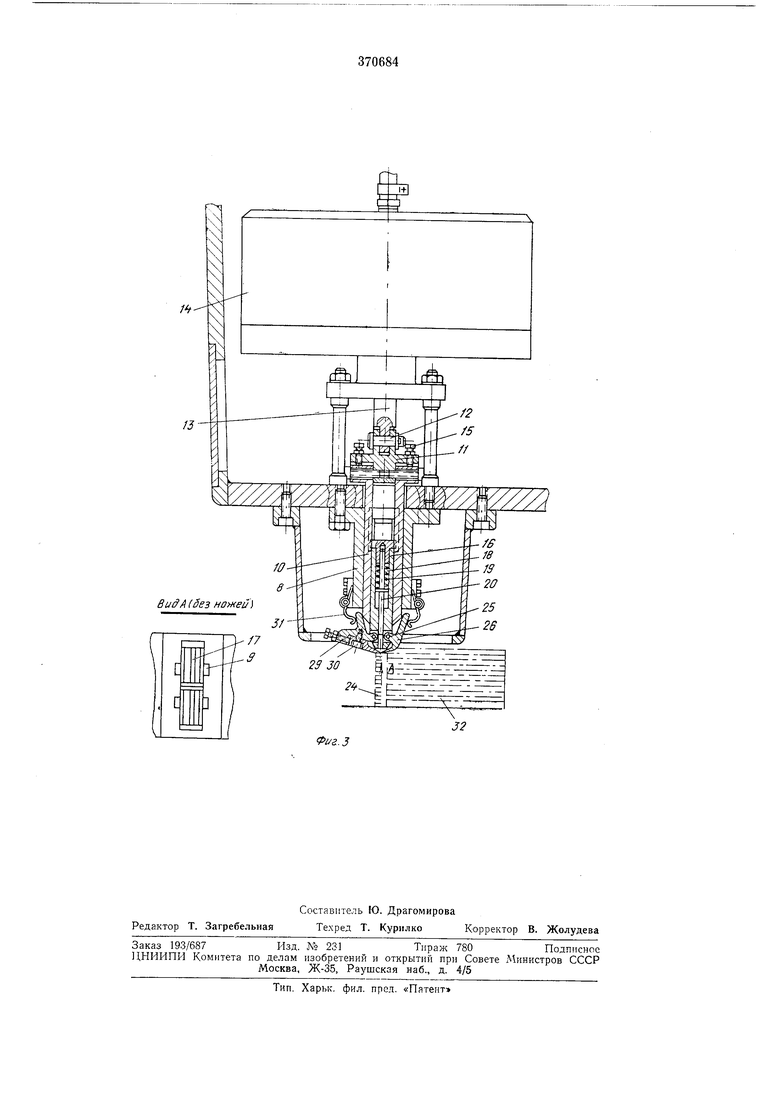
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - рабочая головка, вид спереди; на фиг. 3 - то же, вид сбоку.
Устройство содержит станину / (с.м. фиг. I), на которой смонтирован корпус 2, а в нем рабочая головка с пневмоприводо.м 3 и механизм 4 вертикального перемещения рабоче головки. На станине размещены также подъемный стол 5j узел управления 6 и педаль 7.
Рабочая головка (см. фиг. 2, 3) состоит обоймы 8 с направляющим)) пазами 9, по которым перемещаются четыре регулируемые клина 10. Последние посредством коромысл:; 11 и шарнира 12 связа Ы со щтоком 13 пневмоцилиндра 14. Регулировка положения клиньев осуществляется винтами 15. Внутри обоймы заключены левая и правая обжимю: 16, па торцах которых имеются овальные пазы 17, а в продольных пазах 18 помещены пружины 19 и выталкиватели 20. Верхние торцы обжимок упираются в рычаги 21, которыми посредством тяг 22 и упругих втулок 23 обеспеч;;вается компенсация усилия обжатия токосбор НИКОВ 24. В нижних боковых пазах обжимок на осях 25 установлены нерег Л11руемые ножн 26 и державки 27 с пазами для ножей 28, которые регулируются посредством винтов 29 и стопорятся винтами 30. Исходное положение ножей фиксируется пружинами 31. Обрабатываемый пакет 32 показан на фиг. 3 тонкими линиями. Работает устройство следующим образом. Пакет 32 (см. фиг. 3) устанавливается в.месте со сборочным приспособлением на подъем ный стол 5 (см. фиг. 1), который при нажатии педали 7 перемещается по .верт.и1кали вверх. При этом такооборнинси 24 упираются в торЦы обжи.мЮК 16 а лищние части пистонов входят попарно в овальные пазы 17, нажимаю на торцы выталкивателей 20, которые, сжимая пружины 19, поднимаются в продольных лазах 18. Усилие сжатия через рььчаги 21 и тяги 22 передается на упругие втулки 23. После этого система автоматики устройства (на чертежах не ло.казана) включает пневмоцялиндр 14. Движение от штока 13 через щарнир 12 и коромысло // передается на клинья 10, которые, перемещаясь в направляющих лазах 9 обоймы 8, воздействуют на нерегулируе-. мые ножи 26 и державки 27 ножей 28, которые поворачиваются вокруг осей 25, скручивая пружины 31. Происходит обрезка лишней части пистонов. Далее подъемный стол 5 (см. фиг. I) опускается. Оператор снимает приспособление с пакетом п передает на следующую операцию. В это время пнев.моцилиндр 14 (см. фиг. 2, 3) включается на подъем, ножи занимают исходное положение и открывают выход для отрезанных частей пистонов. Под действием пружины 19 выталкиватели 20 выбрасывают отрезанные части пистонов. Затем цикл повторяется. Регулировка исходных положений ножей 26 и 28 осуществляется клиньями 10 посредством винтов 15. Винтами 29 производится регулировка конечных положений ножей 28, а их фиксация - винтами 30. Наладочные включения устройства производятся посредством узла управления С) (см. фиг. 1). Система автоматики смонтирована в тумбе станины /. При переналадке устройства на иной тип пакета необходимо поднять (или опустить) корпус 2 с рабочей головкой при помощи механизма 4 вертикального перемещения рабочей головки. Предмет 13обретения Устройство для обжатия токосборников и обрезки пистонов в пакетах электродов химических источников тока серебряно-цинковой системы, содержащее смонтированные на стаНине корпус, рабочую головку с пневмоприводом, механизм вертикального перемещения рабочей головки, подъе.мный стол и узел управления, отличающееся тем, что, с целью повыщения производительности и надежности, рабочая головка выполнена в виде обоймы, в направляющие которой помещены щарнирно связанные через коро.мысло со штоком пиевмоцилиндра регулируемые клинья и скомпенсированные посредством упругих втулок, тяг и рычагов обжимки с торцевы.ми овальными пазами, подпружиненными выталкивателями и закрепленными на осях подпружиненными фигурными ножами.
fus.f ф{/г 2 28 23
2
TTV
Фиг.З
32
