Известны гибочные автоматы для изготовления из проволоки фасонных стержней.
Эти автоматы содержат кулачковый вал с ры.чагами и направляющей, служащей для подачи проволоки к гибочным матрице и пуансону.
Однако известные автоматы не обеспечивают необходимого качества изготавливаемых изделий и, кроме того, конструктивно сложны.
Предлагаемый автомат указан)1ых недостатков не имеет. Это достигается тем, что направляюолая выполнена в виде подпружиненной желобчатой щеки, подвижной под воздействием рычажно-кулачкового механизма. Середина головки стержня формуется дугообразными лалками гибочного иуансона при его рабочем перемещении. Для закрутки стержня на требуемый угол в автомате применен вращающийся валик, совершающий под воздействием рычажно-кулачкового лгеханизма прямолинейно-возвратное движение и снабженный на торце двумя пальцами, расположенными один по центру, а другой эксцентричио, для захвата длинного конца стержня.
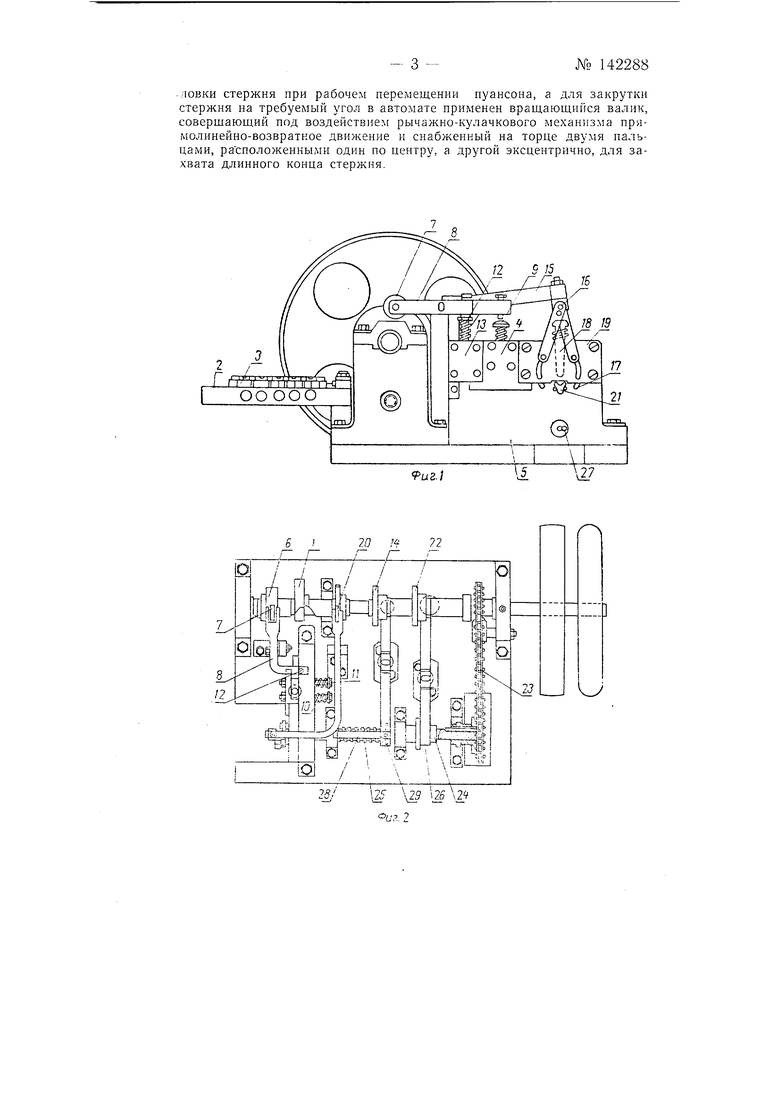
На фиг. 1 изображен предлагаемый автомат, вид спереди; на фиг. 2 - то же, вид в плане.
Проволока, захватываемая двумя роликами /, со смоточного приспособления (на чертеже не показано) подается в рихтовочно-тормозное устройство 2 автомата, предназначенное для рихтовки проволоки и удержания ее от произвольного спадания.
Рихтовочно-тормозное устройство состоит из десяти роликов 3, расположенных в щахматном порядке, проходя между которыми проволока изгибается в форме синусоиды.
Подающие ролики благодаря сфрезерованной части поверхности осуществляют прерывистую подачу проволоки, периодически продвигая ее на 158 мм.
№ 142288-- 2 Периоды прекращения подачи проволоки соответствуют процессам форлювки, обрубки и съема проволочных стержней. С целью устранения провисания и искривления проволоки и придания ей определенного направления в автомате предусмотрена подпружиненная щека 4 с п.рофрезерованной в.ней канавкой. Щека, плотно прижимаясь к вертикальной стойке 5, образует канал, по которому движется проволока, направляясь к матрице. Перемещение подпружиненной щеки осуществляется от копира 6 при помощи ролика 7, рычага 8 и клина 9. Пропустив проволоку, щека возвращается в исходное положение от во.чдействия 10, надетых на четыре стержня 11, закрепленных на щеке. Обрубка проволоки заданной длины осуществляется ножом 72, работающим также от копира 6, ролика 7 и рычага 8. Нож имеет квадратное сечение и перемеп1ается по пазу такой же формы в направляющей щеке 13. После обрубки проволока подается в механизм обжимки и формовки, который состоит из копира 14, рычага /5, двух планок 16, двух фасонных дугообразных обжимок 17, пуансона 18, направляющей щеки 19 с двумя пазами и ролика 20.
При работе механизма от копира 14 посредством ролика 20 и рычага /5 движение передается планкам 16, которые при этом расходятся
как ножницы в стороны и двигают по направляющим пазам щеки 19 две полусекторные дугообразные обжимки 17. В то же время под наж:1мом рычага 15 пуансон 18 также перемещается впиз. При этом пуансон прогибает среднюю часть заготовки по форме матрицы 21, а дугообразные зажимы огибают заготовку с боков также по форме матрнцы. По окончании формовки проволока подается в механизм закрутки, состоящий из копира 22, цепной передачи 23, валика 24, пружины 25 и рычага 26. Движение валика 24 осуществляется от копира 22 через рычаг 26, который при этом преодолевает действие пружины 25. Валик выдвигается заподлицо с наружной плоскостью стойки 5 и, получая вращение через цепную передачу 23, закручивает на заданный угол конец проволочного стержня, попавщий между двумя пальцами 27 валика.
При сходе рычага с выступа копира пружина 25 возвращает валик в исходное положение, и готовый стержень, повиснувший на матрице, сбрасывается выталкивателем 28, работающим от рычага 29 и копира 14.
Особенность предлагаемого автомата заключается в конструктивном выполнении узла подвижной направляющей проволоки, устраняющей ее прогиб, в формовке головки стержня сдвигающимися дугообразными лапками, в закрутке конца проволоки выдвижным вращающимся валиком, имеющим два пальца на торце, предназначенных для захвата конца стержня и его закручивания на требуемый угол.
Описываемый автомат прост в изготовлении, обеспечивает хорощес качество и высокую производительность выпускаемых им стержнем. При испытаниях автомат заменил труд десяти рабочих, и станок для рубки заготовки проволоки.
Предмет изобретения
Гибочный автомат для изготовления из проволоки фасонных стержней, например, для резиновых бигуди, снабженный кулачковым валом с рычагами и направляющей для подачи проволоки к гибочным матрице и пуансону, отличающийся тем, что, с целью упрощения конструкции автомата и повьинения качества изготовляемого изделия, направляющая выполпена в виде подвижной под воздействием рычажнокулачкового механизма подпружиненной желобчатой щекн, гибочный пуансон снабжен дугообразными лапками, формуюпхими середину го.ловки стержня при рабочем перемещении пуансона, а для закрутки стержня на требуемый угол в автомате применен вращающийся валик, совершающий под воздействием рычалсно-кулачкового механизма прямолинейно-возвратное движение и снабженный на торце двумя иальцами, расположенными один по центру, а другой эксцентрично, для захвата длинного конца стержня.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления проволочных разводных шплинтов | 1988 |
|
SU1563818A1 |
| Автомат для изготовления пружинных колец | 1982 |
|
SU1063517A1 |
| Автомат для изготовления двухветвевых пружин с отогнутыми концами | 1982 |
|
SU1052304A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 1992 |
|
RU2050216C1 |
| АВТОМАТ ДЛЯ СБОРКИ ПРОВОЛОЧНЫХ РЕЗИСТОРОВ | 1967 |
|
SU223880A1 |
| Устройство для изготовления из проволоки фигурных пружинных деталей | 1989 |
|
SU1688964A1 |
| Автомат для гибки проволоки | 1989 |
|
SU1664444A1 |
| Машина для изготовления рыболовных крючков | 1949 |
|
SU82073A1 |
| Автомат для изготовления заготовок одновитковых секций обмоток электрических машин | 1979 |
|
SU884046A1 |
| Автомат для изготовления деталей из проволоки | 1991 |
|
SU1787630A1 |
72 5/5
rji/б
