1
Известны устройства для вулканизации резиновых заготовок в псевдоожиженном слое, например, шприцуемых трубок, содержащие вулканизационную камеру, выполненную с отверстиями для ввода и вывода заготовки и снабженную опорным-и и нротяжными роликами, нагревательными элементами и средством для образования псевдоожиженного слоя.
В известных устройствах в качестве средства для образования псевдоожиженного слоя применен непрерывно подаваемый в камеру через газораспределительные решетки обогреваемый воздух, для вулканизации неполностью отдающий свое тепло и требующий для вторичного использования тепла применения рекуператоров, усложняющих конструкцию устройства с повышением непроизводительных энергозатрат.
Устройство для вулканизации резиновых заготовок в псевдоожиженном слое по сравнению с известными отличается тем, что, с целью упрощения конструкции устройства и снижения непроизводительных энергозатрат, средство для образования псевдоожиженного слоя выполнено в виде горизонтально установленной в камере и вращающейся от регулируемого привода многолопастной мешалки.
Предлагаемое устройство иллюстрируется чертежом.
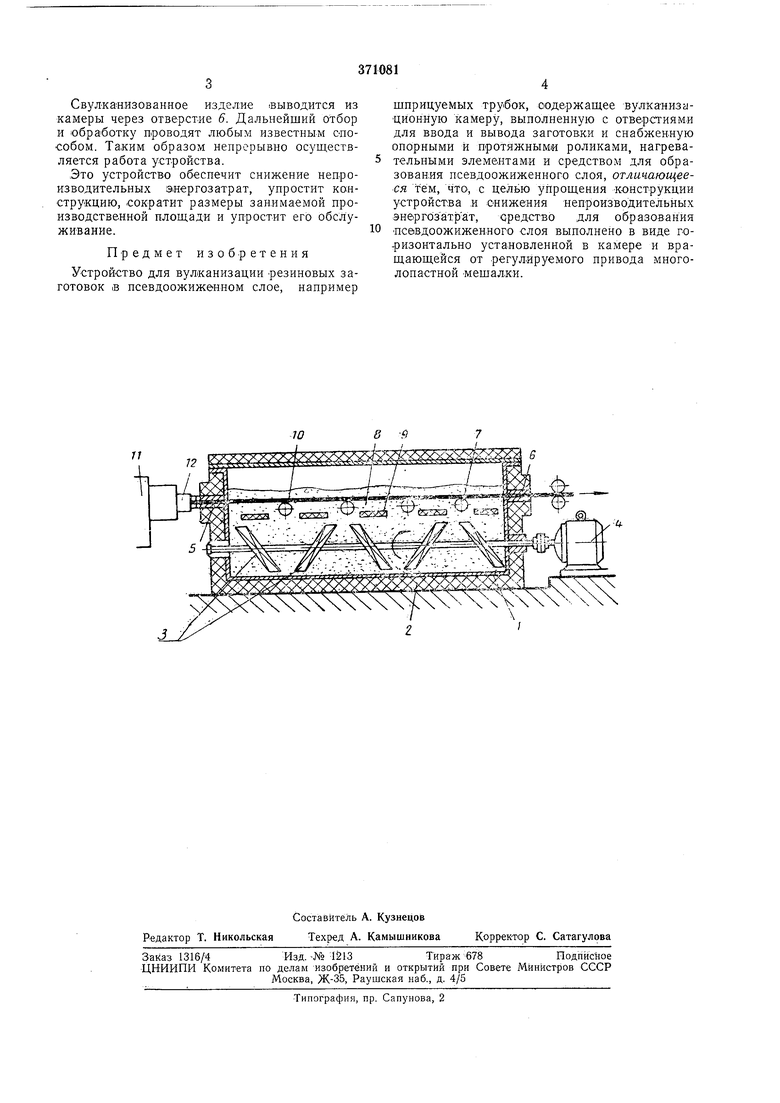
Устройство содержит камеру / с теплоизолирующей облицовкой 2, лопасти 3 мещалкк, насаженные на вал, приводимый во вращение от привода 4, отверстий 5. для входа и 6
для выхода резинового изделия, ролики 7 для поддержки и перемещения изделия, слой сыпучего материала 8 и нагревательные элементы 9. Устройство для вулканизации резиновых
заготовок в псевдоожиженном слое работает следующим образом. Резиновую заготовку 10 шприцуют червячным прессом 11 через профилирующую головку 12, далее заготовку через отверстие 5 подают в камеру, в которой заготовку поддерживают и транспортируют с помощью роликов.
В камере заготовку вулканизуют в ожиженном слое нагретого сыпучего материала. Ожижение сыпучего материала осуществляют механическим путем благодаря воздействию на него лопастей мешалки, вращающейся с определенной скоростью, а нагрев - от нагревательных элементов. Скорость протягивания вулканизуемого издел:ия выбирают в зависимости от его толщины, гранулометрического состава сыпучего материала, длины камеры, температуры слоя. Число оборотов мешалки устанавливают -л соответствии с гранулометрическим составом
и высотой засынки сыпучего материала.
СвуЛКаиизованное изделие выводится из камеры через отверстие 6. Дальнейший отбор и обработку проводят любым известным способом. Таким образом непрерывно осуществляется работа устройства.
:Это устройство обеспечит снижение неп-роизводительных энергозатрат, упростит конструкцию, сократит размеры занимаемой производственной площади и упростит его обслуживание.
Предмет изобретения
Устройство для вулканизации резиновых заготовок iB псевдоожиженном слое, например
шприцуемых трубок, содержащее вулкэнизуционную камеру, выполненную с отверстиями для ввода и вывода заготовки и снабженную опорными и протяжными роликами, нагревательными элементами и средством для образования псевдоожиженного слоя, отличающееся тем, ЧТО , с целью упрощения конструкции устройства .и снижения непроизводительных энергозатрат, средство для образования псевдоожиженного слоя выполнено в виде го-ризонтально установленной в камере и вращающейся от регулируемого привода многолопастной -мешалки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для НЕПРЕРЫВНОЙ ВУЛКАНИЗАЦИИ ДЛИННОМЕРНЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1972 |
|
SU346142A1 |
| УСТРОЙСТВО для ВУЛКАНИЗАЦИИ ШПРИЦУЕМЫХ | 1972 |
|
SU351725A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ВУЛКАНИЗАЦИИ | 1972 |
|
SU339427A1 |
| СПОСОБ ОБРАБОТКИ ДЛИННОМЕРНЫХ РЕЗИНОВЫХ | 1973 |
|
SU385746A1 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ НАЛИПАНИЯЧАСТИЦ ТЕПЛОНОСИТЕЛЯ НА ШПРИЦОВАННЫЕГУБЧАТЫЕ ДЛИННОМЕРНЫЕ РЕЗИНОВЫЕ ИЗДЕЛИЯ | 1972 |
|
SU428953A1 |
| Устройство для непрерывной вулканизации длинномерных резиновых изделий | 1980 |
|
SU891474A1 |
| УСТАНОВКА ДЛЯ НАГРЕВА ЗАГОТОВОК ПЕРЕД ПРЕССОВАНИЕМ | 1971 |
|
SU309058A1 |
| СПОСОБ ВУЛКАНИЗАЦИИ РЕЗИНОВЫХ ИЗДЕЛИЙ ВО ВЗВЕШЕННОМ СЛОЕ | 1972 |
|
SU338414A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ВУЛКАНИЗАЦИИ ДЛИННОМЕРНЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1971 |
|
SU306023A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1965 |
|
SU169245A1 |
