Изобретение относится к установкам для нагрева изделий перед обработкой давлением.
Известна установка для нагрева заготовок перед прессованием, содержащая методические индукционные нагревательные печи с защитной атмосферой, устройство для смазки заготовок в камере с защитной атмосферой и механизмы перемещения заготовок.
Основным недостатком такого устройства является то, что при переменном ритме, т. е. при необходимости время от времени задерживать выдачу заготовок из печей происходит перераспределение температур заготовок по длине печи, сопровождающееся неизбежным перегревом нескольких заготовок. Изделия, получаемые из перегретых заготовок, в ряде случаев оказываются негодными.
Кроме того, при прессовании малых партий, когда заготовок недостаточно для полной загрузки печей, приходится заполнять печи лишними заготовками, расходуя дополнительные средства на изготовление и нагрев их.
С целью создания условий для работы установки при нарушении ритма и улучшения качества прессованных изделий в предлагаемой установке механизм транспортирования заготовок через индукционные методические печи выполнен в виде приводных реверсивных роликов, расположенных между индукторами с шагом, меньшим половины длины заготовки, а между печью и камерой смазки установлена соединенная с ними герметичными каналами промежуточная камера с приемными приводными и выходными роликами, с расположенным между ними качающимся цепным транспортером для передачи заготовок.
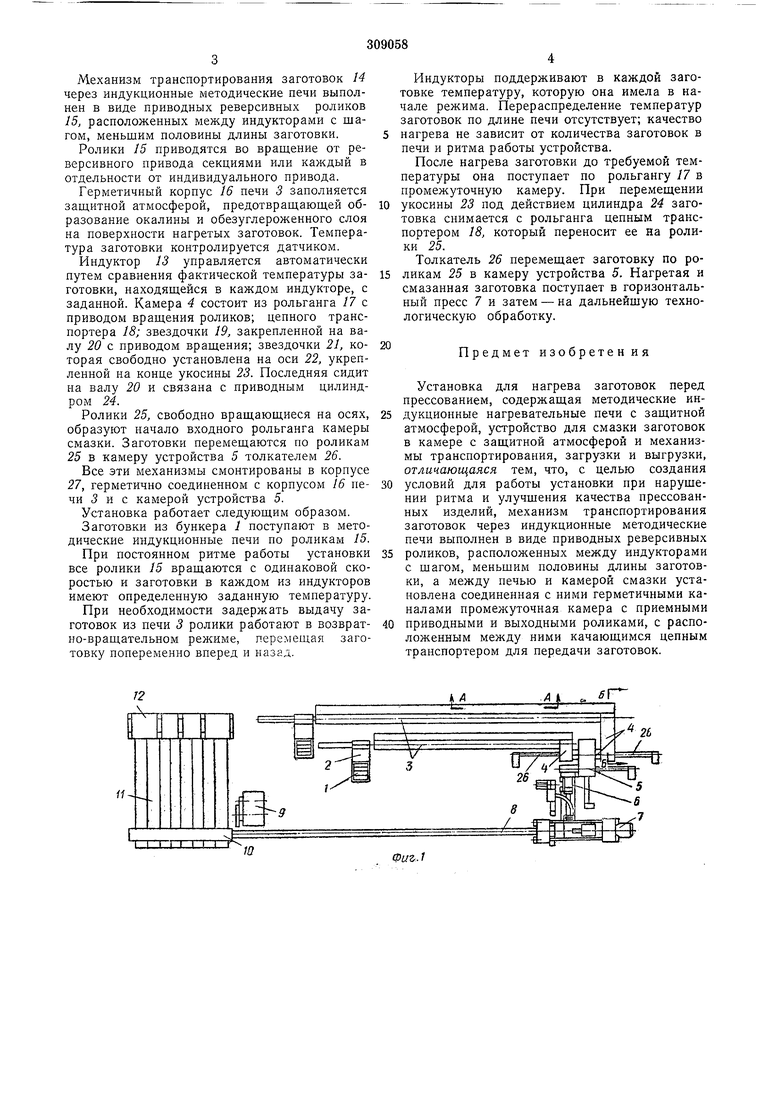
На фиг. 1 изображена схема установки, вид в плане; на фиг. 2 - разрез по А-Л на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 1.
Установка содержит бункеры / с заготовками, устройство 2 для загрузки методических
индукционных печей 3 с защитной атмосферой, соединенное через промежуточные камеры 4 с камерой устройства 5 для смазки заготовок. Передаточная тележка 6 служит для транспортирования нагретой и смазанной заготовки в горизонтальный гидравлический пресс 7. За прессом установлен стол 8 для приема прессованных изделий и передачи их к пиле 9 с передвижным упором 10, которая режет изделия на мерные штанги. Последние
охлаждают на холодильнике Л и увязывают в пакеты в кармане-сборнике 12.
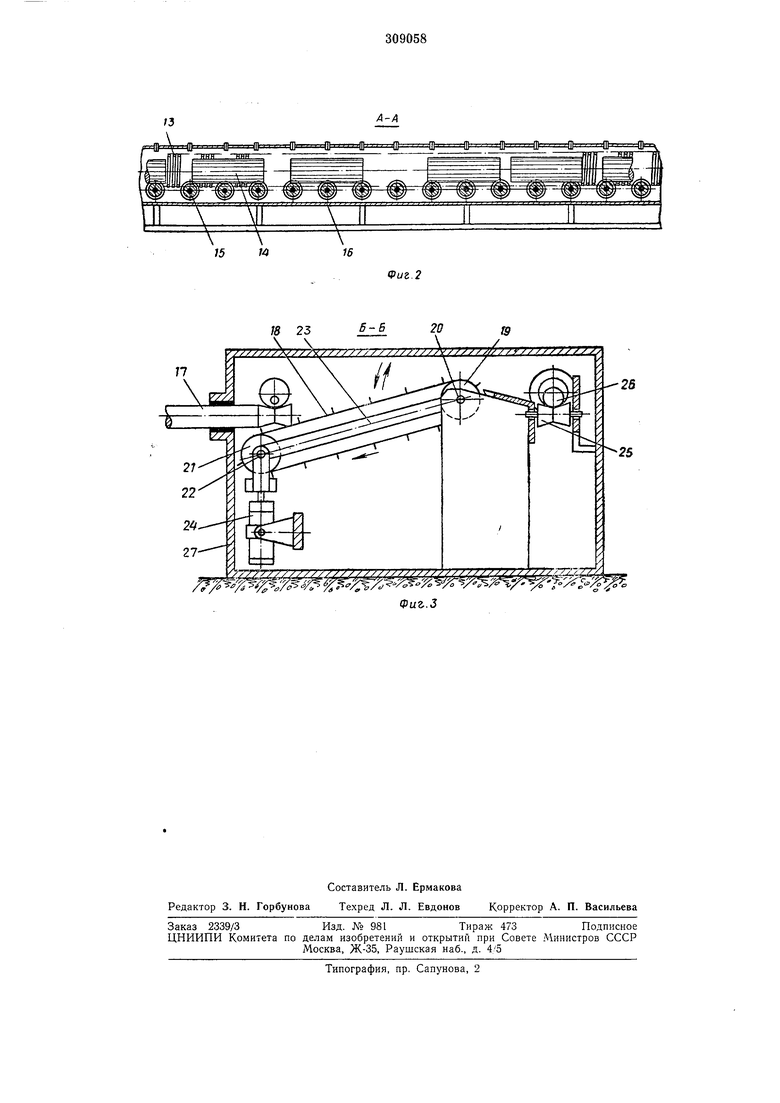
Механизм транспортирования заготовок 14 через индукционные методические печи выполнен в виде приводных реверсивных роликов 15, расположенных между индукторами с шагом, меньшим половины длины заготовки.
Ролики 15 приводятся во вращение от реверсивного привода секциями или каждый в отдельности от индивидуального привода.
Герметичный корпус 16 печи 3 заполняется защитной атмосферой, предотвращающей образование окалины и обезуглероженного слоя на поверхности нагретых заготовок. Температура заготовки контролируется датчиком.
Индуктор 13 управляется автоматически путем сравнения фактической температуры заготовки, находящейся в каждом индукторе, с заданной. Камера 4 состоит из рольганга 17 с приводом вращения роликов; цепного транспортера 18; звездочки 19, закрепленной на валу 20 с приводом вращения; звездочки 21, которая свободно установлена на оси 22, укрепленной на конце укосины 23. Последняя сидит на валу 20 и связана с приводным цилиндром 24.
Ролики 25, свободно вращающиеся на осях, образуют начало входного рольганга камеры смазки. Заготовки перемещаются по роликам 25 в камеру устройства 5 толкателем 26.
Все эти механизмы смонтированы в корпусе 27, герметично соединенном с корпусом 16 печи 5 и с камерой устройства 5.
Установка работает следующим образом.
Заготовки из бункера 1 поступают в методические индукционные печи по роликам 5.
При постоянном ритме работы установки все ролики 15 вращаются с одинаковой скоростью и заготовки в каждом из индукторов имеют определенную заданную температуру.
При необходимости задержать выдачу заготовок из печи 3 ролики работают в возвратно-вращательном режиме, перемещая заготовку попеременно вперед и назад.
/2
I I г 1 I Т
т
Индукторы поддерживают в каждой заготовке температуру, которую она имела в начале режима. Перераспределение температур заготовок по длине печи отсутствует; качество нагрева не зависит от количества заготовок в печи и ритма работы устройства.
После нагрева заготовки до требуемой температуры она поступает по рольгангу 17 в промежуточную камеру. При перемещении укосины 23 под действием цилиндра 24 заготовка снимается с рольганга цепным транспортером 18, который переносит ее на ролики 25.
Толкатель 26 перемещает заготовку по роликам 25 в камеру устройства 5. Нагретая и смазанная заготовка поступает в горизонтальный пресс 7 и затем - на дальнейшую технологическую обработку.
Предмет изобретения
Установка для нагрева заготовок перед прессованием, содержащая методические индукционные нагревательные печи с защитной атмосферой, устройство для смазки заготовок в камере с защитной атмосферой и механизмы транспортирования, загрузки и выгрузки, отличающаяся тем, что, с целью создания
условий для работы установки при нарушении ритма и улучшения качества прессованных изделий, механизм транспортирования заготовок через индукционные методические печи выполнен в виде приводных реверсивных
роликов, расположенных между индукторами с щагом, меньшим половины длины заготовки, а между печью и камерой смазки установлена соединенная с ними герметичными каналами промежуточная камера с приемными
приводными и выходными роликами, с расположенным между ними качающимся цепным транспортером для передачи заготовок.
sr
4А
Фиг. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ТЕРМООБРАБОТКИ ЗАГОТОВОК ЭСЕСОЮЗН Я ПЕРЕД ПРЕССОВАНИЕМ; =' TEf^THO-TEXI : \ :SM5^>&iDT. • | 1972 |
|
SU332140A1 |
| УСТАНОВКА ДЛЯ ИНДУКЦИОННОГО НАГРЕВА ТРУБ | 1968 |
|
SU218201A1 |
| УСТАНОВКА ДЛЯ ИНДУКЦИОННОГО НАГРЕВА | 1967 |
|
SU205869A1 |
| Устройство для индукционного нагрева цилиндрических заготовок | 1983 |
|
SU1101331A1 |
| Установка для нагрева цилиндрических заготовок | 1983 |
|
SU1273396A1 |
| Установка для нагрева цилиндрическихзАгОТОВОК | 1979 |
|
SU836137A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ | 1969 |
|
SU237540A1 |
| А. И. Косырев, А. Ф. Астахов, А. Ф. Белов, В. А. Цыценко,В. В. Сорокин и В. К. Александров | 1969 |
|
SU249506A1 |
| УСТАНОВКА ДЛЯ ПРОТЯЖКИ, УКЛАДКИ И СУШКИ КЕРАМИЧЕСКИХ ЗАГОТОВОК РАДИОДЕТАЛЕЙ | 1970 |
|
SU266638A1 |
| СПОСОБ ПОДГОТОВКИ ПРОФИЛЕЙ, ПРЕССОВАННЫХ ИЗ НАГРЕТЫХ ЗАГОТОВОК, К ВОЛОЧЕНИЮ | 1973 |
|
SU388802A1 |
% ; 7 fff y
