1
Изобретение относится к области обработки металлов давлением.
Известен способ изготовления оболочек с внутренними выступами, заключающийся в пластическом деформировании обрабатываемой детали, жестко закрепленной с обоих торцов на оиравке с соответствующим рельефом.
Однако известный способ -изготовления оболочек не позволяет получать качественные тонкостенные оболочки со сложным внутренним рельефом.
Повышение качества изделий достигается тем, что пластическое деформирование осуществляют путем раскатки по наружной поверхности обрабатываемой детали с одновременной е& обкаткой по всей длине.
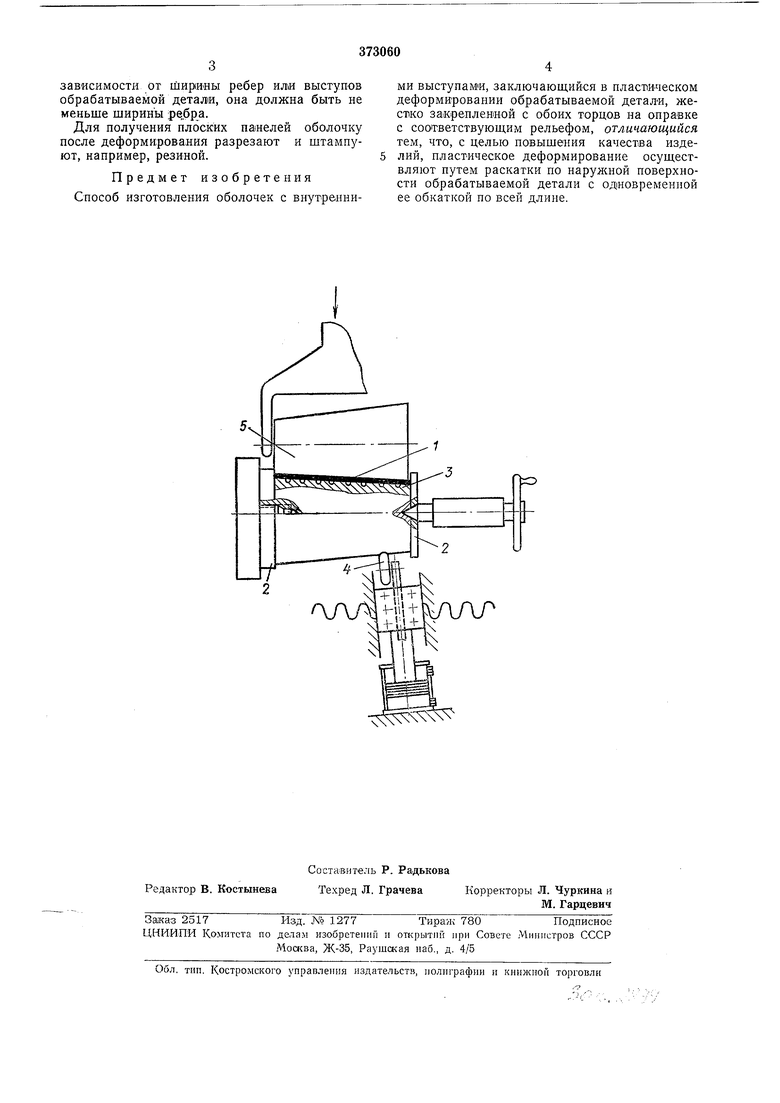
Предлагаемый способ поясняется чертежом.
Заготовку / закрепляют между двух реборд 2 оправки 3, на поверхности которой выфрезерованы пазы, соответствующие рельефу обрабатываемой оболочки. Обработку ведут на токарно-давильном станке, например, ТТ-76, роликом 4 с плоской давящей поверхностью. Одновременно деталь обкатывают стабилизирующим валиком 5, который прижимают к обрабатываемой детали с усилием, обеспечиваемым, например, гидроцилиндром (не показан).
При взаимодействии инструмента-ролика с обрабатываемой деталью на ней возникает
гофр, поскольку реборды 2 пренятствуют удлинению детали. Дальнейщее образование этого гофра исключают путем непрерывного обкатывания поверхности детали стабилизирующим валиком 5 следующим образом. После поворота оправки на соответствующий угол гофр попадает под стабилизирующий валик 5 н подвергается обратной деформации, т. е. разглаживается. Набранный на образование
гофра металл перераспределяется и течет в ближайшие пазы оправки. Таким образом, гася гофр при помощи стабилизирующего валика в самом начале его образования, достигают раскатки без образования гофра. В этом случае благодаря вращению оправки стабилизирующий валик играет роль стенки матрицы, которая как бы облегает обрабатываемую деталь снаружи, предохраняя ее от гофрообразовагнш.
При обработке выпуклых или вогнутых оболочек форма стабилизирующего валика должна соответствовать их форме с тем, чтобы обкатывание происходило по всей поверхности детали. Однако в случае раскатки с местным
нагревом стальных деталей, обладающих в холодном состоянии больщой продольной устойчивостью, ширину стабилизирующего валика принимают равной ширине деформируемой зоны с небольшими припусками в обе стороны. Толщину исходной заготовки выбирают в
зависимости от ширины ребер иля выступов обрабатываемой детали, она должна быть не меньше ширины ребра.
Для получения плоских панелей оболочку после деформирования разрезают и штампуют, например, резиной.
Предмет изобретения Способ изготовления оболочек с внутренними выступамИ, заключаюш,ийся в пласшческом деформировании обрабатываемой детали, жестко закренленной с обоих торцов на оправке с соответствуюш,им рельефом, отличающийся тем, что, с целью повышения качества изделий, пластическое деформирование осуществляют путем раскатки по нарулсной поверхности обрабатываемой детали с одновременной ее обкаткой но всей длине.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБКАТЫВАНИЯ РЕБЕР ПАНЕЛЕЙ С РЕГУЛИРУЕМОЙ НАГРУЗКОЙ | 2014 |
|
RU2581693C1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНОЙ ПОДКРЕПЛЁННОЙ РЁБРАМИ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2013 |
|
RU2566689C2 |
| СПОСОБ ОХВАТЫВАЮЩЕЙ ДАВИЛЬНОЙ ОБРАБОТКИ | 2009 |
|
RU2411098C1 |
| ДАВИЛЬНОЕ ОХВАТЫВАЮЩЕЕ УСТРОЙСТВО | 2009 |
|
RU2411099C1 |
| ПРУЖИННЫЙ ДАВИЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ ОБКАТКИ ТОНКОСТЕННЫХ ПОЛЫХ ИЗДЕЛИЙ | 2009 |
|
RU2403115C1 |
| ИГЛОИНСТРУМЕНТ ДЛЯ ОБКАТКИ ТОНКОСТЕННЫХ ПОЛЫХ ИЗДЕЛИЙ | 2009 |
|
RU2409438C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ВЫГЛАЖИВАНИЯ | 2009 |
|
RU2416480C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ВОССТАНОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЗУБЧАТЫХ КОЛЕС | 1996 |
|
RU2113311C1 |
| СПОСОБ ОБКАТКИ ТОНКОСТЕННЫХ ПОЛЫХ ИЗДЕЛИЙ | 2009 |
|
RU2409439C2 |
| ДАВИЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ВЫГЛАЖИВАНИЯ | 2009 |
|
RU2415727C1 |
