(54) АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ ГНЕЗД ШТЕПСЕЛБНЫХ РАЗЪЕМОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для контроля и сортировки гнезд штепсельных разъемов | 1976 |
|
SU698684A1 |
| Автомат для контроля и сортировки гнезд штепсельных разъемов | 1982 |
|
SU1037972A1 |
| Автомат контроля гнезд штепсельных резъемов | 1989 |
|
SU1674981A1 |
| Автомат для контроля и сортировки гнезд штепсельных разъемов | 1986 |
|
SU1342537A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Многопозиционный автомат | 1983 |
|
SU1202778A1 |
| Многопозиционный автомат для многосторонней обработки деталей | 1983 |
|
SU1110608A1 |
| Автомат для контроля и сортировки гнезд штепсельных разъемов | 1989 |
|
SU1743654A1 |
| Автомат для фрезерования круглых деталей | 1983 |
|
SU1189599A1 |
| Устройство для клепки полусепараторов | 1979 |
|
SU971553A1 |
Изобретение относится к контрольносортировочным автоматам и может быть использовано в различных отраслях машиностроения. Известен автомат для контроля и сортировки гнезд штепсельных разъемов, содержащий смонтированные на станине поворотный стол загрузочное устройство, приемники для слабых, тугих и годных гнезд, контрольные устройства со штырями-калибрами, доработочные и тренировочное устройства, установленные перед первым контрольным устройством и сортировщиком, установленным после последнего контрольного устройства,-при этом контрольные устройства на станине установлены неподвижно и снабжены датчиками, выходы которых подключены к механизмам блокировки и к исполнительному механизму сортировщика 1. Однако автомат имеет недостатки, снижающие точность контроля усилия расчленения гнезда с контрольным штырем. Погрешность контроля возникает при несоосности щтыря-калибра и рабочих поверхностей лепестков гнезда, т. е. за счет дополнительного прогиба лепестков на величину радиального смещения, а также возможного подклинивания. Неточность расположения рабочих позиций, биение самого гнезда, несимметричность поджим ки лепестков вносит в 5 -10 раз большую погрешность, чем погрешность контрольных датчиков. Цель изобретения повышение точности контроля. Указанная цель достигается тем, что в автомате, содержащем смонтированные на станине загрузочное устройство, поворотный стол с зажимными приспособлениями, каждое из которых состоит из пиноли и цанги с цангодержателем, размещенные вокруг поворотного стола тренировочные и доработочные механизмы и контрольные устройства, содержащие корпус с закрепленными в опраьках штырями-калибрами и датчики, подключенные к исполнительному механизму сортировочного устройства, цангодержатели имеют сферические опоры, каждое контрольное устройство имеет смонтированные в корпусе базовые корпус и направляющую втулку с заходным конусом, при этом оправка с закрепленным штыремкалибром установлена в базовом корпусе и подпружинена, а штырь-калибр размеш.ен в отверстии направляюшей втулки; установленной с возможностью свободного осевого и радиального перемеш.ения.
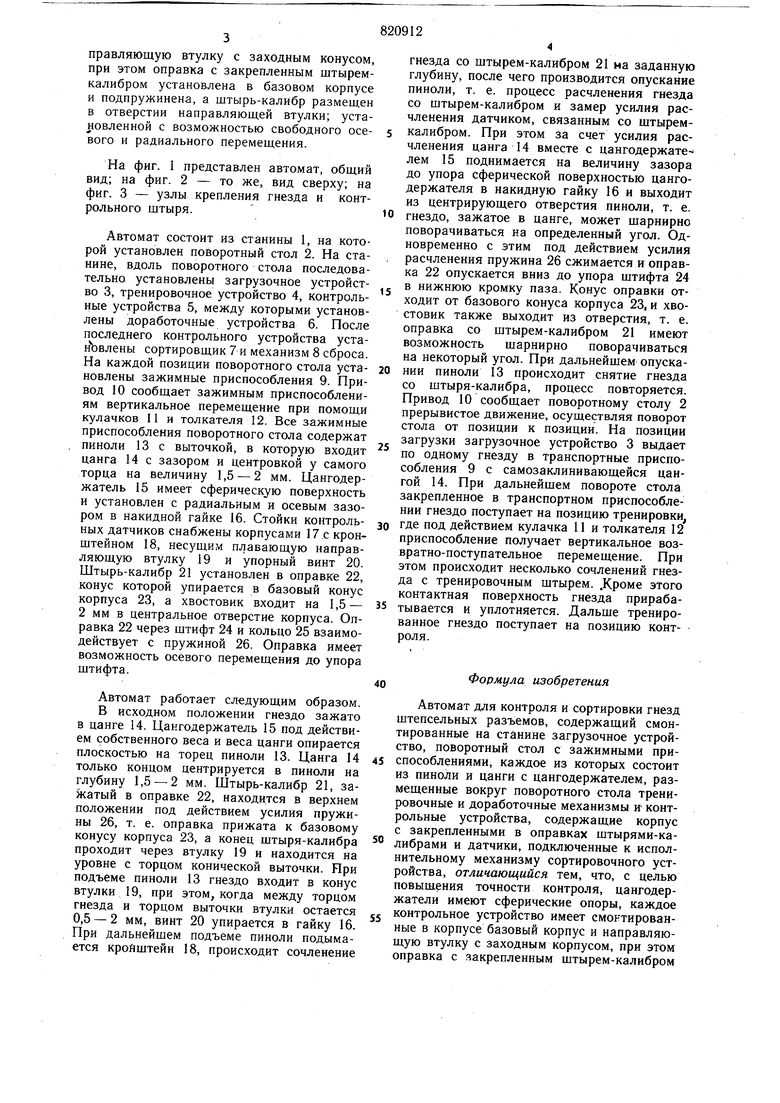
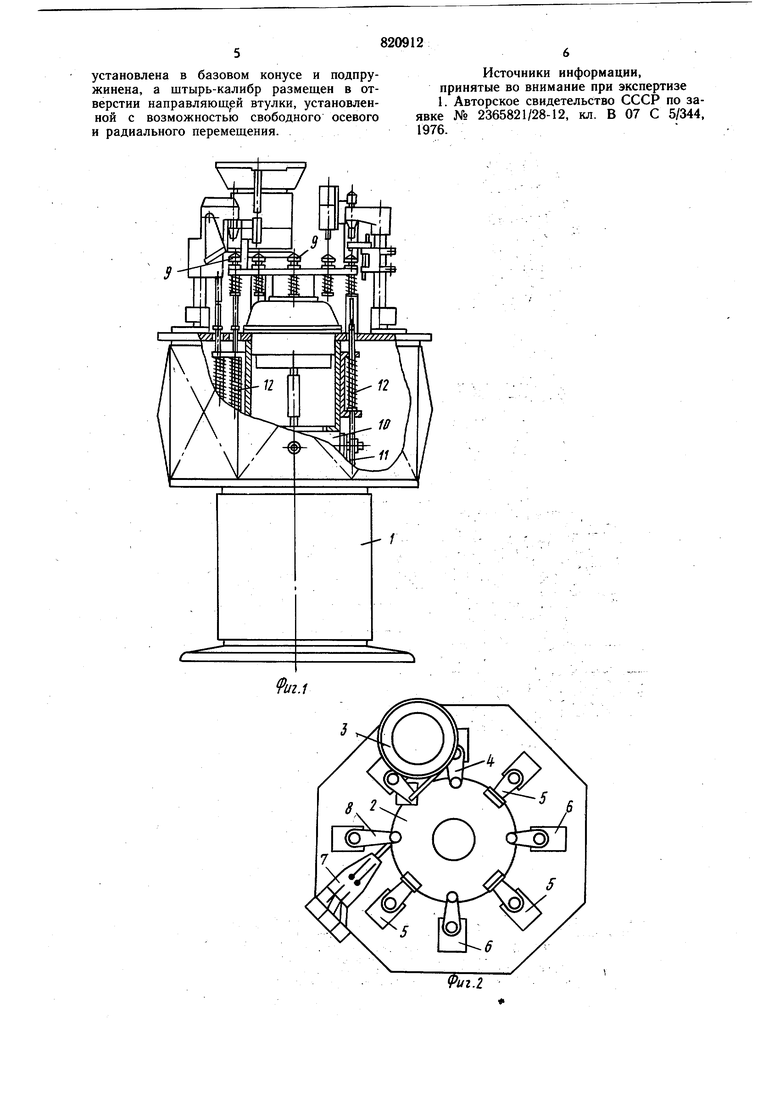
На фиг. 1 представлен автомат, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - узлы крепления гнезда и контрольного штыря.
Автомат состоит из станины 1, на которой установлен поворотный стол 2. На станине, вдоль поворотного стола последовательно установлены загрузочное устройство 3, тренировочное устройство 4, контрольные устройства 5, между которыми установлены доработочные устройства 6. После последнего контрольного устройства устанЪвлены сортировшик 7 и механизм 8 сброса. На каждой позиции поворотного стола установлены зажимные приспособления 9. Привод 10 сообшает зажимным приспособлениям вертикальное перемещение при помощи кулачков 11 и толкателя 12. Все зажимные приспособления поворотного стола содержат пиноли 13 с выточкой, в которую входит цанга 14 с зазором и центровкой у самого торца на величину 1,5 - 2 мм. Цангодержатель 15 имеет сферическую поверхность и установлен с радиальным и осевым зазором в накидной гайке 16. Стойки контрольных датчиков снабжены корпусами 17,с кронштейном 18, несущим плавающую направляющую втулку 19 и упорный винт 20. Штырь-калибр 21 установлен в оправКе 22, конус которой упирается в базовый конус корпуса 23, а хвостовик входит на 1,5- 2 мм в центральное отверстие корпуса. Оправка 22 через штифт 24 и кольцо 25 взаимодействует с пружиной 26. Оправка имеет возможность осевого перемещения до упора щтифта.
Автомат работает следующим образом.
В исходном положении гнездо зажато в цанге 14. Цангодержатель 15 под действием собственного веса и веса цанги опирается плоскостью на торец пиноли 13. Цанга 14 только концом центрируется в пиноли на глубину 1,5 - 2 мм. Штырь-калибр 21, зажатый в оправке 22, находится в верхнем положении под действием усилия пружины 26, т. е. оправка прижата к базовому конусу корпуса 23, а конец щтыря-калибра проходит через втулку 19 и находится на уровне с торцом конической выточки. При подъеме пиноли 13 гнездо входит в конус втулки 19, при этом, когда между торцом гнезда и торцом выточки втулки остается 0,5 - 2 мм, винт 20 упирается в гайку 16. При дальнейшем подъеме пиноли подымается кронштейн 18, происходит сочленение
гнезда со штырем-калибром 21 на заданную глубину, после чего производится опускание пиноли, т. е. процесс расчленения гнезда со штырем-калибром и замер усилия расчленения датчиком, связанным со штыремкалибром. При этом за счет усилия расчленения цанга 14 вместе с цангодержателем 15 поднимается на величину зазора до упора сферической поверхностью цангодержателя в накидную гайку 16 и выходит из центрирующего отверстия пиноли, т. е.
гнездо, зажатое в цанге, может шарнирно поворачиваться на определенный угол. Одновременно с этим под действием усилия расчленения пружина 26 сжимается и оправка 22 опускается вниз до упора штифта 24 в нижнюю кромку паза. Конус оправки отходит от базового конуса корпуса 23, и хвостовик также выходит из отверстия, т. е. оправка со штырем-калибром 21 имеют возможность шарнирно поворачиваться на некоторый угол. При дальнейшем опускаНИИ пиноли 13 происходит снятие гнезда со штыря-калибра, процесс повторяется. Привод 10 сообщает поворотному столу 2 прерывистое движение, осуществляя поворот стола от позиции к позиции. На позиции загрузки загрузочное устройство 3 выдает по одному гнезду в транспортные приспособления 9 с самозаклинивающейся цангой 14. При дальнейшем повороте стола закрепленное в транспортном приспособлении гнездо поступает на позицию тренировки
где под действием кулачка 11 и толкателя 12 приспособление получает вертикальное возвратно-поступательное перемещение. При этом происходит несколько сочленений гнезда с тренировочным штырем. .Кроме этого контактная поверхность гнёзда прирабатывается и уплотняется. Дальще тренированное гнездо поступает на позицию контроля.
Формула изобретения
Автомат для контроля и сортировки гнезд штепсельных разъемов, содержащий смонтированные на станине загрузочное устройство, поворотный стол с зажимными приспособлениями, каждое из которых состоит из пиноли и цанги с цангодержателем, размещенные вокруг поворотного стола тренировочные и доработочные механизмы и контрольные устройства, содержащие корпус с закрепленными в оправках штырями-калибрами и датчики, подключенные к исполнительному механизму сортировочного устройства, отличающийся тем, что, с целью повышения точности контроля, цангодержатели имеют сферические опоры, каждое
контрольное устройство имеет смонтированные в корпусе базовый корпус и направляющую втулку с заходным корпусом, при этом оправка с закрепленным штырем-калибром
установлена в базовом конусе и подпружинена, а штырь-калибр размещен в отверстии направляющей втулки, установленной с возможностью свободного осевого и радиального перемещения.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2365821/28-12, кл. В 07 С 5/344, 1976.
Pui.Z
