Изобретение относится к технологическому оборудованию для сборки пластинчатых магнитопроводов электрических машин и может быть использовано в электротехнической промышленности.
Известен автомат для сборки пластинчатых магнитопроводов электрических машин, содержащий корпус, на котором смонтирован транспортный диск с рабочими позициями, включающими установленные на этих позициях загрузочное устройство, дозирующий механизм с мембранами, выполненными в виде рожков, механизм установки стяжек, механимз распрессовки стяжек и механизм выгрузки готовых изделий 1.
Недостатками известного автомата являются низкая производительность и недостаточная надежность, так как необходимо периодически вручную подавать стяжку магнитопровода на загрузочное устройство, что снижает производительность автомата; кроме того, при подаче магнитопровода с позиции установки стяжек на позицию распрессовки стяжек возможно их выпадание, что снижает нажедность автомата.
Целью изобретения является повышение производительности и нёшежиости..
; Поставленная цель достигается тем; что автомат для сборки пластинчатых магнитопроводов электрических машин содержит.механизм фиксации стяжек, установленный на транспортном диске на всех рабочих позициях, правильноподающий и отрезной механизмы, смонтированные в корпусе над механизмом , установки стяжек, бобину, установленную на корпусе со стороны правильноподающего механизма, при этом механизм фиксации стяжек выполиен в виде подпружиненных планок с пальцами, размещенных в транспортном диске между: 5 рожками мембраны, и толкателей, выполненных в виде пластин со скосами, снабженных приводами их возвратно-поступательного перемещения, установленных в корпусе над транспортньи дис20ком на позициях установки и распрессовки стяжекj а пластины со скосами установлены с возможностью контактирования скосов с пальцами планок, отрезной механизм выполнен в виде пуансона и матрицы, снабженной призмой,
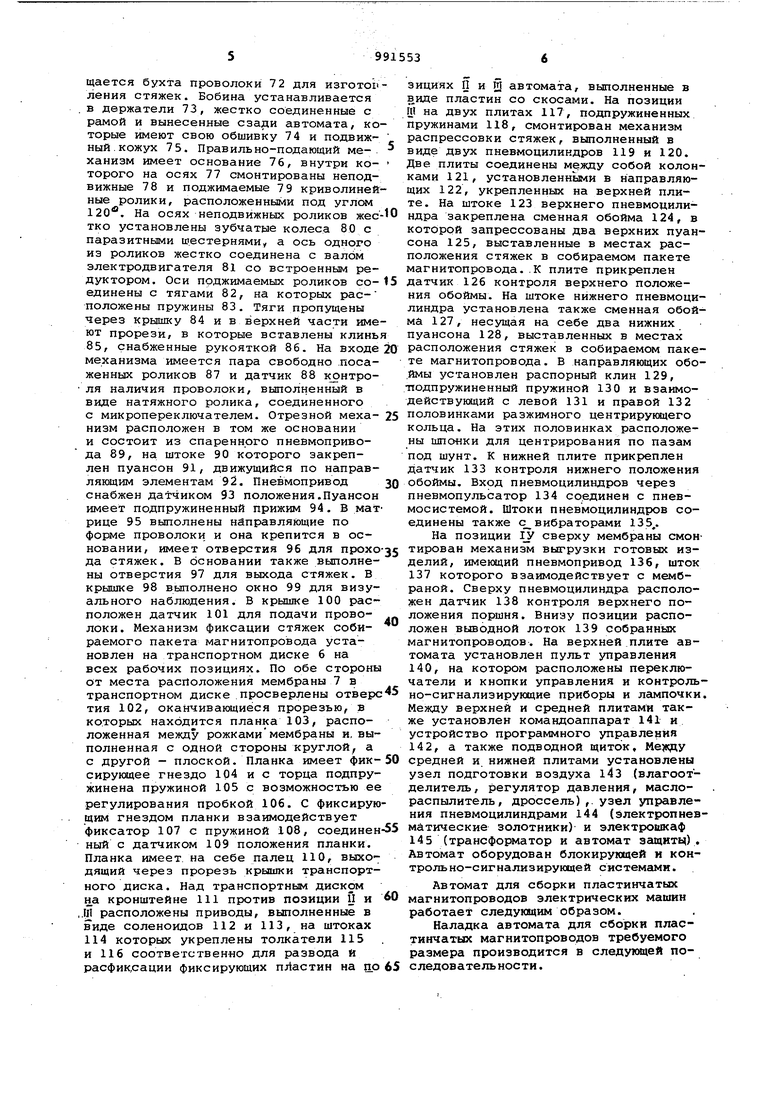
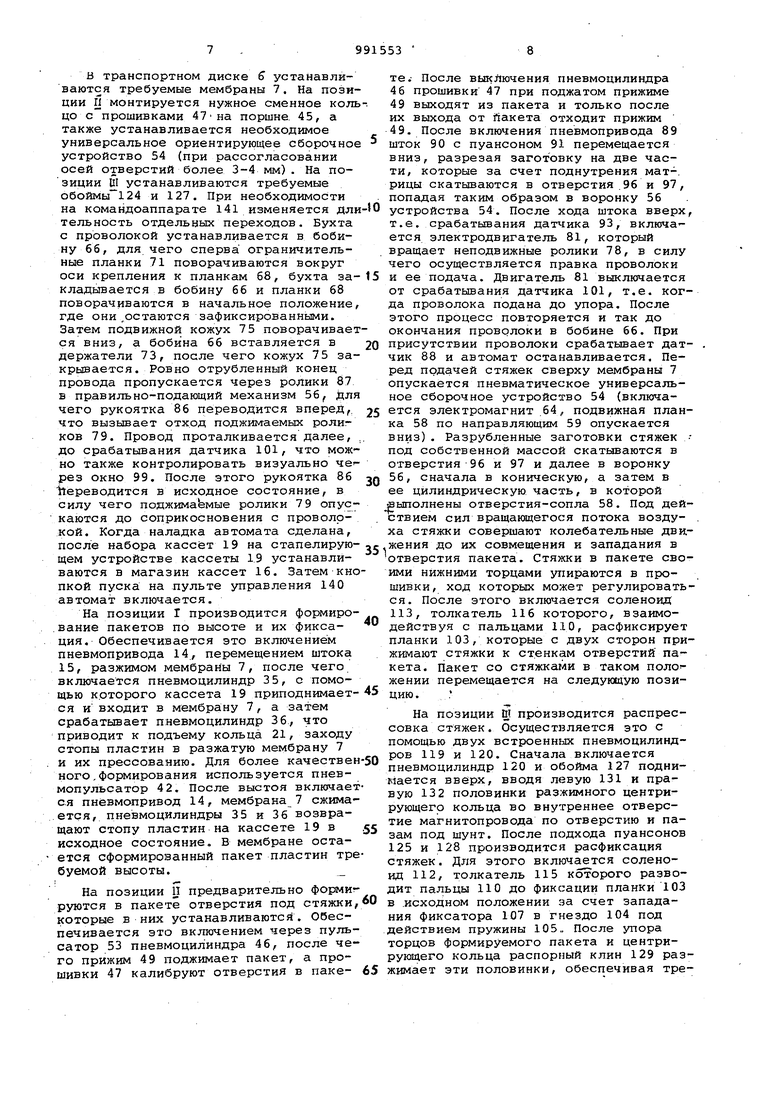
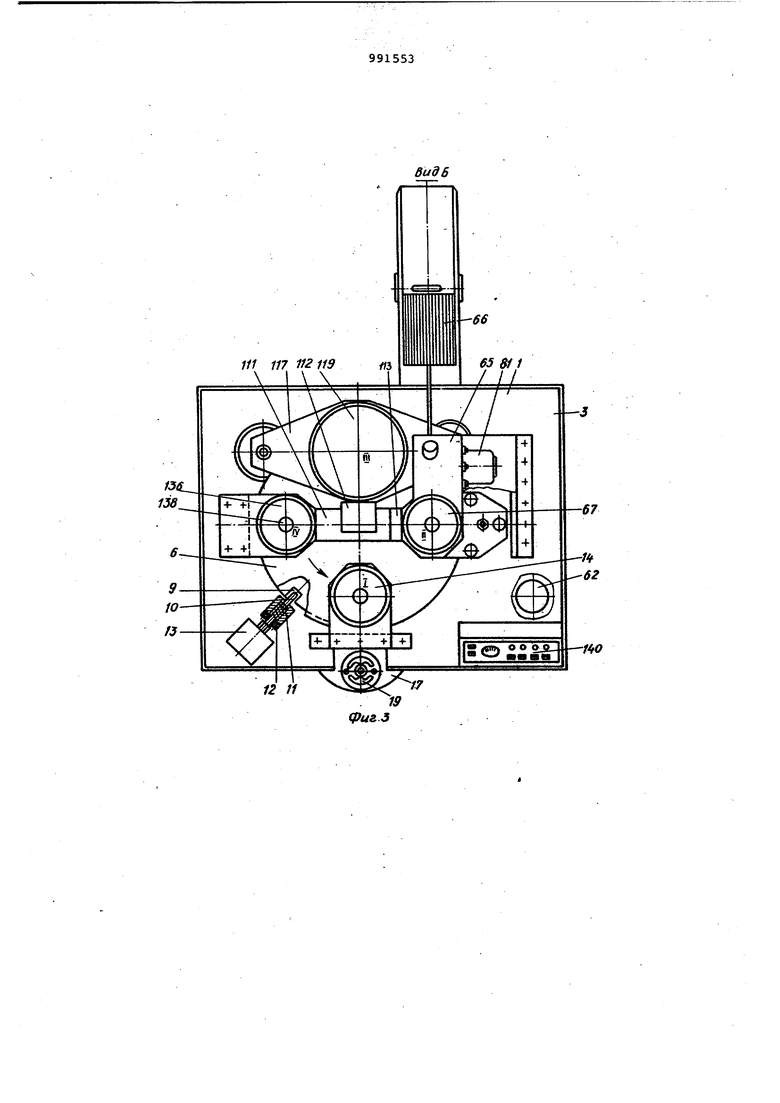
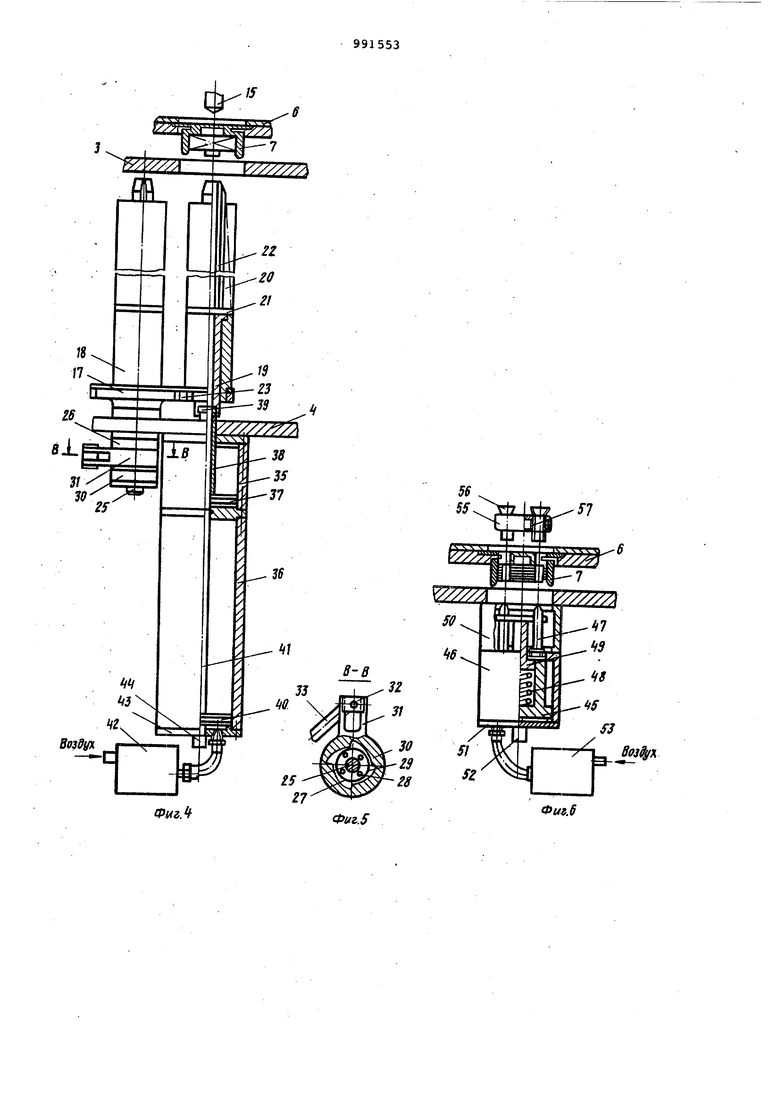
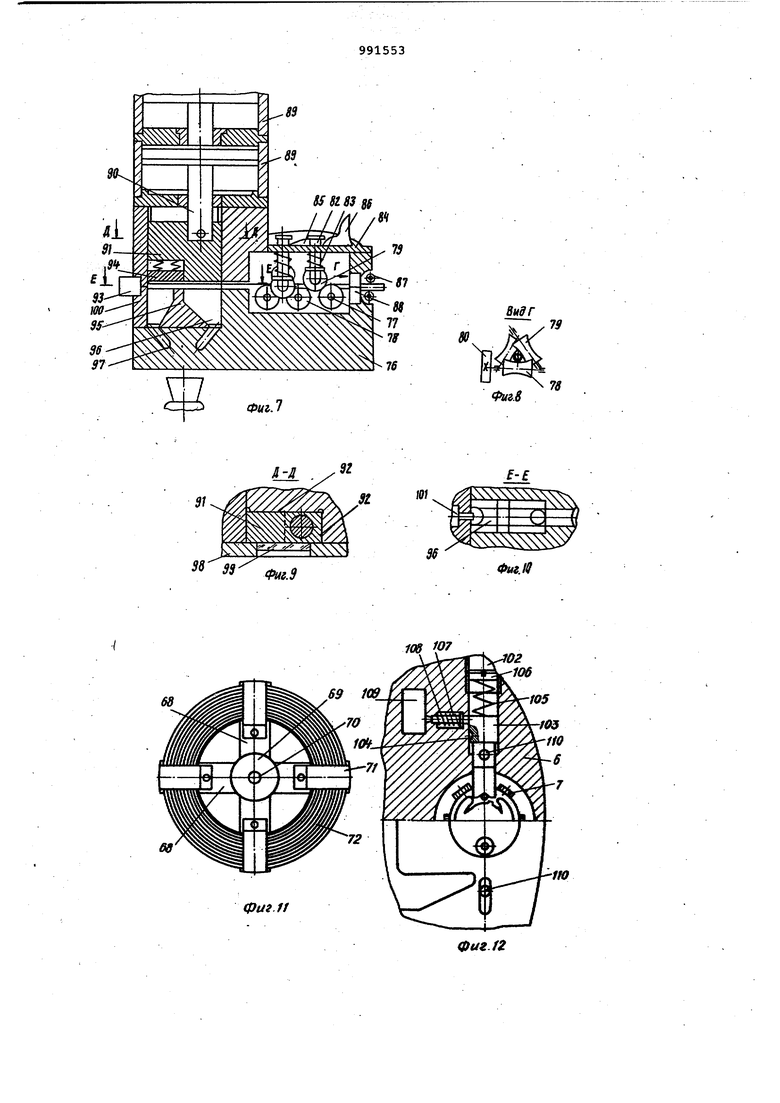
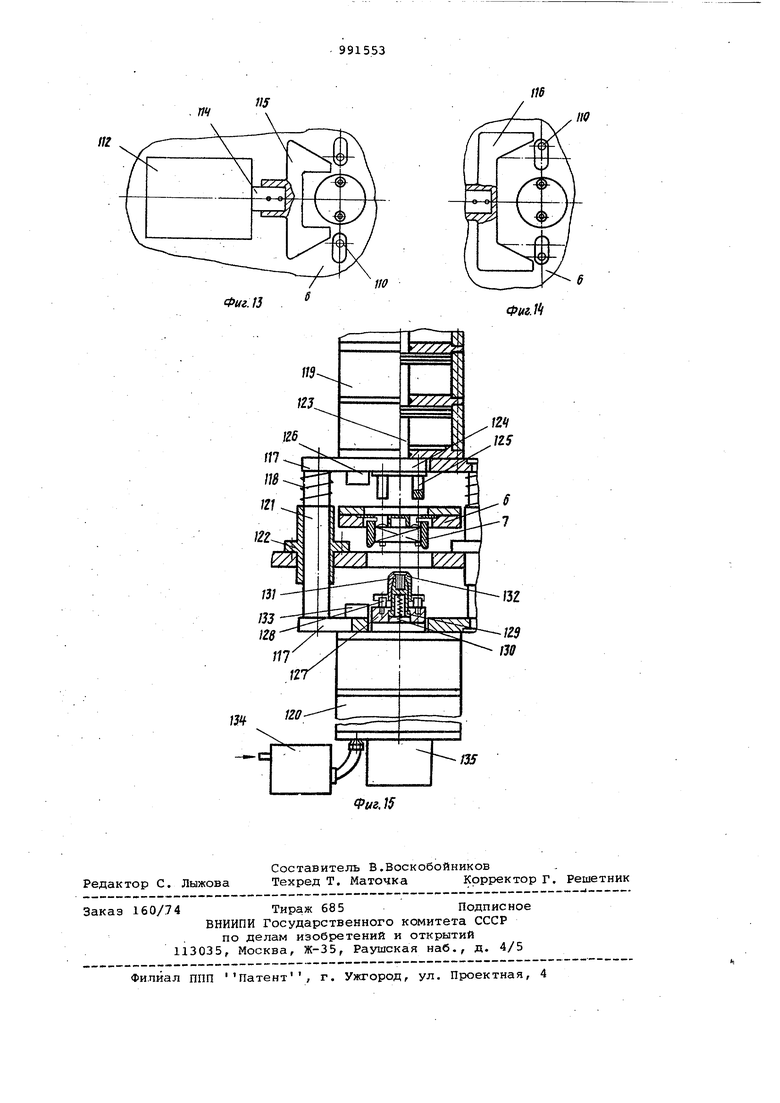
25 матрица выполнена с двумя рабочими кромками, одна из которых расположена со стороны правильно-подаювцего механизма, а другая - на середине приз30мы, а пуансон снабжен подпружиненные прижимом, установленным на нерабочей части. На фиг. 1 показан автомат для сбо ки пластинчатых магнитопроводов элек рических, машин, общий вид; на фиг. 2 вид А на фиг. 1; на фиг. 3 - вид Б н фиг. 1; на фиг. 4 - загрузочное устройство; на фиг. 5 - разрез В-В на фиг. 4 на фиг. 6 - устройство для прошивки отверстий в магнитопроводе механизма установки стяжек; на фиг.1 правильно-подающий и отрезной механи мы; на фиг. 8 - вид Г на Фиг. 7: на фиг. 9 - разрез Д-Д на фиг. 7; на фиг. 10 - разрез Е-Е на фиг. 7; на . фиг. 11 - бобина для намотки проволоки для стяжек; на фиг. 12 - механизм .фиксации стяжек в отверстиях магнитопровода; на фиг. 13 - толкатель с при водом механизма фиксации стяжек; на фиг. 14 - толкатель механизма фиксации; на фиг. 15 - механизм распрессов ки стяжек. Автомат для сборки пластинчатых магнитопроводов электрических машин содержит корпус 1, состоящий из рамы 2, верхней 3, средней 4 и нижней (не показана) плит, а также облицовки 5. На верхней плите 3 установлен транспортный диск 6, в котором с зазором по числу рабочих позиций установлены мембраны 7 дозирующего механизма, выполненные в виде рожков. Транспортный диск установлен в корпусе подмипника и имеет храповой механизм, соединенный со.штоком пневмопривода 8 поворота. На внешнем диаметре транспортного диска- смонтированы гнезда фиксатора 9, в которые входит фиксатор 10, ус та нов ленный в корпусе 11, подпружиненный пружиной 12 и соединенный, с электромагнитом 13 его выведения и датчиком контроля положения. Указанные элементы образуют поворотно-фиксирующий механизм транспортного диска. На позиции: Г (загрузочной) сверху транспортного диска установлен пневмопривод 14, шток 15 которого взаимо действует с мембраной. Между верхней и средней плитами автомата установле дозирукнций механизм, содержащий 4-по зиционный магазин кассе. 16,состоящий И.З поворотного диска 17 со стаканами в которые установлены быстросменные кассеты 19 со стопой собираемых пластин20 магнитопроводов, нажимным кольцом 21 и центрирующей шпонкой 22 На внешнем диаметре поворотного диска смонтированы гнезда фиксатора 23, с которыми взаимодействует электромагнитный фиксатор 24. В поворотно-фиксирующий механизм магазина кассет входит также ось 25, соединенная с поворотным диском, в верхней части посаженная в корпус подшипника 26, а в нижней - через шпонку 27 соединена с держателем 28 подпружиненных кулачков 29, взаимодействующих с обоймой 30, которая жестко соединена с водилом 31. В это водило установлен ползун 32,. соединенный со штоком 33 пневмопривода 34 поворота магазина кассет. Кассета расположена под мембраной. Ниже этой кассеты под средней плитой расположены пневмоцилиндр 35 подъема кассеты и пневмоцилиндр 36 снятия стопы пластин и их сжатия. Пневмоцилиндр подъема кассеты имеет поршень 37, соединенный с полым штоком 38, с бурти«ом 39, выполненным по форме низа кассеты. Пневмоцилиндр снятия стопы, пластин и их сжатия имеет поршень 40, соединенный со штоком 41 и пропущенный через полый шток с уплотнениями пневмоцилиндра подъема кассеты. Вход пневмоцилиндра соединен через пневмо- пульсатор 42 с пневмосистемой. В нижней крышке 43 вмонтирован датчик 44 контроля нижнего положения поршня. На позиции у ниже мембраны 7 расположен механизм установки стяжек, он содержит устройство для прошивки двух отверстий под стяжки. Поршень 45 пневмоцилиндра 46 несет два сменных кольца с прошивками 47, смонтирован.ные с возможностью самоустановки. Внутри поршня на пружине 48 смонтирован прижим 49. К верхней плите пневмоцилиндр крепится с помощью стакана 50. В нижней крышке 51 пневмоцилиндра установлен датчик 52 контроля нижнего положения поршня, а вход пневмоцилиндра через пневмопульсатор 53 соединен с пневмосистемой. Пневмодилиндр снаб-жен тормозным золотником, останавли- BarcmiiM прошивки на 2 мм ниже торца магнитопровода для упора стяжек. Сверху транспортного диска на этой позиции соосно отверстиям под стяжки-в пакете расположено сменное, пневматическое универсальное ориентирующее сборочное устройство 54, состоящее из полого корпуса 55 и двух устанобленных в нем воронок 56, в стенках которых под углом выполнены отверстиясопла 57. Ориентирующее сборочное устройство смонтировано на подвижной планке 58, которая установлена на направляющих 59 и подпружинена пружина ми 60. К устройству через трубку 61 от пульсатора 62 подведен воздух. К планке через регулировочный винт 63 прикреплен якорь электромагнита 64. Над устройством размещены правильноподакадий механизм 65 для подачи проволоки из бобины 66 и отрезной механизм 67 для отрезки стяжек. Бобина выполнена в виде двух взаимно перпендикулярных планок 68, в месте пересечения которых расположена ступица 69 и ось 70. На каждой планке иглеется поворотная фиксируемая ограничительная планка 71, между которыми размещается бухта проволоки 72 для изготоЬ ления стяжек. Бобина устанавливается в держатели 73, жестко соединенные с рамой и вынесенные сзади автомата, ко торые имеют свою обшивку 74 и подвижный.кожух 75. Правильно-подающий ме-. ханизм имеет основание 76, внутри которого на осях 77 смонтированы неподвижные 78 и поджимаемые 79 криволиней ные ролики, расположенными под углом 120 . На осях неподвижных роликов жес тко установлены зубчатые колеса 80 с паразитными шестернями, а ось одного из роликов жестко соединена с валбм электродвигателя 81 со встроенным редуктором. Оси поджимаемых роликов соединены с тягами 82, на которых расположены пружины 83. Тяги пропущены через крышку 84 и в верхней части име ют прорези, в которые вставлены клинь 85, снабженные рукояткой 86. На входе механизма имеется пара свободно .посаженных роликов 87 и датчик 88 к нтроля наличия проволоки, выполненный в виде натяжного ролика, соединенного с микропереключателем. Отрезной механизм расположен в том же основании и состоит из спаренного пневмопривода 89, на штоке 90 которого закреплен пуансон 91, движущийся по направляющим элементам 92, Пневмопривод снабжен датчиком 93 положения.Пуансон имеет подпружиненный прижим 94, В мат рице 95 выполнены направляющие по форме проволоки и она крепится в основании, имеет отверстия 96 для прохо да стяжек. В основании также выполнены отверстия 97 для выхода стяжек. В крышке 98 выполнено окно 99 для визуального наблюдения. В крьпике 100 расположен датчик 101 для подачи проволоки. Механизм фиксации стяжек собираемого пакета магнитопровода установлен на транспортном диске 6 на всех рабочих позициях. По обе стороны от места расположения мембраны 7 в транспортном диске просверлены отверс тия 102, оканчивающиеся прорезью, в которых находится планка 103, расположенная между рожкамимембраны и, выполненная с одной стороны круглой, а с другой - плоской. Планка имеет фиксируквдее гнездо 104 и с торца подпружинена пружиной 105 с возможностью ее регулирования пробкой106. С фиксирую щим гнездом планки взаимодействует фиксатор 107 с пружиной 108, соединен ный с датчиком 109 положения планки. Планка имеет, на себе палец 110, выходящий через прорезь крышки транспортного диска. Над транспортным диском на кронштейне 111 против позиции П и ,.Ш расположены приводы, выполненные в виде соленоидов 112 и 113, на штоках 114 которых укреплены толкатели 115 и 116 соответственно для развода и расфик,сации фиксирующих пЛастин на по зициях П и Щ автомата, выполненные в пластин со скосами. На позиции Ш на двух плитах 117, подпружиненных пружинами 118, смонтирован механизм распрессовки стяжек, выполненный в виде двух пневмоцилиндров 119 и 120. Две плиты соединены между собой колонками 121, установленньми в направляющих 122, укрепленных на верхней плите. На штоке 123 верхнего пневмодилиндра закреплена сменная обойма 124, в которой запрессованы два верхних пуансона 125, выставленные в местах расположения стяжек в собираемом пакете магнитопровода..К плите прикреплен датчик 126 контроля верхнего положения обоймы. На штоке нижнего пневмоцилиндра установлена также сменная обойма 127, несущая на себе два нижних пуансона 128, выставленных в местах расположения стяжек в собираемом пакете магнитопровода. В направляющих обоймы установлен распорный клин 129, тюдпружиненный пружиной 130 и взаимодействующий с левой 131 и правой 132 половинками разжимного центрирукхцего кольца. На этих половинках расположены шпонки для центрирования по пазам под шунт. К нижней плите прикреплен датчик 133 контроля нижнего положения обоймы. Вход пневмоцилиндров через пневмопульсатор 134 соединен с пневмосистемой. Штоки пневмоцилиндров соединены также с вибраторами 135,. На позиции 1У сверху мембраны смонтирован механизм выгрузки готовых изделий, имекяций пневмопривод 136, шток 137 которого взаимодействует с мембраной. Сверху пневмоцилиндра расположен датчик 138 контроля верхнего положения поршня. Внизу позиции расположен выводной лоток 139 собранных магнитопроводов. На верхней плите автомата установлен пульт управления 140, на котором расположены переключатели и кнопки управления и контрольно-сигнализирующие приборы и лампочки. Между верхней и средней плитами также установлен командоаппарат 141 и устройство программного управления 142, а также подводной щиток, Ме)кду средней и нижней плитами установлены узел подготовки воздуха l43 (влагоотделитель, регулятор давления, маслораспылитель, дроссель) ,. узел управления пневмоцилиндрами 144 (электропневматические золотники) и электрошкаф 145 (трансформатор и автомат защитц). Автомат оборудован блокирующей и контрольно-сигнализирукхцей системами. Автомат для сборки пластинчатых магнитопроводов электрических машин работает следующим образом. Наладка автомата для сборки пластинчатых магнитопроводов требуемого размера производится в следукмцей последовательности. В транспортном диске 6 устанавливаются требуемые мембраны 7. На пози ции П монтируется нужное сменное кол цо с прошивками 47на поршне. 45, а также устанавливается необходимое универсальное ориентирующее сборочно устройство 54 (при рассогласовании осей отверстий более 3-4 мм). На позиции Ш устанавливаются требуемые обоймы 124 и 127. При необходимости на командоаппарате 141 изменяется дл тельность отдельных переходов. Бухта с проволокой устанавливается в бобину 66, для чего сперва ограничительные планки 71 поворачиваются вокруг оси крепления к планкам 68, бухта за кладывается в бобину 66 и планки 68 поворачиваются в начальное положение где они ,остаются зафиксированными. Затем подвижной кожух 75 поворачивает ся вниз, а бобина 66 вставляется в держатели 73, после чего кожух 75 закрывается. Ровно отрубленный конец провода пропускается через ролики 87 в правильно-подающий механизм 56, 1а,пя чего рукоятка 86 переводится вперед, что вызывает отход поджимаемых роликов 79. Провод проталкивается далее, до срабатывания датчика 101, что можно также контролировать визуально через окно 99. После этого рукоятка 86 Ьереводится в исходное состояние, в силу чего поджимаЬмые ролики 79 опускаются до соприкосновения с проволокой. Когда наладка автомата сделана, после набора кассет 19 на стапелирующем устройстве кассеты 19 устанавливаются в магазин кассет 16. Затем кно пкой пуска на пульте управления 140 автомат включается. На позиции I производится формиро.вание пакетов по высоте и их фиксация. Обеспечивается это включением пневмопривода 14, перемещением штока 15, разжимом мембраны 7, после чего включается пневмоцилиндр 35, с помощью которого кассета 19 приподнимается и входит в мембрану 7, а затем срабатывает пневмоцилиндр 36, что приводит к подъему кольца 21, заходу стопы пластин в разжатую мембрану 7 и их прессованию. Для более качествен ного,формирования используется пневмопульсатор 42. После выстоя включает С.Я пневмопривод 14, мембрана 7 сжимается, пневмоцилиндры 35 и 36 возвращают стопу пластин на кассете 19 в исходное состояние, В мембране остается сформированный пакет пластин тре буемой высоты. На позиции П предварительно формиг руются в пакете отверстия под стяжки которые в них устанавливаются. Обеспечивается это включением через пульсатор 53 пневмоцилиндра 46, после чего прижим 49 поджимает пакет, а прошивки 47 калибруют отверстия в пакете После выключения пневмоцилиндра 46 прошивки 47 при поджатом прижиме 49 выходят из пакета и только после их выхода от йакета отходит прижим 49. После включения пневмопривода 8 9 шток 90 с пуансоном 91 перемещается вниз, разрезая заготовку на две части, которые за счет поднутрения мат-, рицы скатываются в отверстия .96 и 97, попадая таким образом в воронку 56 устройства 54. После кода штока вверх, т.е. срабатывания датчика 93, включается электродвигатель 81, который вращает неподвижные ролики 78, в силу чего осуществляется правка проволоки и ее подача. Двигатель 81 выключается от срабатывания датчика 101, т.е. когда проволока подана до упора. После этого процесс повторяется и так до окончания проволоки в бобине 66. При присутствии проволоки срабатывает датчик 88 и автомат останавливается. Перед подачей стяжек сверху мембраны 7 опускается пневматическое универсальное сборочное устройство 54 (включается электромагнит .64, подвижная планка 58 по направляющим 59 опускается вниз) . Разрубленные заготовки стяжек под собственной массой скатываются в отверстия 96 и 97 и в воронку 56, сначала в коническую, а затем в ее цилиндрическую часть, в когорой выполнены отверстия-сопла 58. Под действием сил вращаницегося потока возду- . ха стяжки совершают колебательные движения до их совмещения и западания в отверстия пакета. Стяжки в пакете своими нижними торцами упираются в прошивки, ход которых может регулироваться. После этого включается соленоид 113, толкатель 116 которого, взаимодействуя с пальцами 110, расфиксирует планки 103, которые с двух сторон прижимают стяжки к ст.енкам отверстий пакета. Пакет со стяжками в таком положении перемещается на следующую позицию . . На позиции Ш производится распрессовка стяжек. Осуществляется это с помощью двух встроенных пневмоцилиндров 119 и 120. Сначала включается пневмоцилиндр 120 и обойма 127 поднимается вверх, вводя левую 131 и правую 132 половинки разжимного центрирующего кольца во внутреннее отверстие магнитопровода по отверстию и пазам под шунт. После подхода пуансонов 125 и 128 производится расфиксация стяжек. Для этого включается соленоид 112, толкатель 115 которого разводит пальцы 110 до фиксации планки 103 в .исходном положении за счет западания фиксатора 107 в гнездо 104 под действием пружины 105,, После упора торцов формируемого пакета и центрирующего кольца распорный клин 129 разжимает эти половинки/ обеспечивая требуемое центрирование внутреннего отверстия. В это время включается верхний пневмоцилиндр 119, обойма 124 ко торого пуансонами 125 движется на головку стяжки, а нижние пунсоны 128 упираются в ножку стяжки.. При дальней шем движении штоков пневмоцилиндров и включении вибратора 135 внизу стяжки фо1Ж1ируется головка, пакет фиксируется в собранном положении. После распрессовки стяжек пневмоцилиндры выключаются, а обоймы 124 и 127 возвращаются в исходное положение. На позиции 1У производится съем собранного пакета. Для этого включает ся пневмопривод 136, шток 137 которого разжимает мембрану, и готовый пакет через выводной лоток 139 попада ет в тару. Подача собираемых пакетов с позиции на позицию осуществляется поворотом транспортного диска 6 на 90. Осуществляется это .таким образом Включается электромагнит 13, который вывод.ит фиксатор 10 из гнезда 9. После этого включается пневмопривод 8 поворота,,который через храповой механизм поворачивает транспортный диск 6. Сразу же после начала поворота эле ктромагнит 13 включается и фиксатор 10с помощью пружины 12 прижимается к внешнему диаметру транспортного диска 6. Поворот .транспортного диска б осуществляется до момента западания фиксатора 10 в следующее гнездо . Пневмопривод выключается и шток его возвращается в исходное положение. После расходования стопы пластин в мага вине кассет 16 от устройства программного управления 142 поступает ксманда на поворот, который выполняется аналогично описанному выше (расфиксация поворотного диска 17 электромагнитным фиксатором 24, включение пневмопривода 34, поворот храпового механизма, западание фиксатора в гнездо). Автомат останавливается при неправиль ном положении рабочих механизмов (14, 136, 35, 36, 45, 54, 124, 127J, а также транспортного диска 6 и магазина кассет 16, исключая возможную их поломку. При этом включается сигналиг зация. Изобретение позволяет повысить производительность и надежность автоата для сборки пластинчатых магнитопроводов электрических машин. Формула изобретения Автомат для сборки пластинчатых магнитопроводов электрических машин, содержащий корпус, на котором смонтирован транспортный диск с рабочими позициями, включающими установленные на этих позициях загрузочное устройство, дозирующий механизм с мембранами, выполненньми в виде Е1Ьжков, механизм установки стяжек, механизм распрессовки стяжек и механизм выгруз ки готовых изделий, отличающийся тем, что, с целью повышения производительности и надежности, он содержит механизм фиксации стяжек, установленный на транспортном диске на всех рабочих позициях, правильноподающий и отрезной механизмы, смонтированные в корпусе над механизмом установки стяжек, бобину, установленную на корпусе со стороны правильноподающего механизма, при этом механизм фItкcaции стяжек выполнен в виде подпружиненных планок с пальцгши, размещенных в транспортном диске между рожками мембраны, и толкателей, выполненных в виде пластин со скосами, снабженных приводами их возвратно-поступательного перемещения,, «установленных в корпусе над транспортным диском на позициях установки и распрессовки стяжек, а пластины со скосами установлены с возможностью контактирования скосов с пальцами планок, отрезной механизм выполнен в виде пуансона и матрицы, снабженной призмой, матрица выполнена с двумя рабочими кромками, одна из которых расположена со стороны правильно-подающего механизма, а другая - на середине призмы, а пуансон снабжен подпружиненным прижимом/ установленньм на нерабочей части. Источники информации,принятые во внимание при жксперт эе 1. Авторское свидетельство по за- . явке 3219745/24-07, кл. Н 02 К 15/02, 22.12.80. Q
В ид Г

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки сердечников магнитопроводов электрических машин | 1980 |
|
SU959220A1 |
| ЛИНИЯ НАМОТКИ КАТУШЕК РЕЛЕ | 2004 |
|
RU2262479C1 |
| Автоматическая роторная линия для сборки радиочастотных соединителей | 1978 |
|
SU785924A1 |
| Автомат для сборки пакетов магнитопроводов электрических машин | 1980 |
|
SU930509A1 |
| Автомат для пайки теплообменников | 1978 |
|
SU893428A1 |
| Автомат для изготовления гофрированных деталей из ленты | 1977 |
|
SU725754A1 |
| Станок для стягивания стропы и пришивания манжет | 2023 |
|
RU2797601C1 |
| Автомат для сборки сердечников магнитопроводов электрических машин | 1976 |
|
SU660156A1 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| УНИВЕРСАЛЬНАЯ УПАКОВОЧНАЯ МАШИНА | 2011 |
|
RU2471690C1 |
91
f-
68
вд
фиг.It
т 107
0az.tZ
