1
Изобретение относится к области переработки пластмасс, каучука и резины методом литья под давлением.
Известен способ определения момента окончания заполнения пресс-формы материалом при формовании изделий из пластмасс методом литья под давлением по сигналу от конечного выключателя, установленного на машине и связанного со шнеком.
Однако в известном способе имеет место нестабильность срабатывания вследствие изменения хода шнека из-за колебаний технологических параметров процесса литья во времени.
Цель изобретения - повышение точности определения момента окончания заполнения пресс-формы.
Это достигается тем, что момент окончания заполнения определяют по сигналу с термопары, помеш,енной в наиболее удаленной от впуска точке оформляющей полости формы.
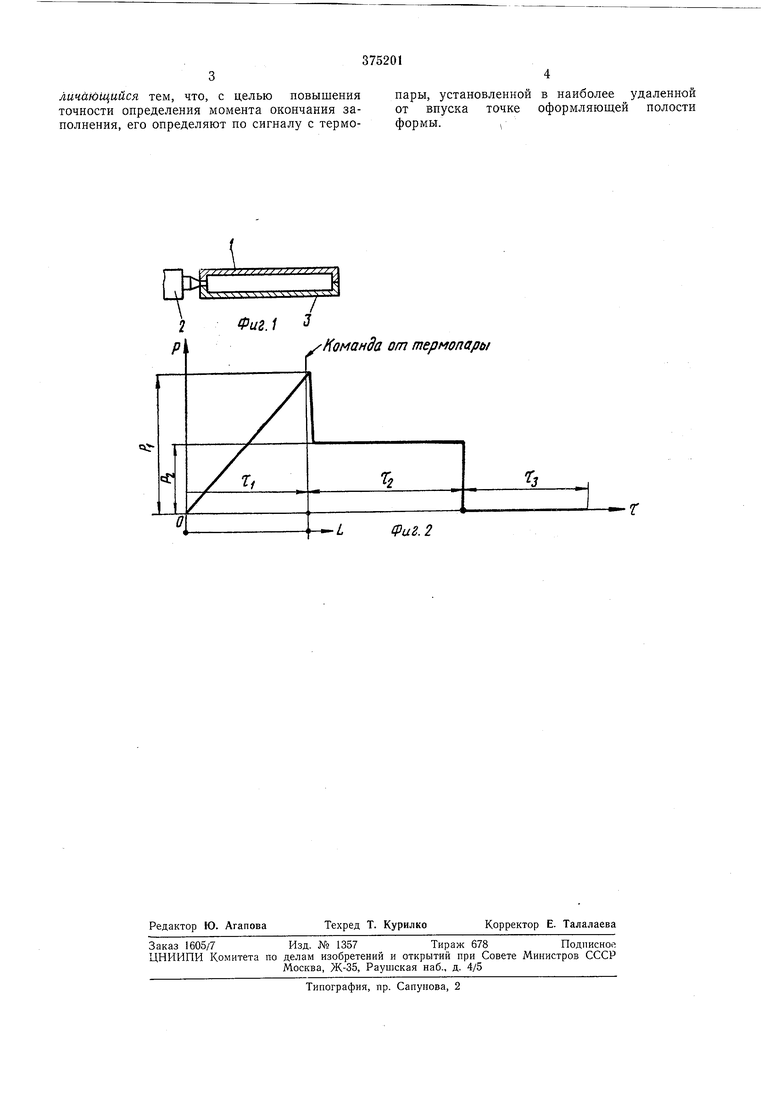
На фиг. 1 схематически показаны литьевая форма с термопарой и инжекционный цилиндр; на фиг. 2 показан график изменения давления в гидроцилиндре впрыска в течение времени цикла п по длине оформляющей полости формы.
Замкнутая форма 1 заполняется расплавЛенным материалом с помощью инжекционной части 2. Величина давления PI, необходимого для заполнения формы, зависит от конфигурации изделия и величины параметров процесса литья (скорости впрыска, температуры материала и т. д.). По достижении расплавом через время Т наиболее удаленной точки формы, в которой установлена термопара 3, в цени термопары возникает термоэлектрическая Э.Д.С., которая преобразуется
в специальном устройстве в электрический сигнал. Электрический сигнал подается в управляющие цепи машины, и происходит снижение давления в гидроцилиндре впрыска до вторичного давления PS- Давление Р может регулироваться. В течение времени Т2 происходит выдержка под давлением Р-2, после чего вторичное да вление снимается до нуля п происходит охлаждение изделия без внешнего давления. Через время тз форма
раскрывается п :извлекается готовое изделие. Затем цикл повторяется.
Точка помещения термопары онределяется методом пробных отливок.
Предмет изобретения
Способ определения момента окончания заполнения пресс-формы материалом при формовании изделий из пластмасс методом литья под давлением по электрическому сигналу, отличающийся тем, что, с целью повышения точности определения момента окончания заполнения, его определяют по сигналу с термопары, установленной в наиболее удаленной от впуска точке оформляющей полости формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИНЖЕКЦИОННОГО ФОРМОВАНИЯ ТОНКОСТЕННЫХ ДЕТАЛЕЙ ПОД В СУЩНОСТИ ПОСТОЯННЫМ ДАВЛЕНИЕМ | 2012 |
|
RU2575905C2 |
| СИСТЕМА ПОДАЧИ БЕЗ ЕСТЕСТВЕННОГО БАЛАНСА ДЛЯ УСТРОЙСТВА ИНЖЕКЦИОННОГО ФОРМОВАНИЯ | 2012 |
|
RU2565176C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ИНЖЕКЦИОННОГО ФОРМОВАНИЯ ПРИ НИЗКОМ ПОСТОЯННОМ ДАВЛЕНИИ | 2012 |
|
RU2573483C2 |
| СПОСОБ ИНЖЕКЦИОННОГО ФОРМОВАНИЯ ПРИ НИЗКОМ, В СУЩНОСТИ, ПОСТОЯННОМ ДАВЛЕНИИ | 2012 |
|
RU2583394C2 |
| СПОСОБ ИНЖЕКЦИОННОГО ФОРМОВАНИЯ ПРИ НИЗКОМ, В СУЩНОСТИ, ПОСТОЯННОМ ДАВЛЕНИИ | 2012 |
|
RU2567906C2 |
| Способ автоматического управления стадией формования при литье под давлением изделий из пластмасс | 1983 |
|
SU1140994A1 |
| УСТРОЙСТВО РЕГУЛИРОВКИ ДАВЛЕНИЯ ДЛЯ УСТРОЙСТВА ИНЖЕКЦИОННОГО ФОРМОВАНИЯ С НИЗКИМ ПОСТОЯННЫМ ДАВЛЕНИЕМ | 2012 |
|
RU2575229C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ И ЛИТЬЕВАЯ ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2107621C1 |
| Способ изготовления изделий из термопластов литьем под давлением | 1979 |
|
SU1043018A1 |
| СПОСОБ ПОРОЗАПОЛНЯЮЩЕЙ ПРОПИТКИ ПОРИСТЫХ ЗАГОТОВОК И ЗАГОТОВКА ИЗ УГЛЕРОДСОДЕЖАЩЕГО МАТЕРИАЛА, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ | 1999 |
|
RU2235620C2 |
Фиг. 1
Команда от термопары
cf
О
L
Фиг. 2
