В заводской технике для изготовления гибких валов применяются станки самой разнообразной конструкции.
Согласно изобретению, предлагается производить изготовление гибких валов на токарном станке при помощи приспособления, в котором применена разъемная плашка, снабженная вырезом, служащим для пропускания через него и отверстие плашки пучка проволок, навиваемых на сердечник. В обойме приспособления расположены пластины, находящиеся под воздействием винта и служащие для затормаживания прохода проволок. Как плашка, так и обойма укреплены на общем держателе, перемещаемом при работе станка от руки вдоль сердечника изготовляемого гибкого вала.
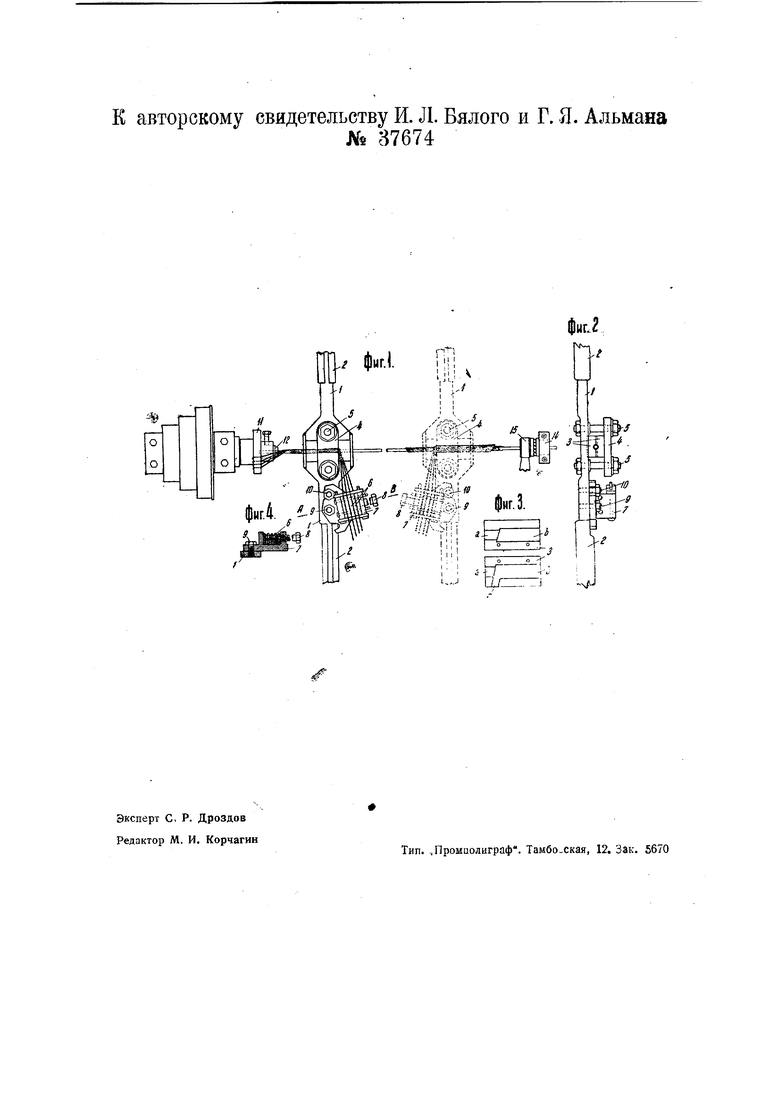
На чертеже фиг. 1 изображает вид сверху токарного станка, оборудованного предлагаемым приспособлением для навивания гибкого вала; фиг. 2- боковой вид приспособления; фиг. 3- внутренний вид половинок зажимных плашек; фиг. 4-разрез затормаживающей части приспособления по линии АВ на фиг. 1.
Предлагаемое приспособление (фиг. 1) состоит из трех основных частей: плаfl95)
шек, держателя для плашек и тормозного устройства.
Держатель для плашек представляет собою удлиненную планку 1 с уширением посередине и деревянными рукоятками 2 по концам. На средней уширенной части держателя укладываются плашки 3, закрепляемые при помощи прижимной планки 4 болтами 5 (фиг. 2). Для каждого слоя навиваемого гибкого вала служат отдельные плашки 3(фиг. 3), состоящие из двух половинок; в сложен; ном виде эти половинки образуют внутри отверстие а меньшего диаметра для прохода сердечника навиваемого вала и отверстие Ь, большего диаметра для прохода уже навитого сердечника. Уступ внутри плашки, образуемый разностью диаметров а и и, служит для равномерной подачи плашки, а радиальный прямоугольный прорез с по разъему плашек служит для пропускания и выравнивания проволочки при навивании гибкого вала на станке.
Тормозное устройство (фиг. 4), имеющееся в предлагаемом приспособлении, состоит из ряда пластин 6, помещенных в обойме 7 и находящихся под воздействием нажимного винта 8; обойма 7 прикрепляется с возможностью поворота при навивании правой или левой спирали на болту 9 к держателю на части планки 1 между уширенной средней частью и рукояткой 2. Для удержания обоймы 7 Б определенном положении основание обрймы снабжено по сторонам вырезами, входящими под гайку крепительного болта 10. Затормаживание служит для равномерного натяжения проволоки даже при неравномерном их диаметре и осуществляется прижимом проволок, расположенных между пластинами 6; этот прижим может регулироваться винтом 8.
Для навивания гибкого вала на шпиндель токарного станка надевается патрон 11, в котором при помощи плашек 12 закрепляется один конец сердечника из стальной проволоки; Другой конец сердечника закрепляется зажимом 14, имеющимся на кронштейне 15, установленном на направляющих станины станка и могущем перестанавливаться для натяжения сердечника. От стоящих около станка четырех катушек с проволокой берутся концы и закладываются в плашки 12- патрона И станка, закрепляющего конец сердечника. Затем при вращении шпинделя вручную навиваются несколько витков проволоки на сердечник, после чего на эту навитую часть накладываются плашки 3 приспособления так, нтобы последний виток проволоки упирался в уступ между отверстиями а и & плашки 3, а сама проволока выпускается через прорез с. В таком положении плашки 3 зажигтаются прижимной планкой 4 при помощи болтов 5.
Проволока, подлежащая навиванию, укладывается между пластинами 6 тормозного устройства, стянутыми винтом 8.
После пуска станка держатель приспособления удерживается за ручки 2, а проволока, проходя через тормозное устройство, прямоугольный прорез с плашки 3, упирается в уступ между отверстиями а и 6 и навивается на сердечник, одновременно перемещая все приспособление.
После навивания одного слоя проволоки сердечнику дается несколько оборотов в обратном направлении, благодаря чему натяжение витков ослабится, и сердечник будет освобожден от зажима навитой проволокой. На первый слой проволоки навивается второй -левого хода; при этом шпиндель станка вращается в обратном направлении, в держателе меняются плашки 3 и, кроме, того, тормозное устройство поворачивается на другую сторону держателя.
После окончания навивания проволок на все слои гибкого вала сердечник освобождается от зажимных плашек 12 патрона 11 и зажима 14 стойки 15станка и свободно извлекается из готового гибкого вала.
Предмет изобретения.
Приспособление к токарному станку для изготовления гибких валов, отличающееся применением разъемной плашки 3, снабженной вырезом с, в целях пропускания через нее пучка проволок, затормаживаемых посредством пластин 6, находящихся под воздействием винта 8 и расположенных в обойме 7, каковые плашки 3 и обойма 7 укреплены на общем держателе, перемещающемся по оси изготовляемого гибкого вала при работе станка. к авторскому свидетельству И. Л. Вялого и Г. Я. Альмана Ш 37674
| название | год | авторы | номер документа |
|---|---|---|---|
| РУЧНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ГИБКИХ ВАЛОВ | 1931 |
|
SU38098A1 |
| Способ и приспособление для изготовления гибких металлических валов | 1925 |
|
SU25108A1 |
| Приспособление к токарному и тому подобному станку для навивания пружин, в особенности "кулонов" | 1933 |
|
SU35799A1 |
| Станок для изготовления гибких валов | 1929 |
|
SU16324A1 |
| Станок для изготовления цилиндрических пружин | 1939 |
|
SU59638A1 |
| Навивочная головка для изготовления гибких проволочных валов | 1973 |
|
SU441077A1 |
| Станок для навивания рояльных струн | 1930 |
|
SU33945A1 |
| Прибор для автоматической заточки спиральных сверл | 1930 |
|
SU25062A1 |
| Приспособление к токарному станку для изготовления двухвитковых пружин | 1934 |
|
SU48103A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН ПРЕИМУЩЕСТВЕННО С МАЛЫМ ИНДЕКСОМ | 1990 |
|
RU2010652C1 |
1
liOI/
Й&
/ш
г - 11 с-
fr.FV
. . ,
/ite .S
tT
1 ; -it . .j

