Предлагаемый способ изготовления гибких металлических валов заключается в том, что ряд плотно прижатых друг к другу проволок под регулируемым натяжением навивают винтообразно на вращающийся сердечник. Для направления проволок применен хомутовый зажим, состоящий из пластины с пазом, закрываемой крышкой с подвешенными к ней на болтах пластинками.
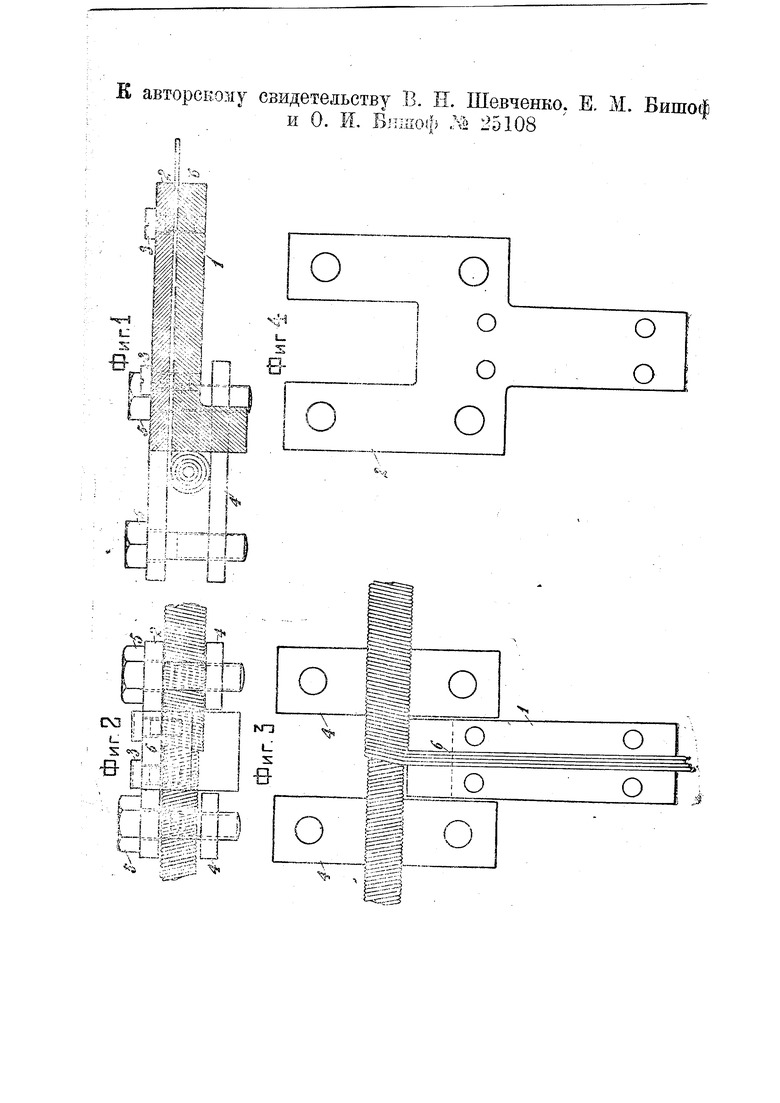
На прилагаемом чертеже фиг. 1 изображает продольный разрез приспособления; фиг. 2-вид его спереди; фиг. 3- вид сверху приспособления со снятой крыщкой;. фиг. 4-вид крышки сверху.
Предлагаемое приспособление состоит из пластины 1, в которой имеется паз 6 для укладывания в нем навив(аемых проволок. Ширина паза определяется числом навиваемых проволок, а глубина-их диаметром, при чем глубина делается несколько меньше диаметра проволоки для того, чтобы нажатием верхней крыщки 2 можно было дать проволокам необходимое натяжение. Пластина закрывается крышкой 2, прикрепляемой к ней при помощи четырех шурупов 3; .зажимая эти шурупы сильнее или слабее, можно дать проволокам, проходящим по пазу, надлежащее натяжение. К крышке подвешиваются две пластинки 4, каждая на двух болтах 5, при чем из этих двух пластинок: в работе принимает участие одна леваяили правая, смотря по тому, в какую сторону происходит навивка вала.
Для изготовления вала при помощи предлагаемого приспособления в патроне токарного станка закрепляется один конец стержня, вокруг которого должна навиваться ПРОВОЛОКЕ; другой конец, стержня пропускается сквозь упор, расположенный от патрона на расстоянии.,., определяемом длиной навиваемого вала, при чем ось отверстия для стержня в упоре и ось шпинделя располагаются на одной прямой линии. В упоре расположен/ снабженный шариковым подшипником натяжной болт, при помощи которогонатягивается стержень. Перед навивкой пластинки 4 снимают, а крышку 2 прижимают к пластине 1 настолько, чтобы можно было свободно провести через паз 6 концы навиваемых проволок, закрепляемых каким - либо способовв патроне. Затем пластину 1 подтягивают вплотную к стержню, крышку 2 слегка прижимают к пластине 1, чтобь проволоки выходили из паза под некоторым натяжением, и при медленном вращении станка начинают навивку спиралей на стержень от патрона к ynopy,v
,а имзтельно следя за тем, чтобы отдель.ные витки спиралей умладызалксь плот.но оди:- возле друдого. Когда .будет яа- j вито необходимое число витков, достаточнее для того, чтобы их можно было придать к крышке 2 при помощи пластинки 4, эту пластинку прижимают { двумя болтами к крышке. В дальней- j шем станок работает на быстром ходу, j и происходит автоматически, j при чем необходимо лишь удс-ржиззть : все приспособлание от враа,ения вместе | со стержнем; подача приспособле;-1ия I производится навитой уже спиралью, I которая в данном случае заг;:-::яет собой ходовой зинт токарного -танка.
Когда первый слой до.ходит до конца изготозлзгемого взла, пластинку 4-отжимают и приспособление устанавливают так, чтобы новые спирали ложились поверх навитых, но в другой направлеНИИ, и производят назив(у второго с;;оя на первом таким же образом, но уже
зажимая витки -другой пластинкой 4. Таким образом, навивая проволоку в несколько слоев и спиралей, изготовляют Бал требуемого диаметра.
Предмет изобретения.
1.Способ изготовления гибких металлических валоз, отличающийся тем, что ряд плотно прижатых друг к другу проволок под регулируемым натяжением навивают винтообразно на врашающийся сердечник перемещением проволок вдоль сердечника туда и обратно.
2.Приспособление для изготовления гибких металлических валов по охаракгеризованному в п. 1 способу, отличающееся применением хомутового зажима, состоящего из пластинь 1 с.пазом б, закрываемой крышкой 2 с подвешенными к последней на болтах пластин-камк 4.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление к токарному станку для изготовления гибких валов | 1931 |
|
SU37674A1 |
| РУЧНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ГИБКИХ ВАЛОВ | 1931 |
|
SU38098A1 |
| Приспособление к токарному станку для изготовления двухвитковых пружин | 1934 |
|
SU48103A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН ПРЕИМУЩЕСТВЕННО С МАЛЫМ ИНДЕКСОМ | 1990 |
|
RU2010652C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОСОВОГО АМОРТИЗАТОРА | 2011 |
|
RU2499925C2 |
| Станок для навивки бесконечных многопроволочных спиралей на невращающуюся оправку | 1976 |
|
SU640795A1 |
| Способ изготовления фильтров | 1986 |
|
SU1337117A1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ СПИРАЛИ | 2004 |
|
RU2257976C1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ИЗ ПРОВОЛОКИ ДИАМЕТРОМ d=0,05-0,2 мм СПИРАЛЕЙ С НАРУЖНЫМ ДИАМЕТРОМ, РАВНЫМ 10d, И РЕГУЛИРУЕМЫМ ШАГОМ | 2009 |
|
RU2399453C1 |
| Устройство для навивки цилиндрических пружин с переменным шагом | 1983 |
|
SU1650310A1 |