Для навивания проволоки на сердечник в заводской технике существуют устройства, в которых витки проволоки, навиваемые на вращающуюся оправку, уплотняются роликами, имеющимися на вращающемся диске.
В предлагаемом ручном приспособлении для изготовления гибких валов применены подвижные ползуны с роликами, укрепленные в направляющих разъемного патрона, снабженного пальцем, служащим для фиксирования приспособления по виткам изготовляемого гибкого вала.
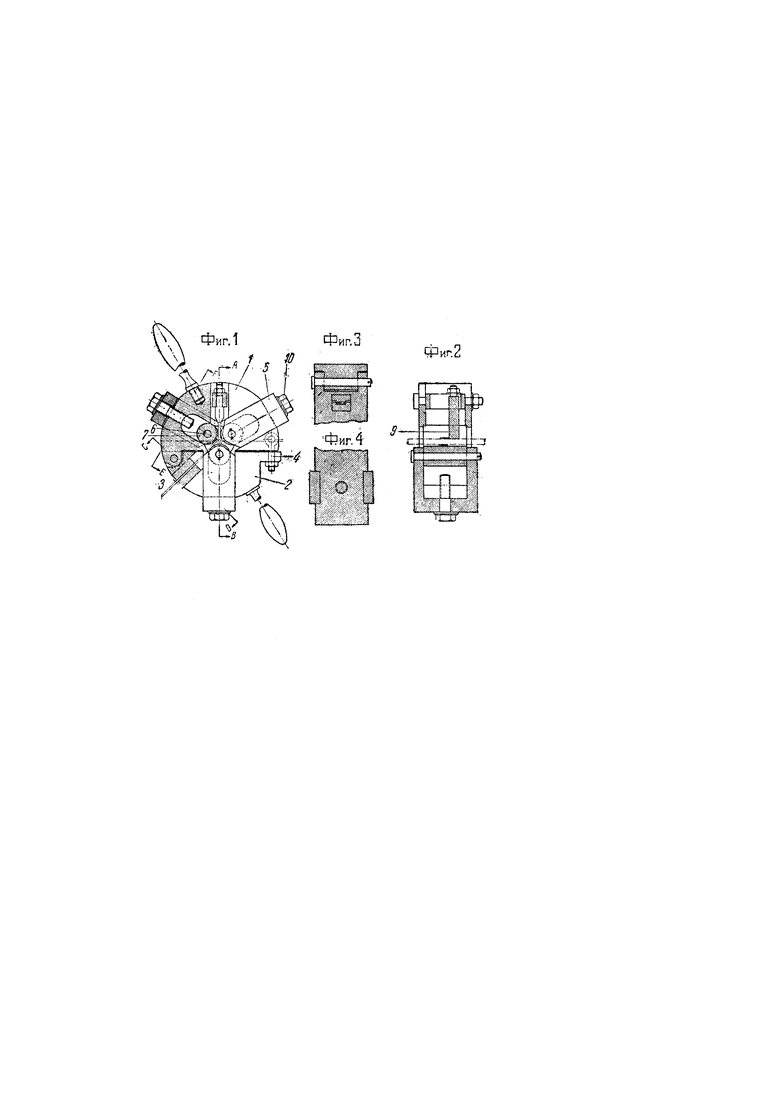
На чертеже фиг. 1 изображает вид спереди предлагаемого приспособления с частичным разрезом; фиг. 2 - вертикальный разрез приспособления по линии AB на фиг. 1; фиг. 3 - разрез приспособления по линии CD на фиг. 1, фиг. 4-разрез приспособления по линии EF на фиг. 1.
Предлагаемое приспособление для навивки гибких валов состоит их снабженного рукоятками разъемного патрона 1, 2, части которого связаны между собой болтом 4 на шарнире. Патрон 1, 2 снабжен радиальными направляющими, по которым перемещаются ползуны 5, несущие валики 6 с роликами 7. Для выравнивания и торможения проволоки в патроне имеются губки 3, расположенные в радиальном прорезе нижней половины 2 патрона. В верхней половине 1 патрона имеется палец 9, служащий для равномерной подачи проволоки, т.е. для образования правильного шага.
Перед навиванием гибкого вала сердечник зажимается между двумя вращающимися зажимами, например, на токарном станке. Затем патрон раскрывается и надевается на сердечник. Концы проволок протягиваются через губки 3 и зажимаются плашками. При вращении сердечника проволока протягивается через губки 3 и навивается роликами на сердечник. Ведущий палец 9, упираясь в уже навитую часть проволоки, ведет патрон равномерно вперед, образуя правильный шаг. При навивке последующих слоев проволоки, витки которых направлены в противоположную сторону относительно витков предыдущего слоя, ролики 6 ползунами 5 раздвигаются и устанавливаются соответственно болтами 10. Ведущий палец 9 вновь устанавливается в уже навитую часть вала и процесс навивки ведется так же, как и для первого слоя. При навивке последнего слоя проволока раскатывается, благодаря чему готовый вал предохраняется от раскручивания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление к токарному станку для изготовления гибких валов | 1931 |
|
SU37674A1 |
| Станок для изготовления цилиндрических пружин | 1939 |
|
SU59638A1 |
| Способ и приспособление для изготовления гибких металлических валов | 1925 |
|
SU25108A1 |
| Станок для изготовления гибких валов | 1931 |
|
SU28887A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН ПРЕИМУЩЕСТВЕННО С МАЛЫМ ИНДЕКСОМ | 1990 |
|
RU2010652C1 |
| Приспособление к токарному станку для изготовления двухвитковых пружин | 1934 |
|
SU48103A1 |
| Станок для изготовления гибких валов | 1929 |
|
SU16324A1 |
| Устройство для навивки цилиндрических пружин с переменным шагом | 1983 |
|
SU1650310A1 |
| Автоматический станок для изготовления пружин с витками удлиненной формы | 1943 |
|
SU65264A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК РАДИОЛАМП | 1949 |
|
SU87502A1 |
Ручное приспособление для изготовления гибких валов, отличающееся применением подвижных ползунов 5 с роликами 7, укрепленных в направляющих разъемного патрона 1-2, снабженного пальцем 9, в целях фиксирования приспособления по виткам изготовляемого гибкого вала.
