(54) УСТРОЙСТВО ДЛЯ СБОРКИ
КРУПНОГАБАРИТНЫХ ОБОЛОЧЕК
С ТОРЦОВЫМИ ГОРЛОВИНА/ И
1
Изобретение относится к устройствам для изготовления крупногабаритных резино-технических изделий, например оболочек с торцовыми горловинами.
Известно устройство для сборки крупногабаритных оболочек с торцовыми горловинами, содержащее оправку, образованную стыкующимися по образующей продольными сегментами, выполненными составными по длине 1 .
При изготовлении изделий на такой оправке имеют место трудоемкие немеханизированные операции, например выемка всех частей оправки через горловину оболочки. В этом случае размеры горловин должны быть достаточными для извлечения из нее разборных элементов оправки, поэтому уменьшение размеров горловин, как это требуют условия эксплуатации, например кранцев, не представляется возможным.
Указанные недостатки устранены в устройстве, содержащем смонтированную на центральной трубе надувную эластичную камеру 2.
Однако оправка, выполненная в виде эластичной камеры, не обеспечивает необходимой жесткости при сборке и прикатке
элементов конструкции изделия, что снижает качество изделий, и поэтому не применимо для получения изделий большого диаметра, например превышающим м.
Целью изобретения является повышение
J качества изделия н расширение технологических возможностей устройства.
Это достигается тем, что устройство, содержащее смонтированную на центральной трубе надувную эластичную камеру, снабжено установленной концентрично трубе наружной оправкой, состоящей по длине из двух частей, каждая из которых установлена с возможностью аксиального перемещения, снабжена механизмом для их перемещения и образована меридионально расположенными шарнирными рычагами, соединенными
между собой гибким материалом и снабженными механизмами их разведения, а также тем, что каждая из частей оправки шарнирно соединена с механизмом для их аксиального перемещения, и тем, что рычаги связаны с механизмами их разведения
20 посредством тяг.
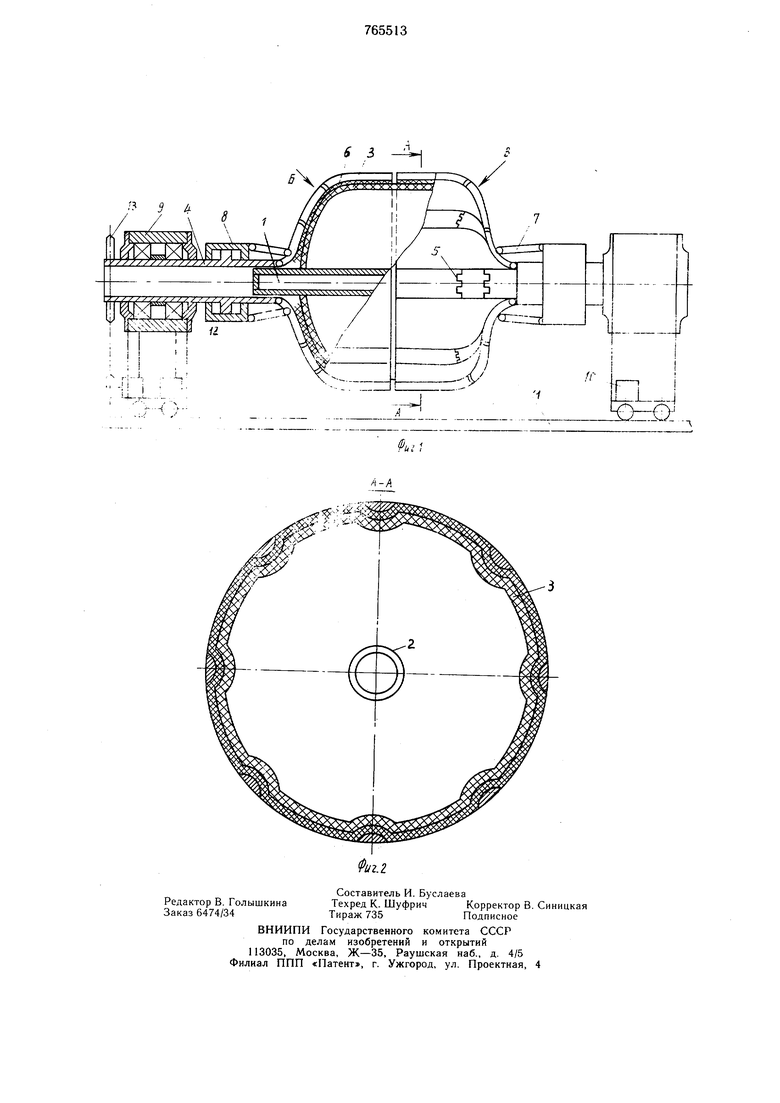
На фиг. 1 изображен общий вид устройства,- на фиг. 2 - сечение А-А на фиг. 1. Устройство содержит смонтированную на трубе 2, установленной концами в полых валах 1, надувную эластичную камеру 3. Снаружи эластичной камеры расположена установленная концентрично трубе 2 оправка, состоящая по длине из двух частей Б и В. Каждая из частей Б и В установлена с возможностью аксиального перемещения, снабжена механизмом для их перемеохения и образована меридионально расположенными щарнирными рычагами 4, соединенными между собой шарнирами 5 и гибким материалом 6, например тканью с высокими прочностными характеристиками. Крайние рычаги каждой из частей оправки щарнирно Соединены через валы 1 с механизмами их перемещения и посредством тяг 7 - с пневмоприводами 8 для их разведения. Механизмы перемещения включают корпуса 9 подшипников, установленные с возможностью возвратно-поступательного перемещения от привода 10 вдоль направляющих 11, а валы 1 установлены на подтипниках корпусов 9. Один из валов 1 связан С приводом 13 его вращения. Устройство работает следующим образом. В исходном положении рычаги 4 разведены, а обе части Б и В оправки подведены друг к другу. Во внутреннюю полость камеры 3 через трубу 2 подают сжатый воздух, под действием давления которого эластичная камера 3 натягивает материал 6, соединяющий рычаги 4. Поскольку закрой материала 6 соответствует конфигурации внутренней поверхности как сферической (эллиптической), так и цилиндрической частей изделия, а величина давления воздуха в камере 3 достаточна для обеспечения требуемой жесткости оправки, то на подготовленном таким способом устройстве возможно осуществить полный цикл сборки изделия. При этом наложение слоев резины и корда, их прикатка механическим ролико.м (на фиг. не показано) производится при врящ.ении оправки, осуществляемом от привода 13. После окончания процесса сборки ;- Зделия (на фиг. не показано) обе части оправки вынимают из изделия, для чего из камеры 3 выпускают воздух и с помощью пневмоприводов 8 сводят рычаги 4 до положения параллельного продольной оси трубы. При этом рычаги 4 сжимают также материал 6 и камеру 3. Затем с помощью приводов 10 по направляющим 11 разводят корпус 9 подщипников в направлении от изделия до тех пор пока обе части Б и В оправки не выйдут из изделия. После чего собранное изделие любым грузоподъе.мным приспособлением (на фиг. не показано) помещают в вулканизационную фор.му и отправляют на операцию вулканизации. Предложенная конструкция устройства для сборки крупногабаритных резинокордных оболочек с торцовыми горловинами повыщает степень механизации труда за счет исключения трудоемких ручных операций и позволяет уменьшить отклонение размеров изделий за счет обеспечения необходимой жесткости при сборке. Формула изобретения 1.Устройство для сборки крупногабаритных оболочек с торцовыми горловинами, содержащее смонтированную на центральной трубе надувную эластичную ка.меру, отличающееся тем, что, с целью повыщения качества изделий, оно снабжено установленной концентрично трубе наружной оправкой, состоящей по длине из двух частей каждая из которых установлена с возможностью аксиального перемещения, снабжена механизмом для их пере.мещения и образована меридионально расположенными ишрнирными рычагами, соединенными между собой гибким материалом и снабженными механизмами их разведения. 2.Устройство по п. 1, отличающееся те.м, что каждая из частей оправки щарнирно соединена с механизмом для их аксиального перемещения. 3.Устройство по п. 1, отличающееся тем, что рычаги связаны с механизма.ми их разведения п осп едет гюм тяг. Источнир;и информации, принятые во внимание при экспертизе 1./ BTopcKoe свидетельство СССР № 381556., к.-;. В 29 Н 11/00, 1973. 2.Авторское свидетельство СССР 509455, кл. В 29 Н 7/00, 1971 (прототип).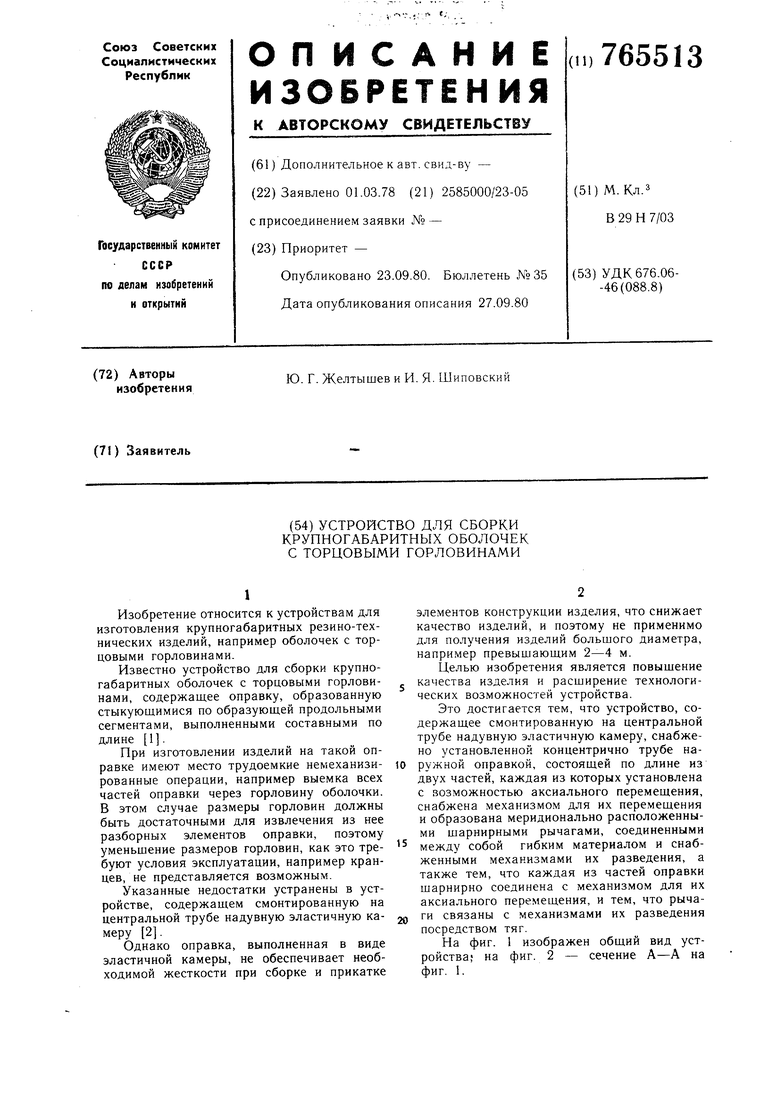
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления полых многослойных резиновых изделий | 1980 |
|
SU910452A1 |
| Устройство для изготовления резиновых оболочек | 1985 |
|
SU1243956A1 |
| Барабан для сборки и формования покрышек пневматических шин | 1983 |
|
SU1079464A1 |
| Оправка для намотки оболочек из композиционных материалов | 1988 |
|
SU1641636A1 |
| Барабан для сборки и формованияпОКРышЕК пНЕВМАТичЕСКиХ шиН | 1974 |
|
SU802083A1 |
| Оправка для изготовления оболочек из стеклопластиков | 1984 |
|
SU1324860A1 |
| Устройство для изготовления полых многослойных резиновых изделий | 1985 |
|
SU1227491A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ ПЛЕНОК | 2011 |
|
RU2500592C2 |
| Барабан для сборки покрышек пневматических шин | 1983 |
|
SU1063624A2 |
| СТАНОК ДЛЯ СБОРКИ ПОКРЫШЕК | 1971 |
|
SU315336A1 |