1
Известно устройство, предназначенное для охлаждения катанки непосредственно после выхода ее из валков последней чистовой клети, выполненное в виде ряда последовательно установленных секций, из которых снабжена направляющей трубчатой проводкой с отверстиями в стенке для подвода хладагента в полсють трубки из окружающего ее коллектора.
П.р.и этом определенные тгрудности вызывает выполнение значительного числа отверстий малого диаметра (порядка 1,5-3 мм), оси которых наклонены к поверхности стенки трубы под углом до 40-50°С; возможность обычного сверления практически исключена, тем более что требуется получить отверстия с неременным профилем канала по его длине. Кроме того, в известном устройстве нельзя применять для проводки износостойкие материалы, например металлокерамику.
В предлагаемом устройстве трубчатая проводка выполнена в виде набора колец, расположенных в опоре, смонтированной внутри коллектора, причем каждое кольцо выполнено с конусными торцами, один из которых снабжен сквозными профильными пазами, а другой выполнен гладким и образует в сопряжении с профильным пазом соседнего кольца канал для подвода хладагента.
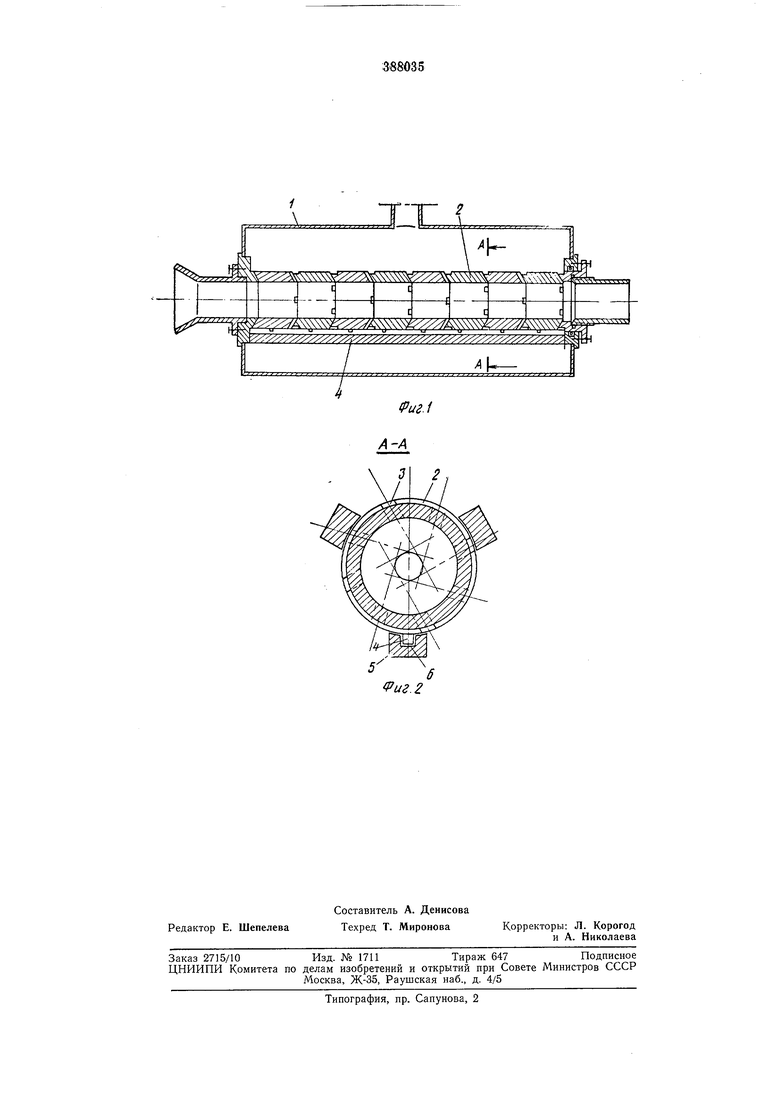
На фиг. 1 изображено предлагаемое устройство для термообработки проката; на фиг. 2- разрез по А-А на фиг. 1.
Устройство состоит из корпуса /, в котором смонтированы охлаждающая проводка, выполненная в виде набора колец 2. Охватываемый конусный торец отдельного кольца снабжен смещенным каналом 3, ось которого скрещивается с осью отверстия кольца. Для равномерного распределения хладагента по -сечению проводки оси каналов располагают так, чтобы у соседних колец они были развернуты на половину окружного щага каналов. Фиксация колец в этот момент осуществляется с помощью щтифтов 4 и направляющих 5 с пазом 6, препятствующим выпаданию щтифтов.
Для улучщения условий разрушения паровой рубащки необходима наибольщая при определенном напоре хладагента кинетическая энергия отдельных струй, что достигается при выполнении продольного профиля канала кольца сужающимся к выходу, с углом схождения 7-14° и при наклоне оси канала порядка 25° и более к оси проводки; при этом угол конуса торца кольца должен быть выполнен в пределах от 180°-2-25° 130° и до 70°.
Такое выполнение сопл предотвращает образование водяных пробок в проводке, так как отраженная при ударе о твердую поверхность
проката струя ориентируется только вперед по ходу проката и вбок веером.
В зависимости от формы основной и отраженной струй возможен вариант выполнения канавок иа охватывающем торце кольца.
Предмет изобретения
1.Устройство для термообработки проката, содержащее ряд последовательно установленных охладителей, каждый ,из которых снабжен трубчатой проводкой со сквозными каналами в стенках, размещенной внугри коллектора для подвода хладагента, отличающееся тем, что, с целью упрощения изготовления трубчатой проводки и обеспечения возможности применения для лее материалов повыщенной износостойкости, она выполнена составной в виде набора колец, расположенных в опоре, смонтированной внутри коллектора, причем каждое кольцо выполнено с конусными торцами, один из которых снабжен сквозными профильными пазами, а другой выполнен гладким и образует в сопряжении с профильным пазом соседнего кольца канал для подвода хладагента.
2.Устройство по п. 1, отличающееся тем, что, с целью повыщения эффективности охлаждения, продольный профиль паза выполнен переменным по длине.
3.Устройство по пп. 1 и 2, отличающееся тем, что паз выполнен с уменьщением его глубины от внешней поверхности кольца к внутренней так, что при сопряжении с гладким торцом соседнего кольца угол схождения стенок канала составляет 7-14°.
4.Устройство по пп. 1 и 2, отличающееся тем, что оси пазов торца кольца расположены
на поверхности гиперболоида вращения, горловина которого имеет диаметр, меньщий габарита сечения минимального типоразмера охлаждаемого проката.
5. Устройство по пп. 1-4, отличающееся тем, что, с целью повышения равномерности распределения хладагента по сечению канала проводки, каждое кольцо повернуто относительно предшествовавшего на половину окружного шага пазов, выполненных на его торце, и снабжено фиксатором, взаимодействующим с общей направляющей опорой.
6. Устройство по пп. 1-4, отличающееся тем, что, с целью предотвращения отражения
струй хладагента против хода проката, конус торца кольца выполнен с углом при верщине в пределах 130--70°.

| название | год | авторы | номер документа |
|---|---|---|---|
| РОТОР НЕЯВНОПОЛЮСНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1990 |
|
RU2054781C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ДВИЖУЩЕГОСЯ ПРОКАТА | 2001 |
|
RU2174883C1 |
| Устройство для смотки сортового профиля | 1983 |
|
SU1144741A1 |
| УСТРОЙСТВО для ТЕРМООБРАБОТКИ ПРОКАТА | 1970 |
|
SU269183A1 |
| Устройство для удаления пыли и газа от клетей прокатных станов (его варианты) | 1983 |
|
SU1131567A1 |
| СПОСОБ ВПРЫСКА ВОДЫ В ЦИЛИНДР ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2069274C1 |
| СЕКЦИОННЫЙ РАДИАТОР | 2003 |
|
RU2254521C2 |
| СЕКЦИОННЫЙ РАДИАТОР | 2008 |
|
RU2391609C2 |
| Доильная установка | 1989 |
|
SU1722318A1 |
| СОПЛОВЫЙ ИНСТРУМЕНТ УСТРОЙСТВА ДЛЯ АБРАЗИВНО-СТРУЙНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 2002 |
|
RU2222420C1 |