Изобретение отнрсится к области обработки металлов давлением и может быть использовано на мелкосортных и проволочных станах горячей прокатки при смотке бунтов большого веса, преимущественно с поперечным сечением профиля свыше 76 мм (010-36 мм), а также для смотки в бунты мелких труб, шестигранника и квадрата эквивалентного сечения.
Известно устройство для смотки сортового профиля, содержащее-опорный конус, неподвижную проводку, виткообразующий канал с приводом вращения, невращающийся барабан с приводом его подъема и опускания 1.
Однако отсутствие системы охлаждения в известном устройстве приводит к необходимости создания отдельной системы охлаждения профиля, а также ухудшает условия работы устройства.
Цель изобретения - улучшение условия работы устройства, обеспечение охлаждения профиля одновременно с его смоткой.
Поставленная цель достигается тем, что устройство для смотки сортового профиля, содержащее опорный конус,неподвижную проводку, виткообразующий канал с приводом вращения, невращающийся барабан с приводом его под-нема и опускания, снабжено форсункой для подачи охладителя в неподвижную проводку по ходу движения профиля, защитным кожухом и гибочными роликами, размещенными в корпусе для сбора охладителя, снабженном сливным патрубком, защитный кожух снабжен кольцевым поясом, сообщающимся со сливным патрубком и выполненным с сетчатым дном, и кольцевым коллектором для отсоса паров охладителя и горячего воздуха, а входная часть виткообразующего канала выполнена в виде отбойного диска с воронкой для приема проката и охладителя.
Устройство снабжено датчиком наличия сматываемого профиля, а форсунка для подачи охладителя снабжена электромагнитным клапаном, система управления которым связана с датчиком наличия профиля.
С целью снижения вибрации опорный конус снабжен опорным кольцом, а защитный кожух - подпружиненными опорными роликами, установленными с возможностью взаимодействия с опорным кольцом.
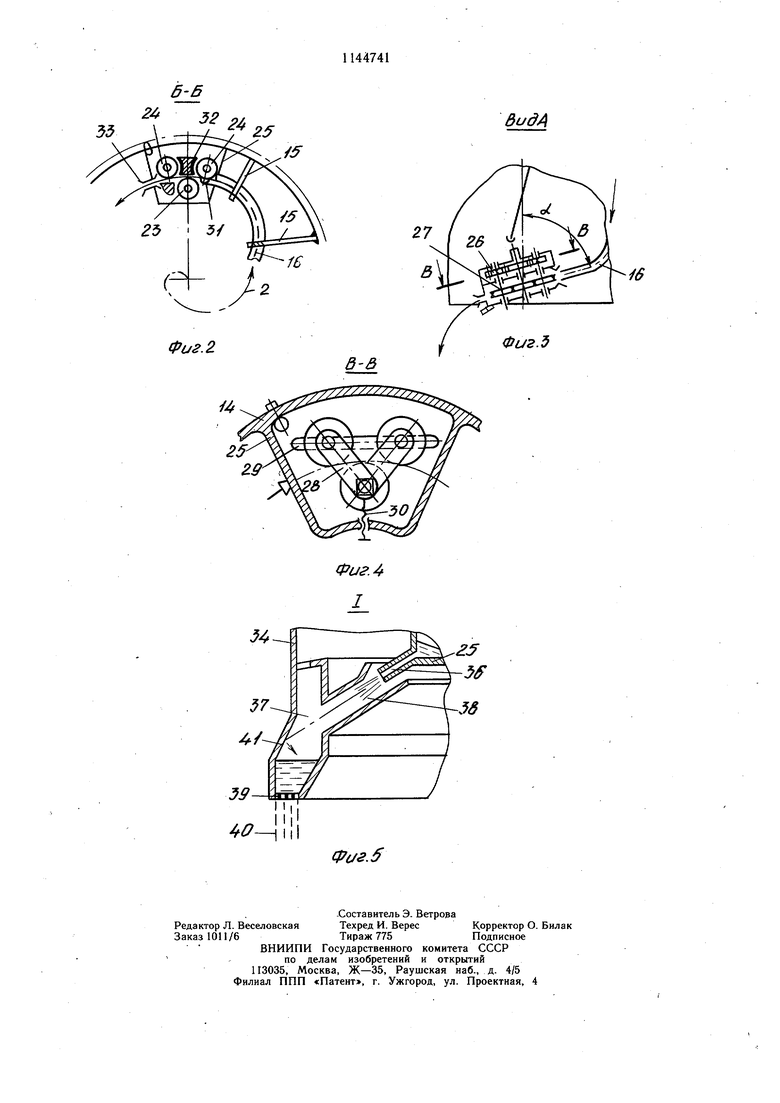
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез Б-Б на фиг. 1; на фиг. 3 - вид А на фиг. 1; на фиг. 4 - узел установки шестерен гибочных роликов, разрез В-В на фиг. 3; на фиг. 5 - узел I на фиг. 1.
Устройство для смотки сортовых профилей и катанки содержит подающую проводку 1 (фиг. ), по которой сматываемый профиль 2, т. е. прокат, поступает в неподвижную проводку 3, размещенную на корпусе моталки 4. В промежутке между проводками 1 и 3 установлен датчик 5,
например фотоэлемент, фиксирующий прохождение проката 2. Во входной части неподвижной проводки 3 размещена форсунка 6, из которой охладитель, например вода, под давлением 5-30 атм подается по ходу движения проката 2 в неподвижную проводку 3. Подача охладителя осуществляется из сети через электромагнитный клапан 7, открывающийся под воздействием импульсов датчика5. Нижняя часть
0 неподвижной проводки 3 установлена консольно и служит осью 8 двух, установленных одно за другим, зубчатых колес: ко нического 9, установленного с возможностью вращения на оси 8, и неподвижного цилиндрического 10, жестко закрепленного на оси 8. Коническое колесо 9 связано зацеплением с конической шестерней 11, установленной на оси двигателя 12, который закреплен на корпусе моталки 4. Ступица конического колеса 9 имеет бурт-фланец 13,
- на котором соосно оси вращения закреплен полый опорный конус 14 Внутри опорного конуса 14 с помощью стоек 15 переменной длины (фиг. 2) закреплены два комплекта (рабочий и резервный) симметрично размещенных виткообразующих каналов 16
5 (фиг. 1 и 2), выполненных из труб в виде двух исходящих из центра вращения и спускающихся вниз с расширением спиралей. Ввод сматываемого проката 2 из неподвижной проводки 3 в виткообразующий канал 16 осуществлен с помощью переключающей трубки 17, выполненной в виде короткого изогнутого патрубка (фиг. 1) с малой конусностью на входном конце (воронка). Переключающая трубка 17 закреплена отбойным диском 18 на кронштейнах опорного конуса 14 с возможностью поворота на 180° при переключении с рабочего виткообразующего канала 16 на резервный. Для этого в сходящиеся в один входных концах виткообразующих каналов 16 выполнены прорези 19 для ввода конца пеQ реключающей трубки 17. Неподвижное зубчатое колесо 10 смонтировано на оси 8 в зацеплении с двумя планетарными зубчатыми шестернями 20, установленными с возможностью вращения на осях 21 и размещенными симметрично внутри опорного ко5 нуса 14 (фиг. 1).
Ось 21 каждой шестерни 20 через карданный вал (шпиндель) 22, связана с ведущим гибочным роликом 23 механизма принудительной гибки сматываемого проката 2
0 по дуге заданного радиуса. Оптимальное число приводных гибочных роликов - три. Ведущий ролик 23 размещен (фиг. 2) со стороны оси вращения моталки 4. Два других ролика 24 обраш,ены в сторону опорного конуса 14. Гибочные ролики 23 и 24
5 смонтированы в закрытом корпусе 25, установленном на опорном конусе 14 под углом, равном углу наклона выходного конца спирали виткообразующего канала 16 (фиг. 3)
соответственно наклону плоскостей вращения роликов 23 и 24. Для надежности транспортировки и гибки сматываемого проката 2 гибочные ролики 24 также выполнены приводными и связаны зубчатым зацеплением с помощью шестерен 26 с аналогичной по конструктивному выполнению шестерней ведущего ролика 23. Для сохранения межцентрового расстояния между ними оси 27 (фиг. 4) роликов 24 связаны с осью ролика 23 парными щарнирными звеньями 28, а концы осей 27 роликов 24 установлены с возможностью перемещения в пазах 29, выполненных на внутренней поверхности корпуса 25. Ведущий ролик 23 выполнен с возможностью радиального перемещения в пазах корпуса 25 с помощью винта 30, установленного на резьбе в корпусе 25. Для точного направления сматываемого проката 2 в гибочные ролики 23 и 24 конец виткообразующего канала 16 изготовлен со ступенчатым срезом 31 (фиг. 2) от первого по ходу движения проката 2 ролика 24 с продлением половины канала до входа во второй ролик 23. Между роликами 23 и 24 установдрны неподвижные проводки 32, а на выходе из корпуса .25 закреплена выводная проводка 33. В целях безопасности вращающийся опорный конус 14 закрыт защитным кожухом 34 и со. стороны комплектов гибочных роликов 24 снабжен контргрузом 35.регулируемого веса, устанавливаемого в зависимости от сечения сматываемого проката 2. Контргруз 35 установлен на нерабочей ветви виткообразующего канала 16 и переставляется одновременно с поворотом переключающей трубки 17 в случае необходимости перехода на работу с резервным каналом 16. В крайней нижней части корпуса 25 со стороны опорного конуса 14 установлен короткий сливной патрубок 36, направленный на нижнюю часть кожуха 34, выполненную для приема струи воды и гашения ее скорости, в виде кольцевого пояса с полостью 37, имеющего щелевидную кольцевую удлиненную прорезь 38, направленную встречно патрубку 36, и нижнюю кольцевую щель с решеткой 39 для вывода воды из полости 37 и создания круговой дущирующей завесы 40. Для снижения, разбрызгивания воды от ударов и отражения струи нижняя стенка 41 кожуха 34, на которой закреплен кольцевой пояс с полостью 37, выполнена с наклоном. В средней части кожуха 34 с наружной (или внутренней) стороны размещен круговой коллектор 42 отсоса паров охладителя из внутренней полости кожуха 34, соединенный, с вытяжным вентилятором (не показан). На наружной части опорного конуса 14 выполнено кольцо 43 с ребрами жесткости, а на кожухе 34 равномерно по окружности устдновлены с возможностью вращения подпружиненные холостые ролики 44, на которые оперт опорный конус 14 через кольцо 43.
Укладка витков сматываемого проката 2 в бунт предусмотрена на плиту приемного стола 45, имеющего два ряда концентрично размещенных относительно оси вращения моталки отверстий, через которые пропущены стержни 46 барабана 47. Для сбора охладителя от душирующей.завесы 40 концентрично под ней на приемном столе 45 выполнен кольцевой лоток 48, закрытый сверху решеткой 49. Для удаления бунтов
0 после смотки предусмотрен сталкиватель 50. Устройство для смотки сортовых профилей и катанки работает следующим образом.
Предварительно устанавливают переключающую трубку 17 в одном из виткооб5 разующих каналов 16 и закрепляют ее с помощью отбойного диска 18 на кронштейнах опорного конуса 14. За гибочными роликами 24 резервной ветки канала 16 устанавливают контргруз 35 на внешней поверх- ности опорного конуса 14, причем вес контргруза 35 выбирают соответственно сечению сматываемого профиля 2. Поднимают стержни 46 барабана 47 через отверстия приемного стола 45 до необходимого уровня над его поверхностью. Устройство го5 тово к работе.
Включают двигатель 12 привода вращения моталки, который через шестерню 11 и коническое зубчатое колесо 9 приводит во вращение опорный конус 14 с размещенным на нем виткообразующим каналом 16. Одновременно планетарная шестерня 20, обкатываясь вокруг неподвижного колеса 10, приводит во вращение карданный вал 22, с которого вращение передается на рабочий комплект гибочных роликов 23 и 24, связанных между собой
5 зацеплением при помощи шестерен 26. Передаточное число неподвижного колеса 10 и планетарной шестерни 20, а также диаметр роликов 23 и 24 подобраны так, что линейная скорость на рабочей поверхносQ ти роликов 23 и 24, выполненной по форме сматываемого профиля 2, равна или чуть больше (на 0,1-2%) скорости прокатки. После разгона до рабочей скорости моталка готова к приему сматываемого проката (профиля) 2. Осевые колебания от де5 баланса опорного конуса 14 воспринимают холостые ролики 44 через кольцо 43.
Далее со стана (не показан) через подающую проводку 1 прокат 2 подают в неподвижную проводку 3. При этом размещенный между проводками 1 и 3 датчик 5
фиксирует прохождение проката 2 и выдает импульс на открытие клапана 7, который открывается,, и охладитель поступает в форсунку 6 после прохождения переднего конца. Высокая скорость истечения из форсунки 6 и совместное движение охладителя и проката 2 способствует транспортированию профиля и эффективному охлаждению.
Затем через небольшой разрыв между выходным концом неподвижной проводки 3
и воронкой переключающей трубки 17 прокат 2 и кольцевой поток охладителя вокруг него за счет высокой скорости движения и инерции, поступают в конусную часть воронки переключающей трубки 17 и далее по короткой изогнутой ее части подаются в виткообразующий канал 16. Вследствие вращения последнего, увеличения радиуса кривизна спирали и ее опускания с приближением к выходному концу виткообразующего канала 16 центробежные силы, действующие на охладитель и прокат 2, также нарастают и прижимают прокат 2 как более тяжелый к стенке спирали виткообразующего канала 16. К прокату в том же направлении прижимается охладитель, создавая неравномерность охлаждения по сечению, что способствует естественному изгибу проката 2 в направлении охлаждения вследствие разности температур, а также формы спирали и действия центробежной силы, нарастающая величина которой компенсирует . потерю скорости из-за трения оохладителя о стенки, и переполнение виткообразующего канала 16 охладителем не происходит. Небольщой избыток охладителя при включении и брызги от удара струи отбрасываются отбойным диском 18 на внутреннюю часть опорного конуса 14, охлаждая его.
Выходящий из петлеобразующего канала 16 прокат 2 проходит через гибочные ролики 23 и 24 и изгибается последними по дуге заданного радиуса, который устанавливают смещением ролика 23 в радиальном направлении к роликам 24 (уменьщение радиуса гибки) или от роликов 24 (увеличение радиуса) винтом 30. При этом благодаря жесткой и щарнирной связи каждого ролика 24 с роликом 23 через звенья 28 (фиг. 4) ролики 24 раздвигаются или сближаются смещением осей 27 в пазах 29 корпуса 25. Одновременно благодаря трению и деформации проката 2 в гибочных роликах 23 и 24 последние захватывают и транспортируют его, исключая зависание проката 2 в моталке 4 после выхода заднего конца из последней клети стана (не показана). Выходящий из конца виткообразующего канала 16 охладитель смывает ролики 23 и 24, охлаждая их, и улавливается в закрытом корпусе 25 отбрасыванием центробежной силой к стенке опорного конуса 14, при этом гибочные ролики 23 и 24 используют как отсекатель струи охладителя вследствие их плотного касания рабочей поверхностью проката 2 и перекрытию центрального прохода. Из корпуса 25 охладитель через патрубок 36 выбрасывается центробежной силой в кольцевую удлиненную прорезь 38 кольцевого пояса с полостью 37, размещенную в нижней части кожуха безопасности 34. В полости 37 струя охладителя, отражаясь от наклонной нижней стенки 41 кожуха 34, разбрызгивается, гасит
скорость, и через нижнюю кольцевую щель с рещеткой 39 охладитель падает вниз на рещетку 49 приемного стола 45, создавая круговую завесу 40 вокруг наматываемого бунта. Отработанный охладитель, проходя через рещетку 49 стола 45, улавливается лотком 48 и удаляется. Выходящие из выводной проводки 33 корпуса 25 витки проката 2 падают в образованный двумя концентрично расположенными рядами стержней 46 подъемно-опускной барабан 47 и собираются в бунт. После выхода заднего конца проката 2 из моталки датчик 5, фиксируя отсутствие проката 2, дает импульс на перекрытие клапана 7, который закрывается, и подача охладителя прекращается. Одновременно подъемно-опускной барабан 47 со стержнями 46 опускают вниз ниже уровня верхней кромки приемного стола 45. Бунт освобождается. Включают сталкиватель 50, который выталкивает бунт из-под моталки и возвращается в исходное положение, освобождая приемный стол 45 для приема и укладки следующего бунта.
Вновь поднимают барабан 47 со стержнями 46, которые, выходя из отверстий приемного стола 45, образуют границы укладки нового бунта. Затем цикл повторяется.
Ввиду больщого образования паров охладителя (воды) при его многократном пользовании их из-под кожуха безопасности 34 вместе с горячим воздухом от бунта непрерывно удаляют через коллектор 42 отсоса с помощью вытяжного вентилятора (не показан). Это улучщает условия труда в зоне смотки и способствует удалению вредностей из здания цеха..
Предлагаемое устройство обеспечивает одновременную смотку и охлаждение профиля, что сокращает производственные площади и время технологического цикла; экономию воды вследствие многократного использования охладителя и сопровождения охладителем проката от входа до выхода с одновременным охлаждением и применяемых механизмов; смотку не только катанки, но и сортовых профилей, мелких труб и т. п. с получением бунтов больщого веса и на высоких скоростях в результате применения принудительной гибки подстуженного с поверхности проката; совмещение выполняемых функций узлов устройства, например гибочные приводные ролики выполняют функции правки и гибки по дуге заданного радиуса проходящего через них проката, транспортируют прокат, заменяя тянущие ролики, являются отсекающим устройством охладителя.
Особенно целесообразно применение предлагаемого устройства при реконструкции старых прокатных цехов, где размещение существующих устройств ускоренного охлаждения из-за их больщой длины представляет больщие трудности вследствие отсутствия свободных площадей.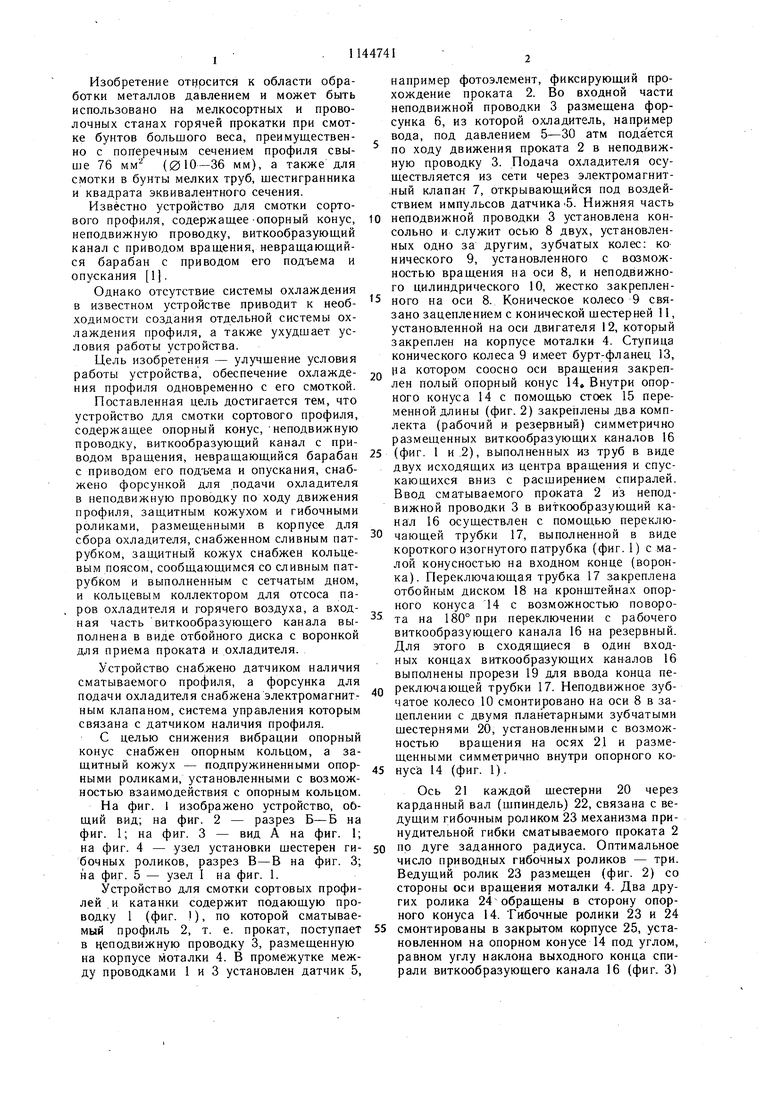
| название | год | авторы | номер документа |
|---|---|---|---|
| Сортовая моталка | 1983 |
|
SU1147469A1 |
| СПОСОБ ФОРМИРОВАНИЯ БУНТА КАТАНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2192323C2 |
| Способ регулируемого охлаждения проката | 1975 |
|
SU1271893A1 |
| Устройство для ускоренного охлаждения проката | 1979 |
|
SU960275A1 |
| СПОСОБ УТИЛИЗАЦИИ ДЕМОНТИРОВАННЫХ МАГИСТРАЛЬНЫХ ТРУБ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532677C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЯМОУГОЛЬНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2198064C2 |
| СПОСОБ ПРОИЗВОДСТВА КРУГЛОГО СОРТОВОГО ПРОКАТА В БУНТАХ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2368436C9 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ СПИРАЛЬНЫХ ВИТКОВ ДВИЖУЩЕЙСЯ ПРОВОЛОКИ | 1993 |
|
RU2097157C1 |
| Моталка для непрерывной смотки проволоки | 1990 |
|
SU1733154A1 |
| Устройство для термообработки проката | 1990 |
|
SU1749249A1 |
1. УСТРОЙСТВО ДЛЯ СМОТКИ СОРТОВОГО ПРОФИЛЯ, содержащее опорный конус, неподвижную проводку, виткообразующий канал с приводом вращения, невращающийся барабан с приводом его подъема и опускания, отличающееся тем, что, с целью улучщения условий работы устройства и обеспечения охлаждения профиля одновременно с его смоткой, устройство снабжено форсункой для подачи охладителя в неподвижную проводку по ходу движения профиля, защитным кожухом и гибочными роликами, размещенными в корпусе для сбора охладителя, снабженном сливным патрубком, защитный кожух снабжен кольцевым поясом, сообщающимся со сливным патрубком и выполненным с сетчатым дном, и кольцевым коллектором для отсоса паров охладителя и горячего воздуха, а входная часть виткообразующего канала выполнена в виде отбойного диска с воронкой для приема проката и охладителя. 2.Устройство по п. 1, отличающееся тем, что оно снабжено датчиком наличия сматываемого профиля, а форсунка для подачи охладителя снабжена электромагнитным клапаном, система управления которого связана с датчиком наличия профиля. 3.Устройство по п. 1, отличающееся тем, что, с целью снижения вибрации, опорный корпус снабжен опорным кольцом, а защитный кожух - подпружиненными опорными роликами, установленными с возможностью взаимодействия с опорным кольцом. ийь 4 4
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ПОДЪЕМНЫЙ СТОЛ ДЛЯ ФУТЕРОВКИ СТАЛЕРАЗЛИВОЧНОГО КОВША | 0 |
|
SU329960A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
