Известно устройство для термообработки проката с прокатного нагрева, содержащее ряд секций, каждая из которых включает снабженную приемными воронками охлаждающую проводку с подводом хладагента но ходу про-ката и установленную за ней осушающую проводку с ПрОТИВОТОЧЯЫМ КОЛЬЦеВЫЛ
соплом.
Однако лри термообработке проката на металле образуется ларовая рубашка. Перед противоточным соплом наблюдается ловыщенное давление хладагента, приводящее к переполнению осушающей лроводки хладагентом, что затрудняет «сбив его с ловерхаости проката и приводит к интенсивному выбросу хладагента на последующее оборудование.
Цель настоящего изобретения - улучщение гидр.одинамических характеристик охлаждающей проводки и обеспечение более полного сброса отработанного хладагента.
Это достигается тем, что охлаждающая проводка имеет два перфорирО ванных участка, первый из которых но ходу нроката :снабжен яаклонными к оси проводки отверстиями, направляющими хладагент по ходу проката, и расположен в напорном коллекторе, а второй участок снабжен отверстиями, имеющими наклон в сторону, лротивополож-ную отверстиям первого участка, и расположен в общем ;полом корпусе с осушающей проводкой. Осущающая проводка снабжена дополнительным противоточным кольцевым соплом на приемной воронке, а между обоими соплами стенка проводки имеет минимум одно отверстие для удаления хладагента.
Па нижнем полупериметре сечения о.хлаждающей проводки отверстия перфорации первого участка имеют увеличенный диаметр по сравнению с отверстиями верхнего полупериметра.
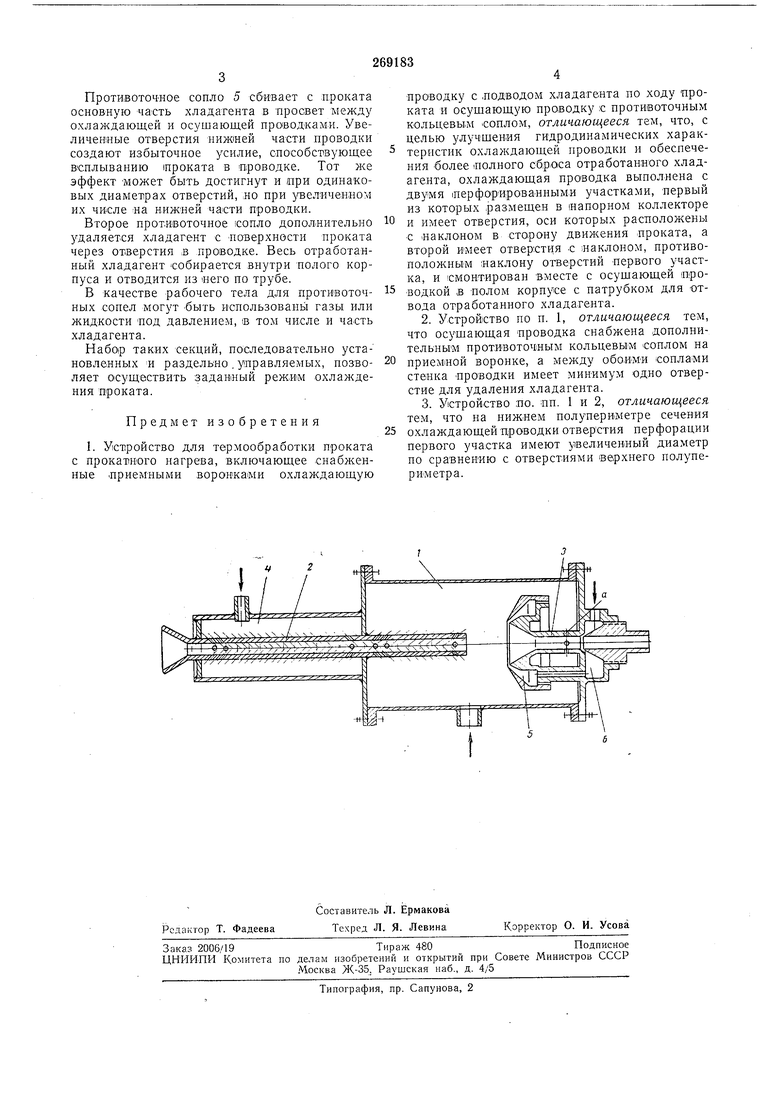
Па чертеже изображено описываемое устройство.
В корпусе / устройства смонтированы охлаждающая 2 и осушающая 3 проводки. Охлаждающая проводка 2 частично заключена в коллектор 4. Осушающая проводка 3 имеет два противоточпых сопла 5 и 6, между которыми ее стенка снабжена отверстием а.
При работе движущийся прокат иа первом
перфорированном участке проводки 2 охлаждается дущированием, причем тонкие струи подаваемого под давлением хладагента разрушают образующуюся паровую рубащку. В конце этого участка полость проводки переполняется хладагентом, в результате чего он находится под некоторым избыточным давлением.
Противоточное сопло 5 сбивает с проката осповную часть хладагента в просвет между охлаждающей и осушающей проводками. Увеличенные отверстия нижней части проводки создают избыточное усилие, способствующее Всплыванию 1проката в ороводке. Тот же эффект может быть достигнут и ори одинаковых диаметрах отверстий, ло при увеличенном их числе на нижией ча1сти проводки.
Второе прохивоточное сопло дополнительно удаляется хладагент с Новерхности проката через отверстия в проводке. Весь отработанный хладагент собирается внутри полого корпуса и отводится из «его по трубе.
В качестве рабочего тела для иротивоточных соиел могут быть нснользовань газы или жидкости ПОД давлением, в том числе и часть хладагента.
Набор таких секций, последовательно установленных и раздельно . управляемых, позволяет ОСущаствить заданный реж,И1М охлал дения проката.
Предмет изобретения
1. Устройство для термообработки проката с прокатного нагрева, включающее снабженные .приемными воронками охлаждающую
проводку с .подводом хладагента по ходу проката и осушающую проводку с противоточным кольцевьш соплом, отличающееся тем, что, с целью улучшения гидродинамических характеристик охлаждающей проводки и обеспечения более лолного сброса отработанного хладагента, охлаждающая проводка выполнена с двумя лерфорироваиными участками, первый из которых размещен в иапорном коллекторе и имеет отверстия, оси которых расположены с наклоном в сторону проката, а второй Имеет отверстия с наклоном, противоположным :наклону отверстий первого участка, и смонтирован вместе с осущающей проводкой в полом корпусе с патрубком для отвода отработанного хладагента.
2.Устройство по п. 1, отличающееся тем, что осушающая проводка снабжена дополнительным противоточным кольцевым соплом на приемной воронке, а между обоими соплами стенка проводки имеет минимум одно отверстие для удаления хладагента.
3.Устройство по. пп. 1 и 2, отличающееся тем, что на нижнем полупериметре сечения
охлаждающей проводки отверстия перфорации первого участка имеют увеличенный диаметр по сравнению с отверстиями верхнего полупериметра.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ДЛИННОМЕРНОГО ПРОКАТА | 2005 |
|
RU2282512C1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРУЕМОГО ОХЛАЖДЕНИЯ ПРОКАТА | 2001 |
|
RU2174881C1 |
| Устройство для совместного охлаждения проката,преимущественно арматурной стали,и прокатных валков | 1982 |
|
SU1080892A1 |
| Устройство для термообработкипРОКАТА | 1979 |
|
SU846571A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ТРУБ В МНОГОКЛЕТЬЕВОМ ПРОКАТНОМ СТАНЕ | 2004 |
|
RU2254189C1 |
| УСТРОЙСТВО ДЛЯ УСКОРЕННОГО ОХЛАЖДЕНИЯ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2176940C2 |
| Устройство для термической обработки и гидротранспортирования прокатных изделий | 1981 |
|
SU1002372A1 |
| Устройство для охлаждения движущегося проката | 1991 |
|
SU1788918A3 |
| Устройство для поверхностной обработки проката | 1981 |
|
SU1002371A1 |
| ВСЕСОЮЗНАЯ I | 1973 |
|
SU388035A1 |
