Известный иресс для брикетирования порошкообразного материала, например асбофрикционных формовочных масс, содержит станину, параллельно установленные на приводных валах валки с ребордами, ограничиБающими формовочный ручей, и устройство для регулирования их осевого перемещения, имеющее осевой штурвал.
Повышение производительности пресса и возможность одновременного брикетирования изделий разных размеров обеспечивается тем. что пресс снабжен установленными на валах последовательно имеющимся валкам и взаимно действующими между собой дополнительными валками, также абразующими формовочные ручьи, а устройство для регулирования снабжено регулировочными винтами, обеспечивающими относительное перемещение валков и размещенными в валках параллельно их валам. При этом винты имеют несколько взаимодействующих с валками участков с разным резьбовым шагом или могут быть установлены коицентрично, -и каждый из них взаимодействует с -соответствующим валком.
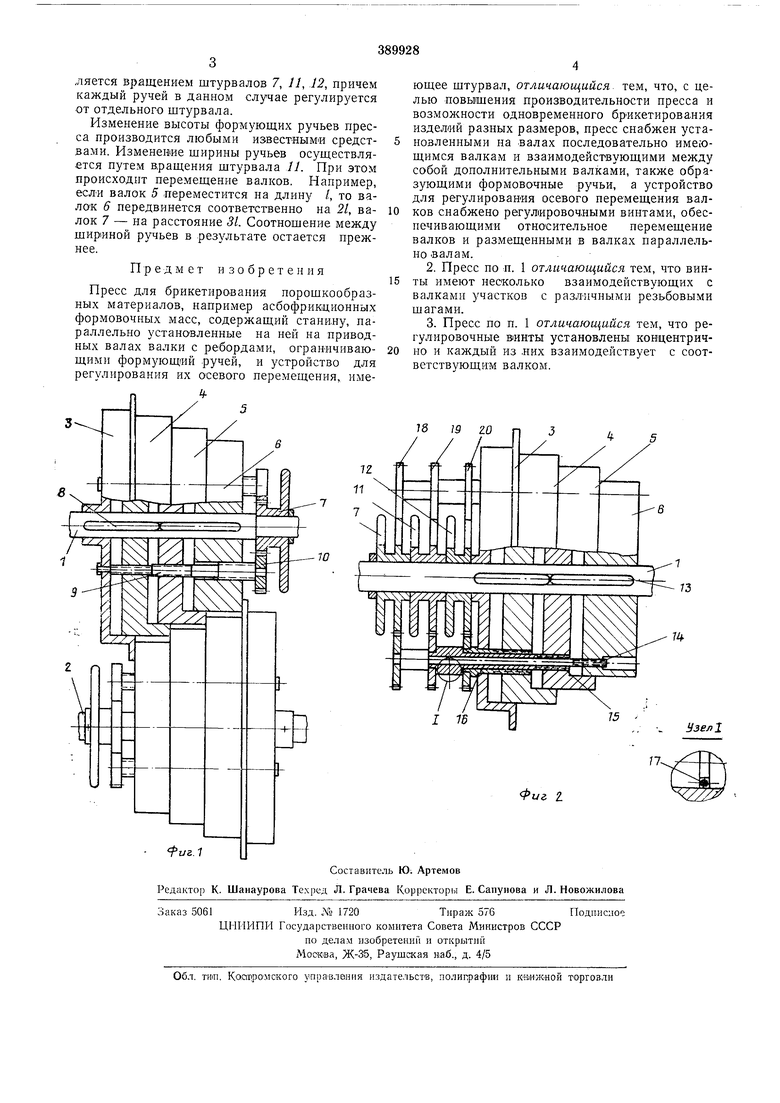
На ф.иг. 1 представлен разрез основной рабочей части .пресса по плоскости, проходящей через оси валков; .на фиг. 2 - другой вариачт выполнения валка пресса.
Предлагаемый пресс имеет следующую конструкцию. В подшипниках (на чертеже не похазакы) па общей раме вращаются навстречу одни другому валы 1 и 2, приводимые во вращение, например, электродвигателем через блок-редуктор и универсальные шпиндели.
На валу / смонтированы реборда 5 (неподвижно относительно вала), валки 4, 5, 6 (подвижно относительно вала в осевом направлении), штурвал 7 (с возмом ностью вращения).
Связь между валом /, ребордой 3 и валками 4, 5, 6 осуществляется ири помощи шпонок 8. В валки ввернуты винты 9, резьбы которых на различных участках выполнены с различными шагами. Шаги резьбовых отверстий в валках также различны и в валках 5 и 6 соответст-вевно в два и три раза больше шага резьбы в о-Т верстиях валка 4. На концах винтов 9 закреплены шестерни 10. По другому вариаиту на валу 1 (на фиг. 2 вал 2 не показан) смонтированы: реборда 3 (неподвижно), валки 4, 5, 6 (подвиЖНО в осевом паиравлении), штурвалы 7, //, 12 (с возможностью врашения). На валу 1 смонтирована шпонка 13.
В валок 6 ввернут винт 14, в валок 5 - полый винт /5, в валок 4 -полый винт 16. Винт 14 застопорен относительно винта 15 любыми средствами, например штифтом 17. На концах винтов }4, 15, 16 закреплены шестерни 18. 19, 20.
Изменение ширииы ручьев пресса осуществ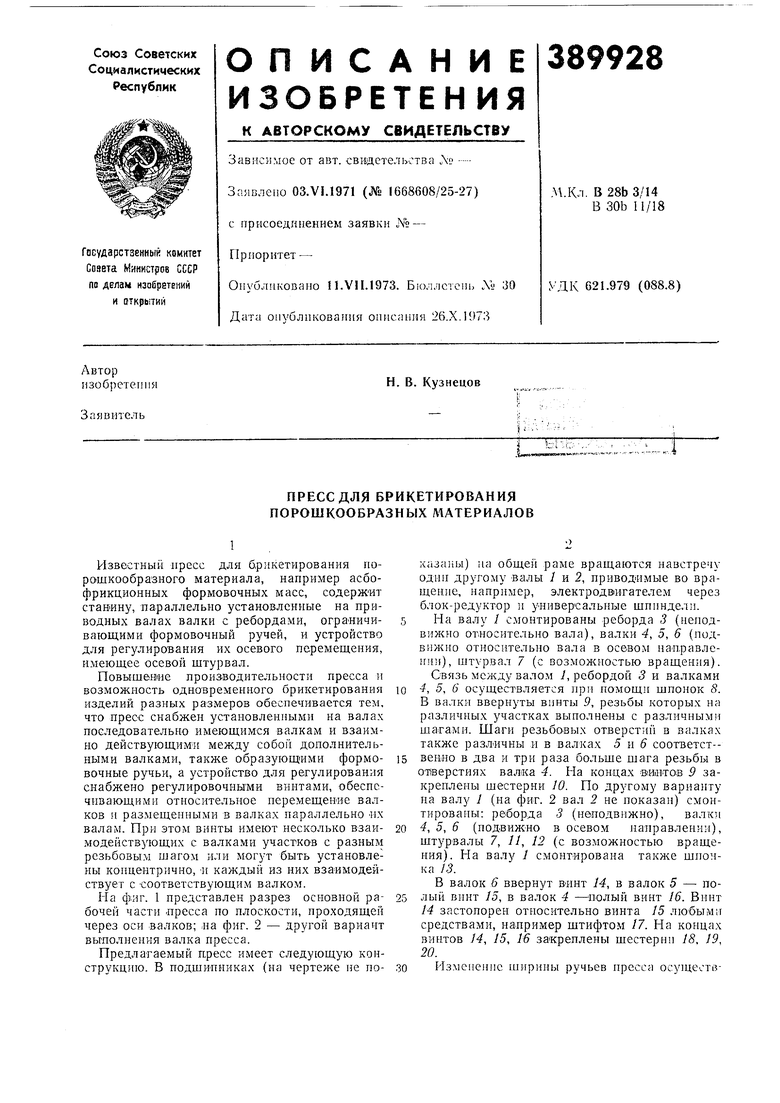
| название | год | авторы | номер документа |
|---|---|---|---|
| Валковый пресс для брикетирования материалов | 1974 |
|
SU612795A2 |
| ВАЛКОВЫЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ МАТЕРИАЛОВ | 1971 |
|
SU297481A1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ЗАКЛАДОЧНОЙ СМЕСИ ИЗ ШЛАМОВЫХ ОТХОДОВ И НЕКОНДИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2030592C1 |
| Ш-ТЕХЙРЕСШ БИБЛИОТЕКА | 1971 |
|
SU321383A1 |
| ВАЛКОВАЯ ДРОБИЛКА "ВИКМАКС" И СПОСОБ ФИКСАЦИИ ЗУБЧАТЫХ ДИСКОВ НА ЕЕ ВАЛКАХ | 1991 |
|
RU2023505C1 |
| ВАЛКОВАЯ ДРОБИЛКА "ВИКМАКС-1" | 1991 |
|
RU2023506C1 |
| Устройство для напрессовки пленки | 1985 |
|
SU1477256A3 |
| СПОСОБ ОБРАБОТКИ РУЧЬЕВ И КАНАВОК НА ВАЛКАХ ИЛИ ШАЙБАХ | 1993 |
|
RU2121908C1 |
| Рабочая клеть формовочного стана | 1983 |
|
SU1121079A1 |
| ФОРМОВОЧНАЯ КЛЕТЬ | 2011 |
|
RU2476282C1 |
