1
Изобретение относится к -области изготовления искусственной кожи из полимерных материалов.
Известен способ изготовления искусственной кожи, например верха обуви, путем загрузки в форму полимерной композиции и листовой подложки с последующим их нагревом.
Однако известный способ не обеспечивает хорошего .качества наружной поверхности заготовки из искусственной кожи из-за наличия на ней пор.
Цель изобретения - улучшить внешний вид материала и устранить образование пор в поверхностном слое.
Согласно предлагаемому способу изготовляют форму, полость которой соответствует форме предмета, из материала на основе силикона с малыми диэлектрическими потерями, позволяющего получать отраженное и точное воспроизведение вышеуказанного предмета.
Пропитывают покрытие из поглощающего материала (слоя пористого хлорвинила) пластмассой в виде порошка или почти желатинирова.нной пасты такого же химического состава (из полихлорвинила), обладающей подобно этому покрытию высоким коэффициентом диэлектрических потерь. На покрытие из
поглощающего материала, пропитанного пластмассой, накладывают подложку из кожи, ткани или другого подобного материала. Обеспечивают тесную связь компонентов
изделия под комбинированным действием давления, приложенного к полости на сочетание, состоящее из пропитанного покрытия и подложки, и электрического поля высокой частоты, вызывающего лишь нагревание, желатинирование и плавление пл1астмасс, из которых состоит покрытие из поглощающего материала и порошка.
Таким образом, при создании давления сочетание полностью сплющивается краями полости и только деформируется дном ее, форму которой полностью принимает.
В процессах расплющивания и деформации и одновременно в процессе желатинирования вытесняется воздух, содержащийся в пластмассе, которой пропитано покрытие из поглощающего материала, таким образом получают изделие, поверхность которого имеет вид, аналогичный форме полости.
Кроме того, во время деформации н плавления покрытие из поглощающего материала задерживает пластмассу, мешая ей вытекать из полости, т. е. ояособствует получению изделий лучшего вида.
Помимо ЭТОГО во время повышения температуры до необходимой для желатинирования покрытие из поглощающего материала тесно связано с порошком или пастой, которой оно пропитано, .и способствует образованию с последней гомогенного слоя пластмассы.
Желательно, чтобы покрытие поглощающего материала имело первоначально толщину, превышающую глубину полости формы.
В одном варианте изобретения для повыщения механического сопротивления изделия к первому покрытию из поглощающего материала в полости формы для первого покрытия присоединяется другое покрытие из поглощающего материал-а, отличающееся по своим свойствам от первого покрытия тем, что не плавится при температуре желатинирования. Второе покрытие может быть стеклотканью, фетром, хлопчатобумажной тканью или тканью из резины или другого тканого или нетканого материала.
Второе покрытие из поглощающего материала сжимается вместе с первым и носле желатинирования представляет одно целое с изделием, арматуру которого составляет. Благодаря этому изделие отличается гораздо большим механическим сопротивлением, чем подобные изделия без арматуры.
В Предпочтительном варианте изобретения пигменты, обладающие теми же химическими свойствами, что и пластмассы, составляющие покрытие из поглощающего материала и порощка (но другой окраски), укладывают полностью или частично в полость до накладывания покрытия из поглощающего материала. Покрытие прошнтывают пластмассой, чтобы во время желатинирования пигменты сочетались с другими составляющими пластмассы для местного окрашивания всей массы издеЛИЯ.
Предлагаемый способ иллюстрируется чертежами.
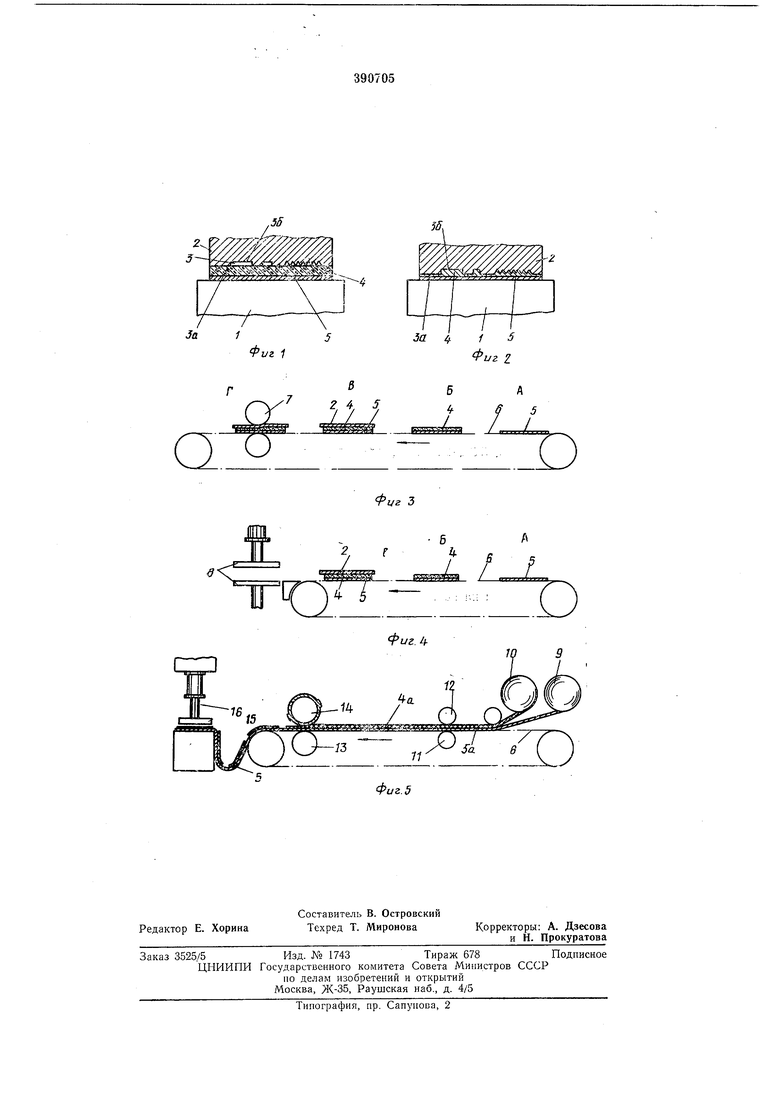
На фиг. 1 и 2 схематически показан в большом масштабе лист поглощающего материала (вид сбоку, частично в разрезе), соответственно перед и после его деформации в полости формы); на фиг. 3-5 - три варианта выполнения устройства для осуществления предлагаемого способа (виды сбоку, частично в разрезе).
На фиг. 1 и 2 позиция / обозначает неподвижную подложку, расположенную против формы 2, перемещаемой в вертикальном направлении и включающей полость 3, профиль и толщина которой соответствуют профилю и толщине получаемого изделия.
Форма 2 получается литьем по модели выполняемого изделия из материала на силиконовой основе с малыми диэлектрическими потерями, благодаря чему получают полое и очень точное вооп рои заведение указанного изделия. Желательно, чтобы таким материалом была силиконовая резина типа силастаен. Этот материал отличается тем, что готовое изделие можно удалять из формы в горячем состоянии.
Каждое изделие состоит из по1крытия 4 из поглощающего материала, в частности из полихлорвиниловой ваты или губчатого полихлорвинила, накладываемого на подложку 5 из КОЖ1И, ткани или аналогичного материала.
Покрытие из поглощающего материала, толщина которого превышает толщину полости, с помощью любых известных средств полностью пропитывается пластмассой в парообразном или порошкообразном состоянии, в частности хлорвинилом.
Покрытие и паста состоят из пластмассы с одинаковыми химическими свойствами. Они могут состоять также из веществ, не относящихся « группе хлорвинилов, при условии, что эти вещества обладают высоким коэффициентом диэлектрических потерь, что позволяет желатинироватьих токами высокой частоты.
Когда покрытие 4 вместе с подложкой 5 уложено между неподвижной подложкой 1 и полостью 3 формы 2, оно подвергается сжатию. Под действием этого усилия материал, из которого состоит покрытие, полностью сплющивается краями За полости 3 и толыко деформируется дном 36 этой полости, форму которой оно полностью принимает в конце сжатия, как изображено на фиг. 2.
Одновременно со сжатием пластмассы составляющие покрытия 4 и пропитывающую его пасту доводят до температуры желатинирования под действием токов высокой частоты. В результате этого покрытие из поглощающего материала тесно связывается с пастой, образуя гомогенный слой пластмассы, соединенный с подложкой 5. Подложка 5 выбирается из материала, коэффициент диэлектрических потерь которого такой, что под действием токов высокой частоты это покрытие подвергается лишь очень небольшому повышению температуры, без всякой опасности повреждения.
Во время желатинирования пластмассы пузыри, образующиеся в материале, из которого состоит покрытие 4, свободно проходят через структуру этого материала, что мешает пластмассе переги1баться за край полости под действием давления.
Покрытие 4 имеет большое значение, так как оно обеапечивает последовательно сохранение пластмассы перед и во время сжатия и облегчает удаление пузырей, образующихся в процессе желатинирования.
С щелью увеличения механического сопротивления изделия к первому покрытию присоединяется второе покрытие из поглощающего материала. Второе покрытие отличается от первого Х|Имическими и диэлектрическими свойствами; яе расплавляется в процессе желатинирования; может, в частности, состоять из стеклоткани, фетра, хлопчатобумажной и резиновой ткани, а также из любого тканого или нетканого материала.
В предпочтительном варианте изобретения пигменты из пластмассы с теми же химическими свойствами, что и покрытие 4 и пропитывающая его паста, но другого цвета накладываются в .некоторые части полости до нанесения сочетания, состояпдего из покрытия или покрытий из поглощающего материала и подложки. В процессе изготовления изделия и под действием токов высокой частоты пигменты плавятся и соеди-няются с пластмассой, из которой СОСТОИТ изделие, придавая ему местную окраску.
Такую окраску можно использовать для украшения всего или части изделия, в частности, для частей, воспроизводящих щвы, если речь идет о деталях обуви.
Обеспечивая полые зоны в полости, можно даже выполнять декоративные элементы на самом изделии одновременно с его изготовлением.
Покрытие 4 и подложку 5 можно предварительно вырезать или не вырезать в зависимости от внутреннего профиля полости выполняемого изделия. Точно так же пропитку покрытия 4 поглощающимся материалом можио осуществлять либо перед, либо после накладывания иа подложку 5 с помощью пропитывающих цилиндров или частично с помощью экранов трафаретной печати.
Изображенное ла фиг. 3 устройство для осуществления предложенного способа состоит в основном из ленточного транспортера 6, непрерывно перемещающегося в направлепии, указанном стрелкой. Устройство включает посты А-Г. А - подложка 5 укладывается на ленту. Б - покрытие из поглощающего материала, предварительно пропитанного порошком полихлорвинила, накладывается на подложку. В - форма 2 с открытой вниз полостью накладывается на оба слоя. Г - пост желатинирования.
На посту Г нажимные ролики 7, расположенные один над другим и вращающиеся с постоянной скоростью, соответствующей скорости движения ленточного транспортера, интенсивно прижимает форму 2 к П01крытию 4 и к подложке 5. Ролики 7 присоединены к клеммам цепи высокой частоты для .доведения пластмассы до температуры желатинирования.
В другом варианте выполнения, представленном на фиг. 4, оба ролика 7 заменены плитами 8 механического или гидравлического пресса, которые одновременно со сжатием покрытия 4, заключенного .между формой 2 и подложкой 5, обеспечивают желатинирование пластичной массы с помощью токов высокой частоты. Каждая плита присоединяется к одной клемме электрической цепи высокой частоты.
Устройство, изображенное на фиг. 5, позволяет непрерывно изготавливать любое требуемое изделие. Состоит в основном из ленточного транспортера 6, который перемещается в направлении, указанном стрелкой и к которому последовательно подводятся непрерывная подложка 5а, разматываемая с катушки 9 и непрерывное покрытие 4а, разматываемое с
катущки 10. Оба располол енных один над другим элемента проходят через два ролика /) и 12, из которых ролик // обеспечивает пропитку покрытия 4а. Эти покрытия и подложка затем проходят между двумя нажимными роликами 13 и 14. Ролик 14 снабжен облицовкой из материала на основе силикона и содержит полость выполняемого изделия. Каждый из роликов 13 и 14 также прнсоединен к одному зажиму электрической цепи высокой частоты и доводит пластмассу до температуры желатинирования.
Выполненные таким образом изделия 15 после этого отделяются друг от друга с помощью пресса 16, включающего резак для обуви, отрезающий их от подложки 5.
Этот способ особенно интересен при изготовлении деталей предметов или изделий относительно небольшой толщины, порядка 0,5-
3 мм, и в частности для выполнения деталей, используемых в производстве обуви, кожевенных изделий и других, но, .конечно, его .можно применять и при изготовлении предметов более значительной толщины.
Наконец, в предпочтительном варианте покрытие из поглощающего материала пропитывается пастами или порошками из пластмассы, обладающи1ми теми же химическими свойствами, но различной пластичности, т. е. имеющими каждая различиый процент пластификатора.
Таки.м образом, после желатинирования токами высокой частоты полученное изделие представляет собой упругие части, соответствующие зонам, пропитанным настой, в которых имеется наибольшее количество пластификатора, .и жесткие части, соответствующие зонам, пропитанным пастой с наименьщим количеством пластификатора.
Таким образоаМ можно изготовлять одним процессом элементы обуви, состоящие из усиленных зон, например каблук с его задником и верх с твердым носком. Можно обеспечить местное усиление некоторых частей обуви. Жесткость жестких частей зависит от пластичности применяемой пасты, от толщины покрытия из поглощающего материала, пропитанного этой пастой, и от процента пронитки этого покрытия.
Предмет изобретения
Способ получения листового материала путем формирования на волокнистой подложке слоя на основе полнвинилхлорида с последующим термопрессованием, отличающийся тем, что, с целью улучщения внещнего вида материала и устранения образования пор в поверхпостном слое, формирование слоя поливинилхлорида производят из пористого или волокннстого ноливинилхлорида, пропитанного пастообразным ноливинилхлоридом или наполненного порошкообразным поливинилхлоридом.
Фиг 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения облицовочных материалов | 1941 |
|
SU66008A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОГО ПОЛИМЕРНОГО ПОКРЫТИЯ | 1973 |
|
SU391784A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИНЧАТОГО ИЗДЕЛИЯ И ПЛАСТИНЧАТОЕ ИЗДЕЛИЕ | 2012 |
|
RU2587155C2 |
| ИЗОЛИРУЮЩАЯ СТРУКТУРА С ЭКРАНАМИ, ФОРМИРУЮЩИМИ ЭЛЕКТРИЧЕСКОЕ ПОЛЕ | 2007 |
|
RU2432633C2 |
| ГЕМОСТАТИЧЕСКИЙ РАСТВОР, ГЕМОСТАТИЧЕСКОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2023 |
|
RU2827960C1 |
| ИЗДЕЛИЕ С ДЕКОРАТИВНЫМ ПОКРЫТИЕМ, СОДЕРЖАЩИМ ЛЮМИНОФОРЫ (ВАРИАНТЫ) | 2010 |
|
RU2417902C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДЛОЖКИ ДЛЯ ПЕЧАТНЫХ ПЛАТ | 1992 |
|
RU2079987C1 |
| МНОГОСЛОЙНЫЕ ПИГМЕНТЫ НА ОСНОВЕ СТЕКЛЯННЫХ ЧЕШУЕК | 2002 |
|
RU2323238C2 |
| Паста, поглощающая электромагнитное излучение СВЧ диапазона | 2023 |
|
RU2812639C1 |
| СИСТЕМА ПОКРЫТИЯ ИЗДЕЛИЯ, ИМЕЮЩЕГО ХОЛОДНЫЙ ТЕМНЫЙ ЦВЕТ, И СПОСОБ КОНТРОЛЯ ПОВЫШЕНИЯ ТЕМПЕРАТУРЫ ИЗДЕЛИЯ | 2008 |
|
RU2414307C1 |
2f
гт
Z.
