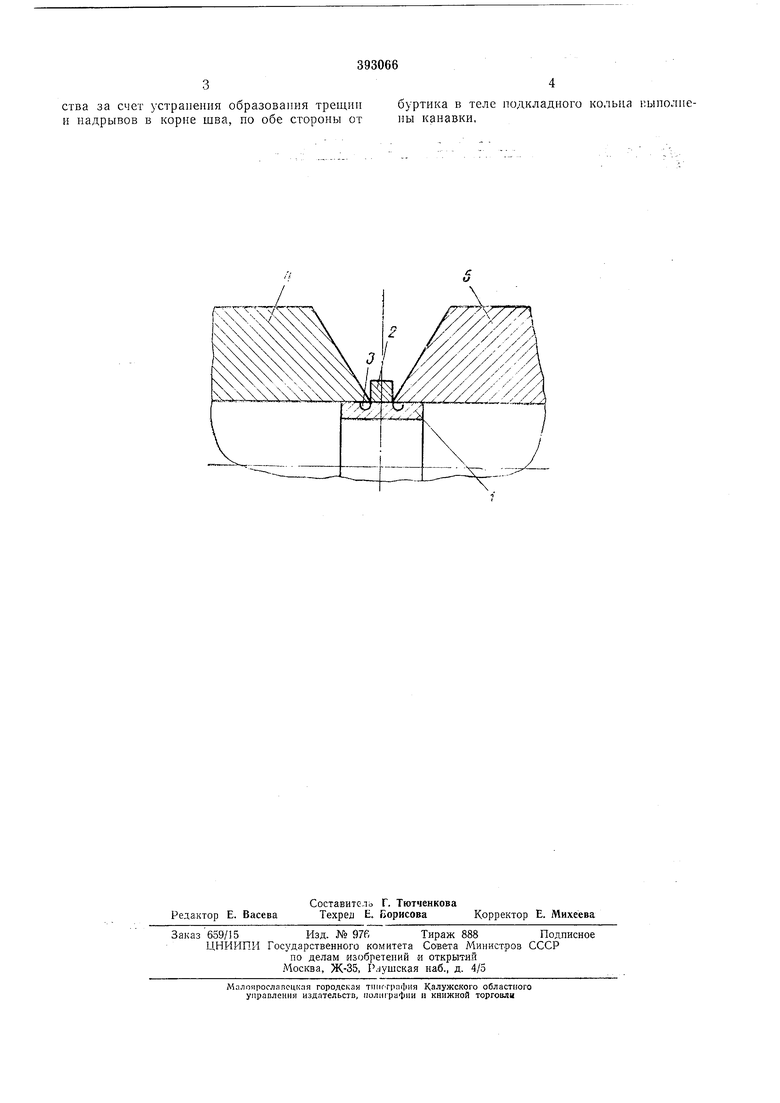
Изобрстонпе относнтся к электрической СГ1Л)К , и.паилекнем к может быть нспользоisaiio для сварки Силковых труб, а также листовых стыковых соединеши. Из1 естио форл111руюн1,ее устройство для .м11огог1|)оход|1оГ1 снаркн кольцевых CTiiiKOB, вынолпепное в виде подкладного кольца с расплавляющимся буртиком, помещенным в кор1гевую часть стыка. Недостатком этого устройства является наличие в корне нлва адрывов и трещин из-за жесткости соедипення. Предлагаемое уст1)ойство отличается от известного тем, что но обе стороны от буртика в теле подкладного кольца выполнены канавки. Это позволяет устранить об)азованне трещин и надрывов в корне шва за счет жесткости подкладного ко-.чьца в местах расноложепия канавок н умежьшсиня концентрации 1 «пря;кений в местах образования надрывов вследствие плавного перехода канавки от зазора между подкладным кольцом и внутре(ней стенкой трубы . к сформировавшемуся KC-piJio шва. Канавки благоприятствуют также снижению напряженного состояния в корне шва в процессе дттаметральной и угловой деформации стыка при сварке. На чертеже изображено предлагаемое фор миру юпюс устройство. Подкладное кольцо (подкладка) У, нмеюHiee буртик 2 с заданным хпмическнм составом и канавкн 3, находится между кромкамн свариваемых деталей 4 и 5. Работает устройство следующим образом. Прн сварке корневого прохода буртик 2 расилавляется, легирует щов и образует неразъемное соеднпепие сварпваемых кромок с подкладным кольцом /. Капавкп 3 не заполняются расплавленным металлом, благодаря чему при заиолпенпн разделки между свариваемыми кромками уст|1аняется возможность образовання надрывов н трещин тина «усов. Благодаря наличню канавок при заполпе1П1И разделки любым способом сварки устраняется образование нядрывов н трешни в корне шва. П 13 е д М е т и з о ij р е т е н и я Формирующее устройство, иреимущественно для многопроходной сварки кольцевых стыков, выиолненное в виде иодкладного кольца с расплавляющимся буртиком, помещенным в корневую часть стыка, отличающееся тем, что, с целью повыщеиия каче3ства за счет устранения образовання трещин и надрывов в корне шва, по обе стороны от 4 буртика в теле подкладного кольца кынолнены канавки,
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОНСТРУКЦИЙ | 2016 |
|
RU2668648C2 |
| СПОСОБ ЗАЩИТЫ СВАРНОГО ШВА ТРУБОПРОВОДА | 2013 |
|
RU2546908C1 |
| Остающаяся металлическая подкладкадля сварки кольцевых швов | 1974 |
|
SU508351A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С КОЛЬЦЕВЫМИ СВАРНЫМИ ШВАМИ | 1995 |
|
RU2080226C1 |
| Способ подготовки под сварку кольце-ВыХ СОЕдиНЕНий ТРуб | 1979 |
|
SU804298A1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОДВОДНОГО ТРУБОПРОВОДА ПРИ ЕГО ПРОКЛАДКЕ | 2010 |
|
RU2588930C2 |
| СПОСОБ ВЫПОЛНЕНИЯ СВАРНОГО СОЕДИНЕНИЯ КОЛЬЦЕВЫХ ОДНОТОЛЩИННЫХ СТЫКОВЫХ СОЕДИНЕНИЙ БИМЕТАЛЛИЧЕСКИХ ТРУБ И/ИЛИ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ТРУБОПРОВОДОВ | 2023 |
|
RU2821448C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ РАЗНОТОЛЩИННЫХ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2024 |
|
RU2837932C1 |
| Способ сварки цилиндрических полых деталей | 1990 |
|
SU1727970A1 |
| СПОСОБ СВАРКИ ПОД ФЛЮСОМ ДЕТАЛЕЙ РАЗЛИЧНОЙ ТОЛЩИНЫ | 2021 |
|
RU2763952C1 |