1
Изобретение относится к области сварки, и частности к остающимся подкладным кольцам для сварки кольцевых швов, и может применяться для сварки стыковых соедиигений, преимущественно жестких деталей, замы:кающим швом.
Известны конструкции остающихся металлических подкладок для сварки кольцев хх швов, выполненные из металлического кольца. Недостатком известных конструкций остающейся металлической подкладки постоямюго сечения является то, что со стороны подкладки в корне шва образуются трещины и надры,вы и в результате снижается качество сва|рйого соединения. Происходит это потому, что в процессе сварки подкладка и часть расплавленного материала деталей из-за .высокотемпературных расширений, .в.ьгзываюпи х радиальное иеремещение, уходят па б6л1)шую величину от целтра, чем они были до сварки, где И происходит формирование корня шва. При остывании подкладка стремится занять первоначальное положение, что вызывает растягивающие напряжения в корНе шва, приводящие к образованию трещин и надрывов.
Целью изобретения является повыщеиие качества сварного соединения путем предотвращения образования трещин и надрывов в корне шва. Для достижения этой цели коль2
цо снабжено компенсаторами высокотемпературных псрол1ещеикй, выполненными в виде поперечных каиавок, расположен пых на поверхности кольца, обращекаюй к стыкуемым деталям, глуби1-:а которы.х не менее зоны проплаБлення кольца, шьрииа не превышает величьпы максима,1ы:о допустимого зазора между cтыкye ы п деталями более, че.м в а расстоянпе можду каиав.ками более четырех дней сварочпой
составляет
ие ванны.
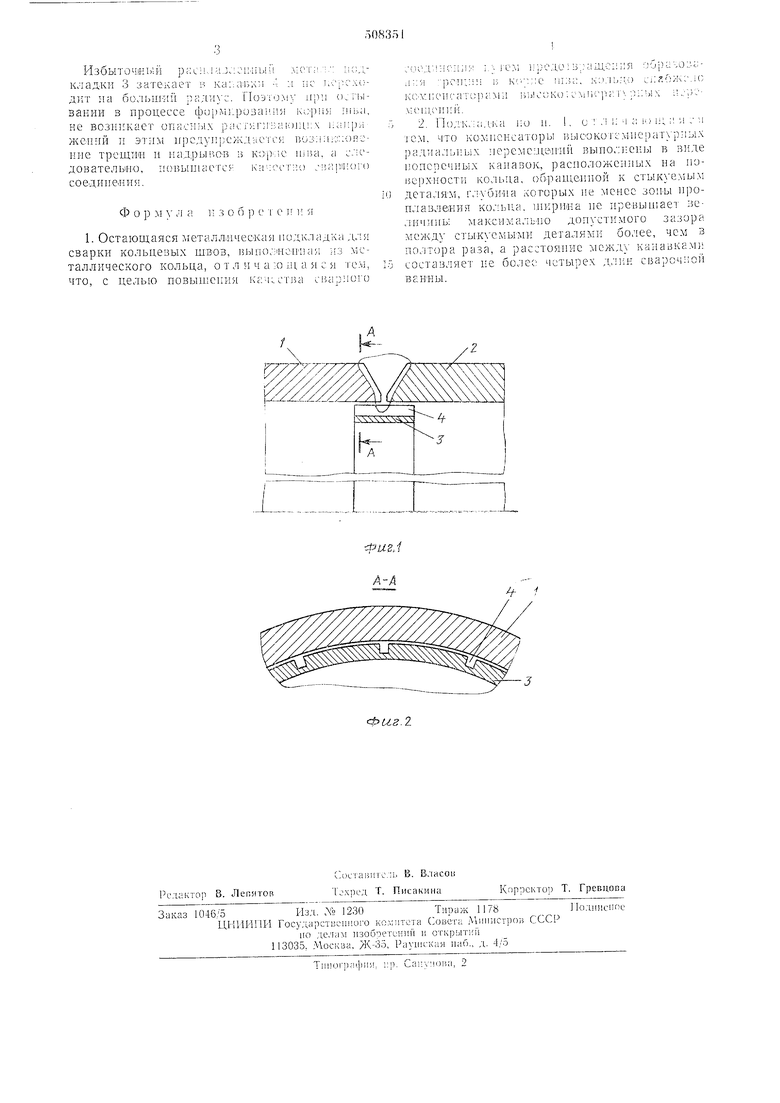
На фпг. изображено стыкового сварного кольцевого соединения па остающейся Д1еталл1гческой подкладке; на фиг. 2 - разрез ио А--А на фиг. i.
Стыкозое сварное кольцевое сосдинепие состоит из соед ;няемых деталей I и 2, остающе 1ся металлическо подкладки 3, выполнен1:ой с комненсагорами высокотемпературных радиальных поремещеиий в виде канавок 4.
При ВЬ;ИОЛ СН ;И КОрНЯ ЩБа ПрОИСХОДИТ
расплавление торцоз соединяемых деталей 1 и 2 и наружных слоев остающейся металлической подкладки 3, при этом паружные слои подкладки имеют возможность температурных перемещенли по окружности в стороны каназСК 4 и не возникает существенных )велнчений радиа; Ы;ых размеров подкладки 3.
избыточный pHcnja.j ::iMib ii :;: клайкк 3 затекает н Ka::aiiA;i --. :i iic i.vдит па 6o;ibUH u радиус. и;) вании в процессе ljo)Mi:poBaiii si .4 не возникает oiiaciniix рае гяги акидкч i: жеппй н этим предупреждается возаи;: нне трещим и надрыр.ои is )ле ujiui, а довательчто, повышаете;- 1 ач;чт;и) . соедипелия.
1. Остающаяся .штал.аичеокая подк.ладк; сварки кольцевых щвов, iiwrio::-iHeniia;.i и:; таллического кольца, о т л н ч а :о щ а я е я что, с целью повышения KP/TLCTIUI ei5ap
;;i.i,Ka но 11. I. с 1 .1 i: a a lo |Д ;: л j ;i Юлн что компенсаторы 1 ыеокотем11ератур11ых paдиaл;JHыx иереуе:.цеагий выцо.-;нены в виде 1.и:)перечных KaiiaBoiv, раеноложеиных на поверхности кольца, обращешюн к стыкуемым детадям, глубина которых не менее зоиъ ироплавления кольца, щнрина не иреБын1ает величины максимально допустимого зазора между стык емьгмн детадями более, чем з полтора раза, а раестояиие канавкам): еоетавляет не более четырех длин сварочиой
ВЕННЫ,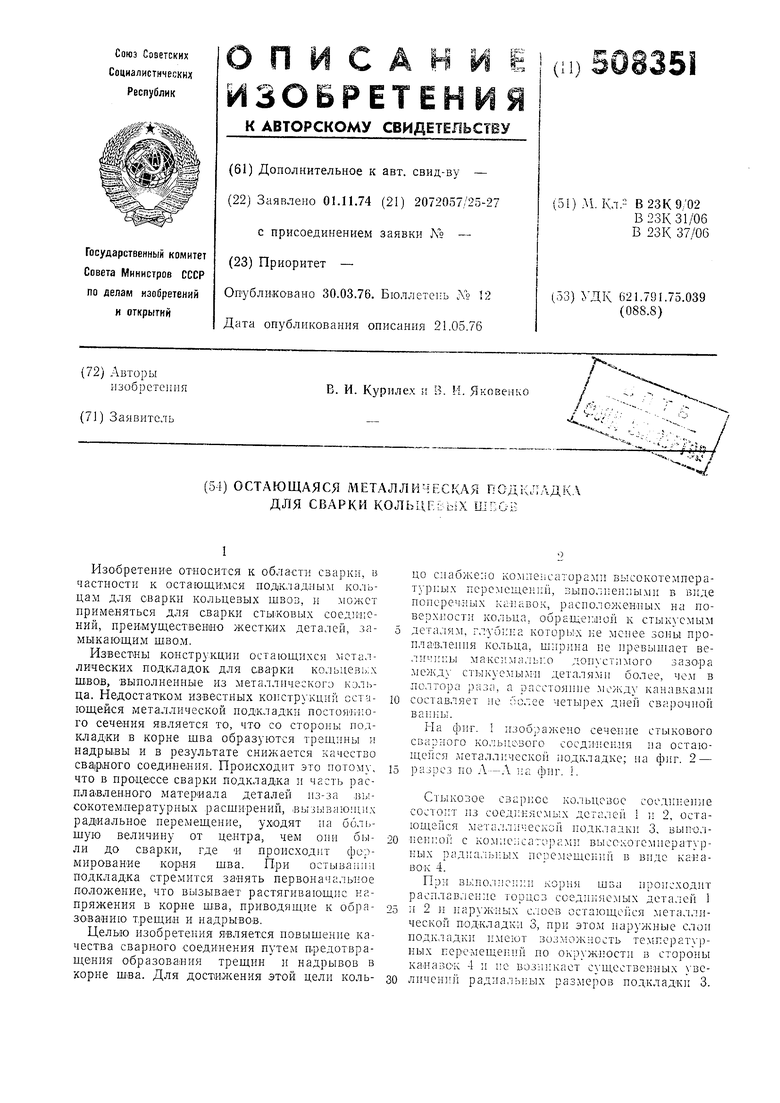
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ С ТРУБОПРОВОДОМ | 2003 |
|
RU2267388C2 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| Конструкция сварного соединения балок | 1978 |
|
SU863224A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ОСЕСИММЕТРИЧНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2011 |
|
RU2454307C1 |
| Картер ведущего моста транспортного средства | 1979 |
|
SU925685A1 |
| Способ электронно-лучевой сварки закрытых сферических и цилиндрических сосудов и защитное приспособление для его реализации | 2020 |
|
RU2733964C1 |
| СТЫКОВОЕ ЗАМКОВОЕ СОЕДИНЕНИЕ | 1990 |
|
SU1697347A1 |
| Способ изготовления сварных стыковых соединений многослойных тонкостенных конструкций звукопоглощающих панелей | 2022 |
|
RU2803617C1 |
| СПОСОБ ВЫПОЛНЕНИЯ СВАРНОГО СОЕДИНЕНИЯ КОЛЬЦЕВЫХ ОДНОТОЛЩИННЫХ СТЫКОВЫХ СОЕДИНЕНИЙ БИМЕТАЛЛИЧЕСКИХ ТРУБ И/ИЛИ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ТРУБОПРОВОДОВ | 2023 |
|
RU2821448C1 |
| СПОСОБ СВАРКИ ПОД ФЛЮСОМ ДЕТАЛЕЙ РАЗЛИЧНОЙ ТОЛЩИНЫ | 2021 |
|
RU2763952C1 |
J
Фиг.2
