Одним из основных требований, предъявляемых к гальваническим .покрытиям, является требование определенной толщины слоя покрытия; особенно это имеет место для покрытий хромом. Так как толщина слоя покрытия обычно заключается в пределах нескольких сотых, а иногда и тысячных долей миллиметра, то обмер должен производиться с больщой точностью. Предлагаемый прибор для определения толщины покрытия на стальных деталях основан на свойствах постоянного магнита, сила взаимодействия которого с деталью меняется сообразно с изменением толщины слоя вещества, покрывающего деталь и более инертного в магнитном отношении, нежели железо.
Если один из полюсов магнита постепенно суживается на острие, заканчивающееся однако не иглой, а перпендикулярнойос и магнита площадкой в 1 мм, то при прикосновении к этому острию стальной детали масса ее вещества, находящаяся в практической сфере действия магнита, окажетси весьма незначительной. Следствием этого, будет то, что правильность весьма заметных колебаний силы притяжения, происходящих даже от незначительных (0,01 или + ±0,005 мм) изменений слоя покрытия, не будет нарущаться колебаниями, зави(525)
сящими от профиля детали, ее массы, марки стали и т. д. Это происходит вследствие того, что эти последние колебания слищком незначительны в сравнении с первыми.
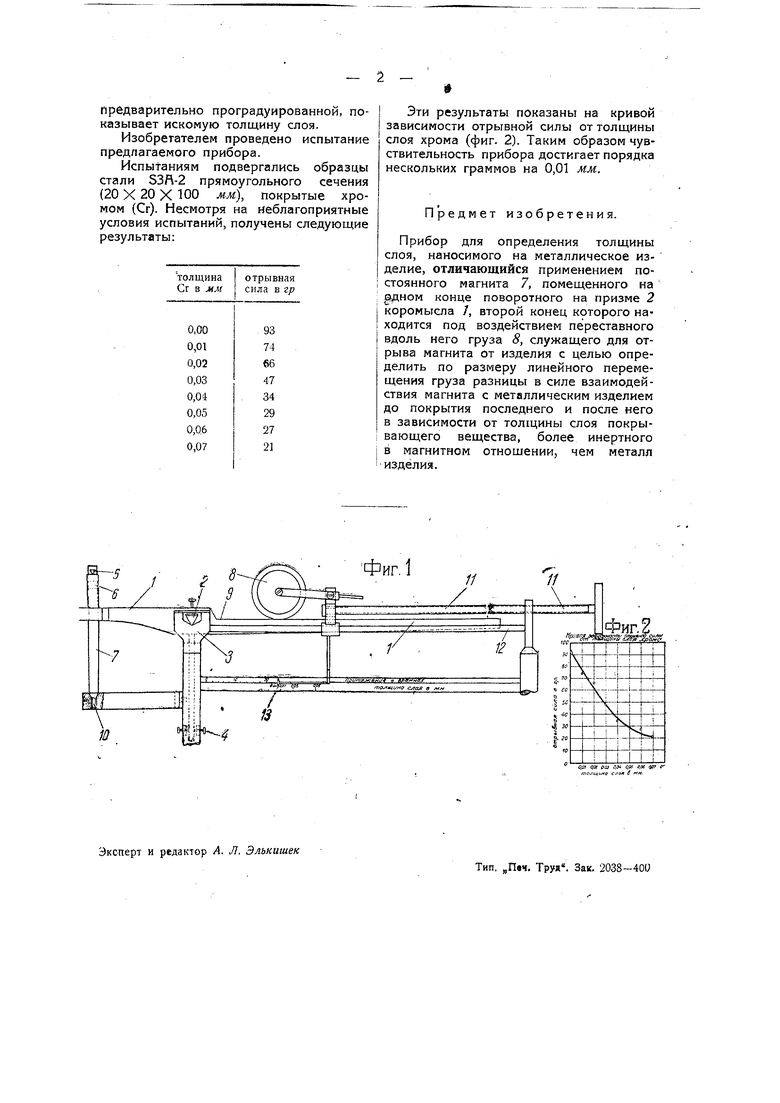
На чертеже фиг. 1 изображает предлагаемый прибор, а фиг. 2 дает кривую с результатами испытаний прибора.
Прибор состоит из неравноплечего коромысла 7, свободно качающегося на призме 2, поддерживаемой подставкой 5. Винты - подставки не позволяют коромыслу производить слищком большие, ненужные колебания. На коромысле / при помощи призмы 5 и крючка б укреплен магнит 7, нижний конец JO которого помещен в гнезде, лишающем его возможности совершать колебания в горизонтальной плоскости. В состоянии покоя вес магнита уравновешивается длинным плечом коромысла 7 и грузом в виде ролика 5, когда этот последний касается плеча в точке 9.
Когда же к концу JO магнита 7 подводится и прижимается стальная или железная деталь, равновесие нарушается, и чтобы его восстановить, необходимо ролик 8, при посредстве винта 77, движущегося по направляющим 72, передвигать вправо, пока магнит не оторвется от детали. Тогда прекращают вращение винта, и стрелка 75 на шкале,.
предварительно проградуированной, показывает искомую толщину слоя.
Изобретателем проведено испытание предлагаемого прибора.
Иcпыtaниям подвергались образцы стали 53Д-2 прямоугольного сечения (20 X 20 X 100 мм), покрытые хромом (Сг). Несмотря на неблагоприятные условия испытаний, получены следующие результаты:
толщина
отрывная Сг в JHM сила в гр
93 74 66 47 34 29 27 21
Эти результаты показаны на кривой зависимости отрывной силы от толщины слоя хрома (фиг. 2). Таким образом чувствительность прибора достигает порядка нескольких граммов на 0,01 мм.
Предмет изобретения.
Прибор для определения толщины слоя, наносимого на металлическое изделие, отличающийся применением поI стоянного магнита 7, помещенного на ; дном конце поворотного на призме 2 коромысла /, второй конец которого находится под воздействием переставного вдоль него груза 8, служащего для отрыва магнита от изделия с целью определить по размеру линейного перемещения груза разницы в силе взаимодействия магнита с металлическим изделием до покрытия последнего и после него в зависимости от толщины слоя покрывающего вещества, более инертного в магнитном отношении, чем металл изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прибор для определения толщины слоя, наносимого на металлическое изделие | 1938 |
|
SU56055A1 |
| Способ измерения толщины покрытий | 1983 |
|
SU1111021A1 |
| СПОСОБ ХРОМИРОВАНИЯ | 2002 |
|
RU2215830C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ ДЕТАЛИ | 2005 |
|
RU2378078C2 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ИЗДЕЛИЯ ИЗ СТАЛИ ИЛИ ТИТАНА | 2011 |
|
RU2492281C2 |
| Способ получения многокомпонентныхдиффузиОННыХ пОКРыТий | 1978 |
|
SU802398A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРА ИЗ МЕДИ ДЛЯ МОЩНОГО СВЧ-ПРИБОРА О-ТИПА | 2001 |
|
RU2196371C1 |
| Прибор испытания пружин и сильфонов с целью подбора их для сильфонных анероидных коробок | 1940 |
|
SU59909A1 |
| СПОСОБ ДРОБЕСТРУЙНОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1998 |
|
RU2132267C1 |
| Аппарат для регистрации артериального и венозного давления | 1932 |
|
SU33634A1 |
Фиг.1

