Предлагаемое изобретение относится к области машиностроения, а именно к химико-термической обработки изделий из стали и титана и может быть использовано для нанесения защитного покрытия на детали, работающие в условиях воздействия агрессивных сред и высоких температур.
Известен в качестве прототипа предлагаемого способ нанесения многокомпонентного покрытия на стальные изделия, включающий предварительное вакуумирование, цементацию и повторное вакуумирование; насыщение поверхности изделия из порошковой смеси различными элементами по ступенчатому режиму, причем насыщение проводят при температуре каждой ступени, соответствующей температуре сублимации насыщающего элемента, порошковую смесь предварительно спрессовывают по форме поверхности обрабатываемого стального изделия таким образом, чтобы между спрессованной смесью и обрабатываемой поверхностью оставался зазор, а насыщение поверхности при повторном вакуумировании проводят при термоциклировании, после насыщения поверхности проводят термическую обработку без дополнительного нагрева (патент РФ №02081936, МПК С23С 12/00, публ. 20.06.1997 г.).
К недостаткам известного способа относится сложность и многоэтапность его реализации, а также недостаточно высокие показатели адгезионной и термической прочности покрытия.
Задачей авторов предлагаемого изобретения является разработка способа нанесения многокомпонентного покрытия на изделия из стали и титана, обеспечивающего высокую степень защиты указанных изделий при эксплуатации их в условиях воздействия агрессивных сред и высоких температур.
Новый технический результат, обеспечиваемый при использовании предлагаемого способа, заключается в улучшении качества покрытия за счет повышения его термостойкости, химической стойкости, механической прочности.
Указанные задача и новый технический результат обеспечиваются тем, что в известном в способе нанесения защитного покрытия на эксплуатируемые в условиях воздействия агрессивных сред и высоких температур детали из стали или титана, включающем нанесение подслоя, проведение химико-термической обработки деталей, согласно изобретению перед нанесением подслоя осуществляют подготовку защищаемой поверхности деталей, при этом подслой наносят из кремния, или порошкообразных металлов из группы переходных металлов, или металлов подгруппы хрома с помощью плазменного напыления, а химико -термическую обработку подслоя проводят в шликерной обмазке, содержащей активную порошковую смесь при следующем соотношении реагентов, мас.%:
- аммоний хлористый не более 5% масс.,
- титан, или алюминий, или никель 39-50% масс.,
- окись алюминия и/или диборид титана 4-55% масс.,
- углерод или бор или кремний, или карбид кремния - остальное, при этом насыщение подслоя активной порошковой смесью осуществляют в вакууме или в защитной среде из инертного газа при термообработке в течение 1-4 часов при температуре в диапазоне 800-1100°С.
Предлагаемый способ заключается в следующем.
Первоначально производят традиционную подготовку поверхности покрываемых деталей из стали или титана путем механической и химической очистки ее от загрязнений и поверхностной пленки.
Далее на подготовленную поверхность плазменным напылением наносят подслой из кремния или порошкообразных металлов из группы переходных металлов (из порошка Si или Мо или W или Ti), или металлов подгруппы хрома толщиной 100-120 мкм. Эти порошки после напыления имеют хорошее сцепление с поверхностью металла.
Затем на сформированный подслой оказывают воздействие активной порошковой смесью реагентов, в качестве которых используют порошкообразные при следующем соотношении реагентов, мас.%:
- аммоний хлористый не более 5% масс.,
- титан, или алюминий, или никель 39-50% масс.,
- окись алюминия и/или диборид титана 4-55% масс.,
- углерод или бор или кремний, или карбид кремния - остальное.
Использование в активной порошкообразной смеси реагентов для насыщения поверхности указанных напыленных порошков целесообразно, как это подтвердили эксперименты, таких, как углерод, бор, образующих твердые, тугоплавкие, химически инертные соединения - карбиды, бориды. Кроме основных легирующих элементов в состав шихты вводили: окись алюминия, диборид титана - для предотвращения спекания смеси; титан - для предотвращения сильного охрупчивания поверхности металла; алюминий - для восстановления окислов; хлористый аммоний - активатор диффузии, никель для термо-динамической стабилизации и оптимизации функциональных свойств покрытия. Все указанные компоненты в совокупности обеспечивают высокую адгезию покрытия к основе, химическую стойкость, сплошность слоя защитного покрытия.
В активную порошковую смесь добавляют связующее, в качестве которого брали клеи, смолы, растворы каучука, полиизобутилена и подобные вещества, способствующие улучшению однородности и кроющей способности массы.
Полученная шликерная масса наносилась на напыленную поверхность образца. Образец помещался на керамическую подставку внутрь графитового контейнера, который вакуумировали до остаточного давления ~10 Па. Нагревали контейнер до рабочей температуры и выдерживали необходимое время. В результате химико-термической обработки на поверхности напыленного слоя формируется тугоплавкий жаростойкий защитный слой (в зависимости от наименования напыляемого порошка и состава шликерной обмазки (борирование, карбидизация)): SiC, Mo2C, WC, TiC, TiB2. После охлаждения до комнатной температуры контейнер разбирали и извлекали образцы.
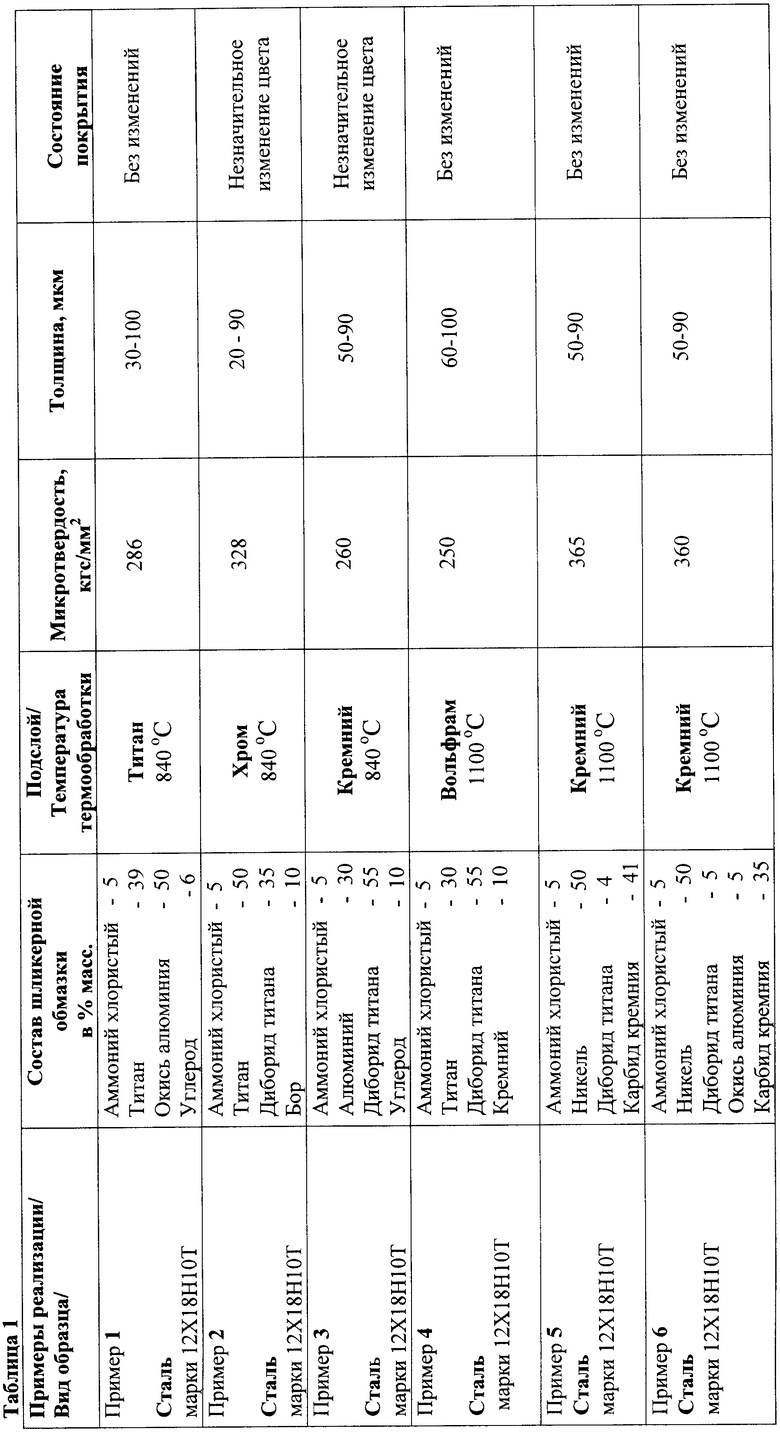
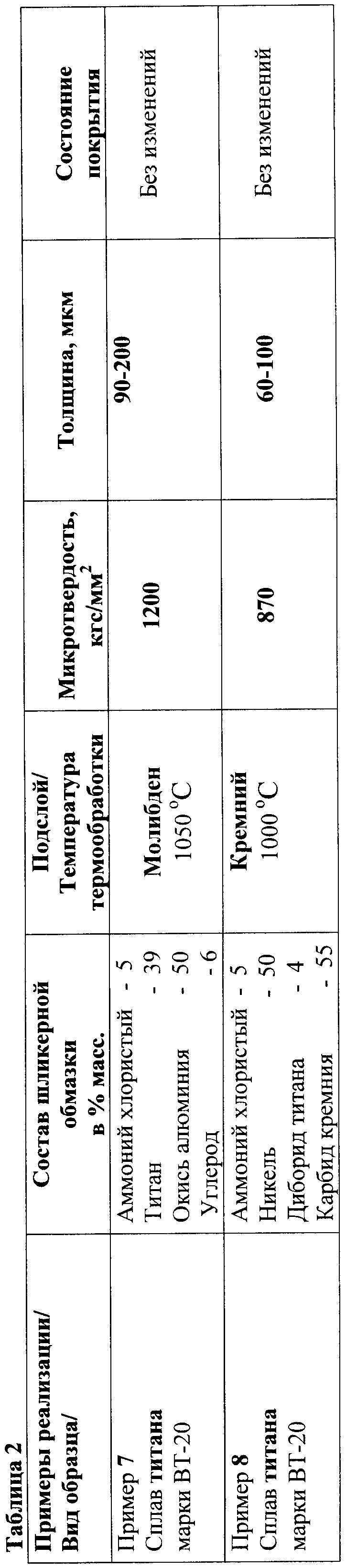
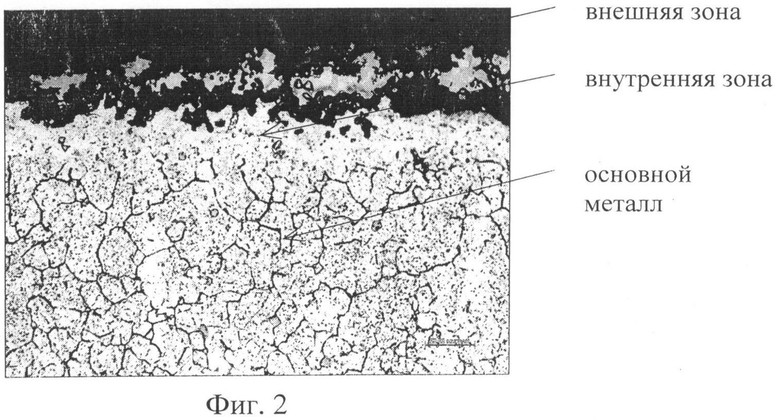
Полученное таким образом жаростойкое покрытие обеспечивает защиту изделия от воздействия на него высокой температуры от механических нагрузок и агрессивной среды. Результаты измерений сведены в таблицы 1, 2. Фотографии микроструктуры полученных покрытий показаны на фиг.1 (с двойным покрытием), фиг.2 (с подслоем).
Таким образом, использование всех мероприятий и режимов предлагаемого способа обеспечивает новый технический результат, который заключается в улучшении качества покрытия за счет повышения его термостойкости, химической стойкости, механической прочности.
Возможность промышленной реализации предлагаемого способа подтверждается следующими примерами исполнения.
Пример 1. В лабораторных условиях реализован процесс нанесения защитного покрытия на деталях из стали. Поверхность деталей предварительно механический очищалась, затем обрабатывалась химическим агентом обезжиривания (бензин, растворитель, ацетон, метилен хлористый). На подготовленную поверхность деталей плазменным напылением наносят подслой из порошка кремния.
Затем готовили активную порошкообразную смесь реагентов из аммония хлористого, титана, углерода, окиси алюминия.
В условиях данного примера количества реагентов выбраны в следующих соотношениях, масс.%:
В условиях примера 2 использовался подслой из порошкообразного металла (хрома), а активная смесь реагентов - аммония хлористого, из бора, титана, в следующих соотношениях, масс.%:
Все компоненты для активной порошкообразной смеси реагентов перемешивались, в смесь добавлялся клей (ПВА или фенолформальдегидная смола). Полученная шликерная масса наносилась на напыленную поверхность образца. Образец помещался на керамическую подставку внутрь графитового контейнера. Контейнер закрывали крышкой и устанавливали в рабочую камеру индукционно-вакуумной установки. После загрузки рабочую камеру установки герметизировали, откачивали воздух до остаточного давления 0-10 Па. Нагревали контейнер до рабочей температуры и выдерживали необходимое время (1-4 часов). В результате химико-термической обработки на поверхности напыленного слоя формируется тугоплавкий жаростойкий защитный слой (в зависимости от наименования напыляемого порошка и состава шликерной обмазки (борирование, карбидизация)): SiC, Mo2C, WC, TiC, TiB2. После охлаждения до комнатной температуры контейнер разбирали и извлекали образцы. Полученное таким образом жаростойкое покрытие обеспечивает защиту изделия от воздействия на него высокой температуры, от механических нагрузок и агрессивной среды (показатель химической стойкости). Данные по результатам испытаний сведены в таблицы 1, 2.
В таблице 1 приведены результаты испытаний стальных деталей по термостойкости, в среде воздуха при температуре 800-1100°С, по механической прочности для каждого варианта активной порошкообразной смеси реагентов. Как показали эксперименты, образцы из коррозионно-стойкой стали 12Х18Н10Т с разными вариантами покрытий после термических испытаний на воздухе, выдержка 15 минут, охлаждение до комнатной температуры в течение 8 часов выдерживают контрольные испытания.
Титановый сплав ВТ-20 с разными вариантами покрытий после термических испытаний на воздухе при температуре 1000°С, выдержка 15 минут, охлаждение до комнатной температуры в течение 8 часов.:
Как это показали примеры реализации, предлагаемый способ обеспечивает улучшение качества покрытия за счет повышения его термостойкости, химической стойкости, механической прочности, по сравнению с прототипом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА СТАЛЬ | 2021 |
|
RU2763130C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА СПЛАВАХ | 2002 |
|
RU2232206C1 |
| СПОСОБ УПРОЧНЕНИЯ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННЫХ И ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ | 2007 |
|
RU2345175C1 |
| СПОСОБ УПРОЧНЕНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 2008 |
|
RU2381299C1 |
| ВЫСОКОТЕМПЕРАТУРНОЕ АНТИОКИСЛИТЕЛЬНОЕ ПОКРЫТИЕ | 2022 |
|
RU2800358C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА СПЛАВАХ | 1994 |
|
RU2073742C1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ДЕТАЛИ ИЗ НИКЕЛЕВЫХ СПЛАВОВ | 2008 |
|
RU2375497C1 |
| Материал для жаростойкого защитного покрытия | 2017 |
|
RU2685905C1 |
| СПОСОБ НАНЕСЕНИЯ КЕРАМИЧЕСКОГО ПОКРЫТИЯ НА ДЕТАЛИ ИЗ ЧУГУНОВ И СТАЛЕЙ | 2011 |
|
RU2482215C1 |
| ПОРОШКОВАЯ ШИХТА И СПОСОБ ПОЛУЧЕНИЯ ИЗ НЕЕ ЗАЩИТНОГО МЕТАЛЛОКЕРАМИЧЕСКОГО ПОКРЫТИЯ НА ИЗДЕЛИЯХ ИЗ ДИСПЕРСИОННО-ТВЕРДЕЮЩИХ НИКЕЛЕВЫХ СПЛАВОВ | 1994 |
|
RU2078849C1 |
Изобретение относится к области машиностроения, а именно к химико-термической обработке изделий из стали или титана, и может быть использовано для нанесения защитного покрытия на детали, работающие в условиях воздействия агрессивных сред, высоких температур. Осуществляют подготовку защищаемой поверхности деталей, наносят подслой и проводят химико-термическую обработку деталей. Подслой наносят из кремния или порошкообразных металлов из группы переходных металлов, или металлов подгруппы хрома с помощью плазменного напыления. Химико-термическую обработку подслоя проводят в шликерной обмазке, содержащей активную порошковую смесь при следующем соотношении реагентов, мас.%: аммоний хлористый не более 5, титан, или алюминий, или никель 39-50, окись алюминия и/или диборид титана 4-55, углерод, или бор, или кремний, или карбид кремния остальное. Насыщение подслоя активной порошковой смесью осуществляют в вакууме или в защитной среде из инертного газа при термообработке в течение 1-4 часов при температуре в диапазоне 800-1100°С. Обеспечивается улучшение качества покрытия за счет повышения его термостойкости, химической стойкости и механической прочности. 2 ил., 2 табл., 1 пр.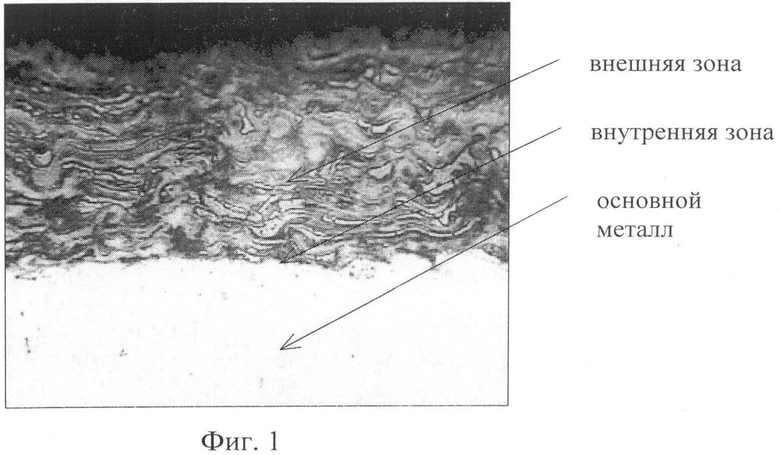
Способ нанесения защитного покрытия на эксплуатируемые в условиях воздействия агрессивных сред и высоких температур детали из стали или титана, включающий нанесение подслоя, проведение химико-термической обработки деталей, отличающийся тем, что перед нанесением подслоя осуществляют подготовку защищаемой поверхности деталей, при этом подслой наносят из кремния, или порошкообразных металлов из группы переходных металлов, или металлов подгруппы хрома с помощью плазменного напыления, а химико-термическую обработку подслоя проводят в шликерной обмазке, содержащей активную порошковую смесь при следующем соотношении реагентов, мас.%:
при этом насыщение подслоя активной порошковой смесью осуществляют в вакууме или в защитной среде из инертного газа при термообработке в течение 1-4 ч при температуре в диапазоне 800-1100°С.
| СПОСОБ НАНЕСЕНИЯ МНОГОКОМПОНЕНТНОГО ПОКРЫТИЯ НА СТАЛЬНЫЕ ИЗДЕЛИЯ | 1995 |
|
RU2081936C1 |
| Термореагирующий состав для нанесения покрытий | 1977 |
|
SU724601A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КОРРОДИРОВАННОЙ ДЕТАЛИ ИЗ СУПЕРСПЛАВА ИЛИ ЖАРОПРОЧНОЙ СТАЛИ, КОРРОДИРОВАННАЯ ДЕТАЛЬ И ВОССТАНОВЛЕННАЯ ДЕТАЛЬ ИЗ СУПЕРСПЛАВА ИЛИ ЖАРОПРОЧНОЙ СТАЛИ, СПОСОБ ПОЛУЧЕНИЯ ВОССТАНОВЛЕННОЙ ДЕТАЛИ ИЗ СУПЕРСПЛАВА ИЛИ ЖАРОПРОЧНОЙ СТАЛИ | 1994 |
|
RU2107749C1 |
| EP 888418 B1, 07.11.2001 | |||
| ЕР 1857570 A3, 17.06.2009. | |||

