1
Из основного авторского свидетельства N° 198894 известен спосо.6 сварки давлением деталей из разнородных металлов, при котором KOiHuy детали из более твердого металла придают трапецеидальную форму и впрессовывают его в другую деталь, но этот способ не позволяет сваривать близкие но твердости металлы.
Предлагаемый способ позволяет устранить этот недостаток благодаря тому, что на трапецеидальный конец одной детали нредварительно наваривают слой металла, имеющего значительно меньшую твердость, а в торце другой детали выполняют выемку тра-пецеидальной формы.
Сущность изобретения поясняется чертежом.
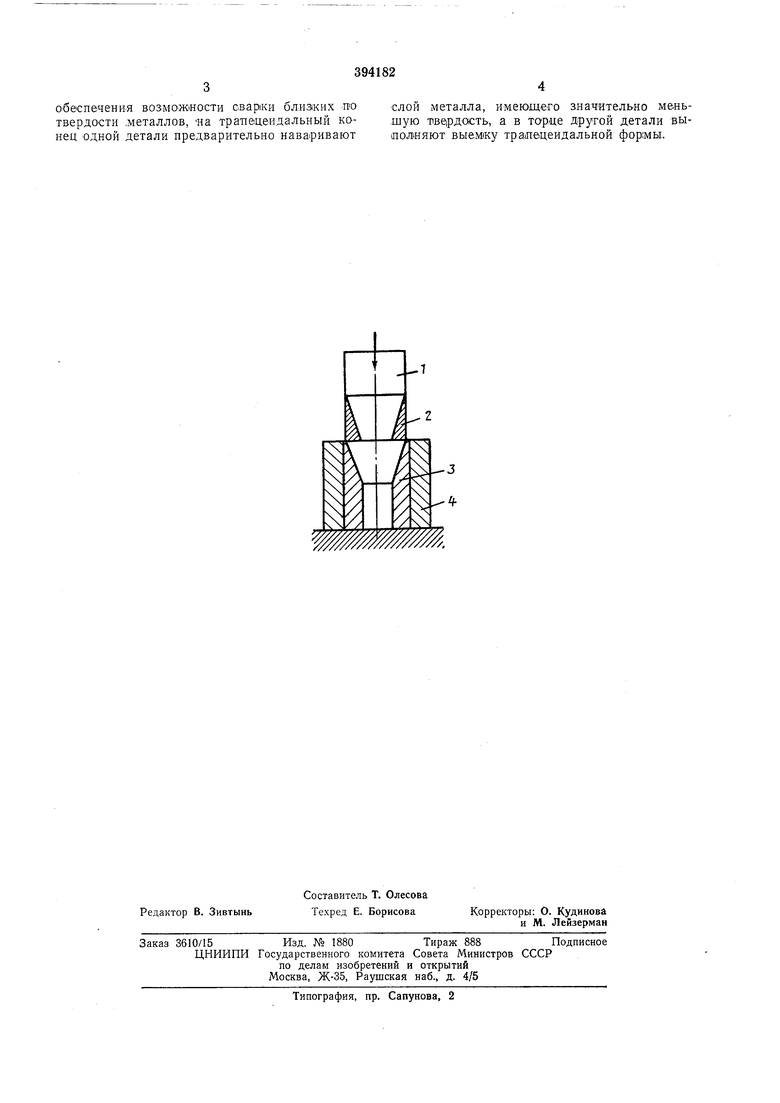
Для -сварюи деталей из разнородных металлов близких ПО твердости, например из стали и титанового снлава, концу детали /, выполненной, например из стали, придают трапецеидальную форму и наваривают на этот конец значительно менее твердый металл 2, например, алюминий, лосле чего в торце детали 3, например из титанового сплава, выполняют выемку трапецеидальной формы, которая повторяет форму трапецеидального конца детали 1.
Затем деталь 3 помещают в лресс-форму 4 и устанавливают на нее деталь / с наваренным на трапецеидальный конец этой детали металлом 2 и, нагревая соединяе.мые детали до температуры, равной приблизительно 0,7 от температуры плавления металла 2, впрессовывают трапецеидальный конец стальной детали / с наваренным на нее металлом 2 в выемку трапецеидальной формы детали 3 из титанового сплава.
При впрессовывании детали / из стали марки Х18Н9Т в деталь 3 из титанового сплава ВТ5 менее твердый металл 2 частнчно выдавливается в грат из зазора между поверхностями соеднняемых деталей. Контактное трение и смещение металла 2 относительно поверхности выемки детали 3 из титанового сплава приводит к нластическому деформированию поверхностных слоев этой деталн, в результате чего образуется сварное соединение между металлом 2 и деталью 3 из титанового сплава ВТ5. Детали 1 п 3 после Бирессовывания будут соединены менаду собой -неразъемно через тонкую (0,1 -илг) прослойку металла 2.
25
Предмет изобретения
Способ сварки давлением по авт. свид. 30 N° 198894, отличающийся тем, что, с целью
обеспечения возможности сварили близких по твердости металлов, на трапецеидальный конец одной детали предварительно наваривают
слой металла, имеющего значительно меньшую твердость, а в торце Другой детали выЛОЛ1НЯЮТ выемку тралецеидальной формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН | 2008 |
|
RU2377110C2 |
| СПОСОБ СВАРКИФОВЁ тшш | 1972 |
|
SU435082A1 |
| СПОСОБ СВАРКИ ДАВЛЕНИЕМ | 1967 |
|
SU198894A1 |
| Заготовка для диффузионной сварки переходника титан-алюминий | 2015 |
|
RU2620402C2 |
| СПОСОБ КЛИНОВОЙ СВАРКИ ДАВЛЕНИЕМ РАЗНОРОДНЫХМЕТАЛЛОВ | 1971 |
|
SU306928A1 |
| КОРРОЗИОННО-СТОЙКИЕ, ПРОВОДЯЩИЕ ЖИДКИЙ ПОТОК ЧАСТИ И СПОСОБЫ ЗАМЕНЫ ОБОРУДОВАНИЯ И ЧАСТЕЙ С ИСПОЛЬЗОВАНИЕМ КОРРОЗИОННО-СТОЙКИХ, ПРОВОДЯЩИХ ЖИДКИЙ ПОТОК ЧАСТЕЙ | 2005 |
|
RU2389543C2 |
| СПОСОБ СОЕДИНЕНИЯ ЗАГОТОВОК ИЛИ ДЕТАЛЕЙ ИЗ СТАЛИ С ДЕТАЛЯМИ ИЗ АЛЮМИНИЕВОГО ИЛИ ТИТАНОВОГО СПЛАВА И ТУРБОНАГНЕТАТЕЛЬ | 1993 |
|
RU2100163C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНОГО ЛАМИНИРОВАННОГО ЭЛЕМЕНТА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ, ДВУХСЛОЙНЫЙ ЛАМИНИРОВАННЫЙ ЭЛЕМЕНТ, СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ, СПОСОБ ФУНКЦИОНАЛЬНОГО ВОССТАНОВЛЕНИЯ ХИМИЧЕСКОГО ОБОРУДОВАНИЯ, ХИМИЧЕСКОЕ ОБОРУДОВАНИЕ | 1998 |
|
RU2215655C2 |
| Присадка для электроконтактной приварки | 2018 |
|
RU2704954C1 |
| СПОСОБ СВАРКИ МАТЕРИАЛОВ | 2009 |
|
RU2404887C1 |