Изобретение относится к области контактной роликовой сварки и может быть использовано при нанесении покрытий из меди и сплавов на ее основе на детали из углеродистых сталей.
Известна присадка для электроконтактной приварки, содержащая наложенные друг на друга слои сеток из проволоки, имеющие размеры, соответствующие размерам навариваемой поверхности детали [1].
Недостатком известной присадки является отсутствие возможности формирования методом электроконтактной приварки на поверхности стальной детали биметаллического покрытия из меди или сплавов на основе меди. Сцепление вышерасположенного слоя из меди или сплавов на основе меди со слоем из стали или же со стальной деталью минимальное, недостаточное для последующей механической обработки приваренного покрытия.
Задача предлагаемого технического решения - обеспечение возможности формирования электроконтактной приваркой на поверхности стальной детали биметаллического покрытия, прочность приварки которого достаточна для последующей механической обработки верхнего слоя из меди или сплавов на основе меди.
Такой технический результат достигается тем, что нижний слой присадки выполнен из стальной сетки, а верхние слои из медной сетки или сетки из сплавов на основе меди, при этом упомянутые верхние слои переплетены друг с другом через просветы сеток, а нижний из них переплетен со стальной сеткой, причем поверхностная плотность и число слоев сеток соответствуют требуемой толщине получаемого биметаллического покрытия, а количество переплетений между слоями выбрано из условия получения прочности покрытия, достаточной для его последующей механической обработки.
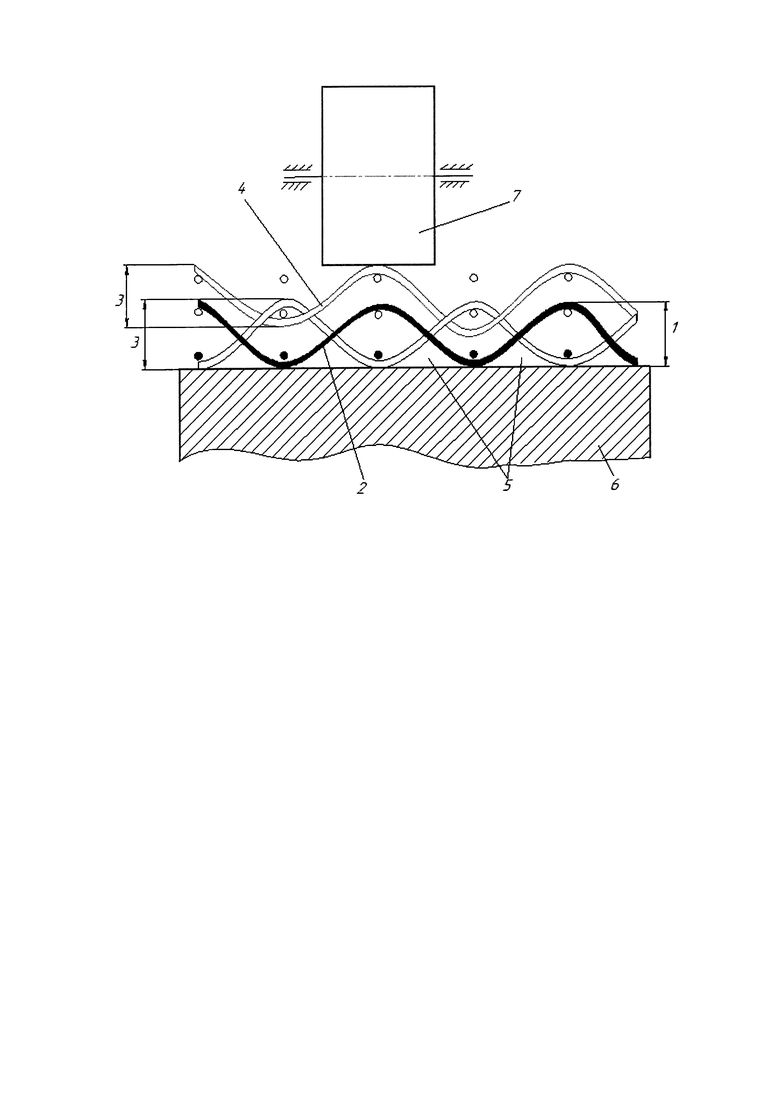
Изобретение иллюстрируется чертежом.
Показана многослойная присадка из разнородных по материалу присадочных сеток. Нижний слой 1 присадки изготовлен их стальных проволок 2, верхние слои 3 из медных или латунных проволок 4, все слои переплетены друг с другом через просветы 5 сеток; присадка прижимается к навариваемой поверхности стальной детали 6 роликовым электродом 7.
При прохождении импульса тока между роликовым электродом 7 и деталью 6 через слои 1 и 3 присадки проволоки 2 и 4 разогреваются до пластического состояния и осаживаются. При рациональных режимах электроконтактной приварки просветы 5 нижнего 1 и верхнего 3 слоев сеток полностью выбираются, При этом малоуглеродистая сталь проволок 2 прочно привариваются к поверхности стальной детали 6. Сцепление верхних слоев 3 покрытия из меди со стальным слоем 1 слабое, однако, слои связаны механически, так как медные проволоки 4 пропущены через просветы 5 нижнего стального слоя 1 присадки. Переплетение медных проволок 4 между смежными слоями 3 металлопокрытия дополнительно способствует повышению прочности биметаллического покрытия.
Число вязок между слоями сеток должно соответствовать необходимой прочности металлопокрытия и определяется экспериментально.
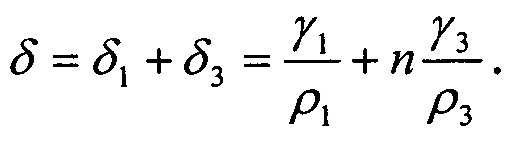
Толщина наносимого металлопокрытия определяется следующим образом. На поверхность детали площадью А наносится один слой сетки из стали и n слоев из меди. Масса затраченной стальной сетки равна m1=γ1⋅А, общая масса затраченной медной сетки m3=n⋅γ3⋅А, где γ1 и γ3 - поверхностная плотность (кг/м2) соответственно сеток из стали и меди. Массы наваренных стального и медного слоев толщинами δ1 и δ3 можно также определить по их плотностям ρ1 и ρ3 (кг/м3): m1=δ1⋅А⋅ρ1; m3=δ3⋅А⋅ρ3 Тогда общая толщина металлопокрытия равна
Таким образом, применение многослойной присадки позволяет формировать на стальной детали регулируемой толщины биметаллическое покрытие, прочность которого достаточна для последующей механической обработки.
Источник информации:
Коннов, А.Ю. Особенности восстановления валов многослойной контактной приваркой металлических сеток / А.Ю. Коннов, М.З. Нафиков // Ремонт, восстановление, модернизация. - 2015. - №10. - С. 23-27.
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированная присадка для электроконтактной приварки на основе стальной ленты | 2020 |
|
RU2728122C1 |
| СПОСОБ ФОРМИРОВАНИЯ МЕТАЛЛОПОКРЫТИЯ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ ЭЛЕКТРОКОНТАКТНОЙ РОЛИКОВОЙ ПРИВАРКОЙ | 2014 |
|
RU2552200C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ СВАРНОГО СОЕДИНЕНИЯ ПРИ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКЕ СЕТКИ ИЗ УГЛЕРОДИСТОЙ СТАЛИ | 2011 |
|
RU2458767C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННОЙ ПРИСАДКИ ДЛЯ ВОССТАНОВЛЕНИЯ ПОВЕРХНОСТИ ДЕТАЛИ КОНТАКТНОЙ РОЛИКОВОЙ СВАРКОЙ | 2017 |
|
RU2656625C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ ЕДИНИЧНОЙ ПЛОЩАДКИ МЕТАЛЛОПОКРЫТИЯ ПРИ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКЕ МЕТАЛЛИЧЕСКОЙ СЕТКИ | 2011 |
|
RU2458766C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОРИСТОСТИ МЕТАЛЛОПОКРЫТИЯ ИЗ ПРИСАДОЧНОГО МЕТАЛЛИЧЕСКОГО ПОРОШКА | 2015 |
|
RU2608859C2 |
| Способ восстановления валов электроконтактной приваркой перфорированной присадочной ленты | 2020 |
|
RU2744171C1 |
| СПОСОБ ФОРМИРОВАНИЯ МЕТАЛЛОПОКРЫТИЯ ОДНОВРЕМЕННОЙ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКОЙ ДВУХ СТАЛЬНЫХ ПРОВОЛОК | 2014 |
|
RU2578874C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ НА ПОВЕРХНОСТИ ДЕТАЛИ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКОЙ | 2010 |
|
RU2431553C1 |
Изобретение относится к области контактной роликовой сварки и может быть использовано при нанесении покрытий из меди и сплавов на ее основе на детали из углеродистых сталей. Биметаллическое покрытие получают электроконтактной приваркой многослойной присадки, содержащей нижний слой из стальной сетки, а верхние слои из медных сеток, причем все слои сеток дополнительно переплетены между собой через их просветы. Нижний слой сетки из низкоуглеродистой стали прочно приваривают к стальной детали, а верхние слои сеток из меди или сплавов на основе меди оказываются с деталью механически скрепленными. Прочность формируемого биметаллического покрытия получается достаточной для последующей его механической обработки. Толщина металлопокрытия регулируется числом слоев сеток присадки и их поверхностной плотностью. 1 ил.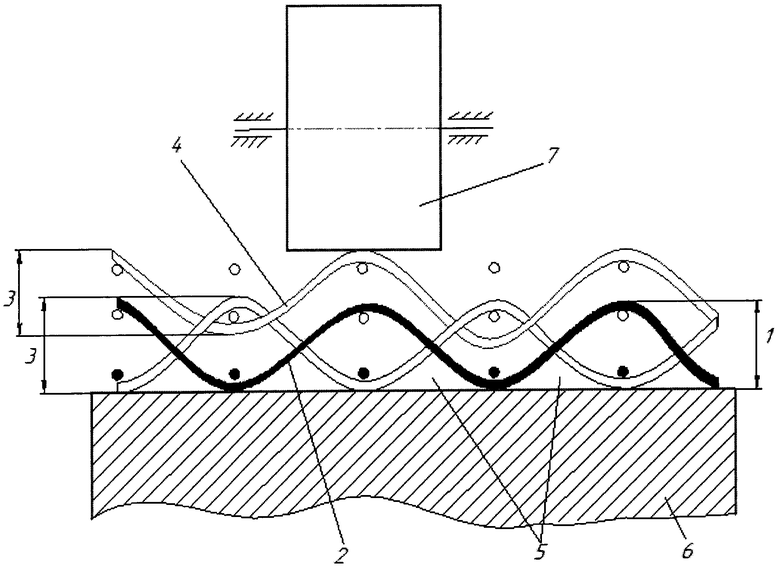
Присадка для электроконтактной приварки, содержащая наложенные друг на друга слои сеток из проволоки, имеющие размеры, соответствующие размерам навариваемой поверхности детали, отличающаяся тем, что нижний слой присадки выполнен из стальной сетки, а верхние слои из медной сетки или сетки из сплавов на основе меди, при этом упомянутые верхние слои переплетены друг с другом через просветы сеток, а нижний из них переплетен со стальной сеткой, причем поверхностная плотность и число слоев сеток соответствуют требуемой толщине получаемого биметаллического покрытия, а количество переплетений между слоями выбрано из условия получения прочности покрытия, достаточной для его последующей механической обработки.
| КОННОВ А.Ю | |||
| и др | |||
| Особенности восстановления валов многослойной контактной приваркой металлических сеток, Ремонт, восстановление, модернизация, 2015, N10 | |||
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛИ ИЗ АЛЮМИНИЕВОГО ИЛИ МЕДНОГО СПЛАВА | 2016 |
|
RU2639440C1 |
| 0 |
|
SU157756A1 | |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 2008 |
|
RU2367548C1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЛЬЕФНЫХ СТРУКТУР НА ПОЛОМ СТЕКЛЯННОМ ИЗДЕЛИИ И ПОЛУЧЕННОЕ ТАКИМ СПОСОБОМ ПОЛОЕ СТЕКЛЯННОЕ ИЗДЕЛИЕ | 2016 |
|
RU2733338C2 |

