Изобретение отноеится к области черной металлургии, в частности к устройствам для разливки металлов и сплавов.
Известно устройство для обработки расплавленной стали в изложнице, включающее экраи из высокотеплоироводното .материала с отверстием в центре, устанавливаемый на зеркало ваины металла, причем в центровое отверстие вставляется полая заглушка, в верхней стенке которой вьшолнены отверстия, а внутри находится материал, активно взаимодействующий с раснлавом.
Недостатком известного устройства является больщой объем усадочной раковины, что ир«водит к доиолнительной головной обрези слитка.
Согласно изобретению в нредлагаемом устройстве экран выполнен из тенлоизоляционного или экзотермического материала с отверстием воронкообразной формы и опирается на верхние ребра вставки. Экран снабжен цилиндрическими пальцами, выступающими относительно его верхней плоскости па высоту, равную толщине металлического слоя, образующего крыщку. В экране также выполнены прорези под крепежные лапки. Толщина экрана 1-500 мм.
На фиг. 1 схематически изображена верхняя часть изложницы с экраном, вид сверху; на фиг. 2 - то же, разрез по А - Л; на фиг. 3-
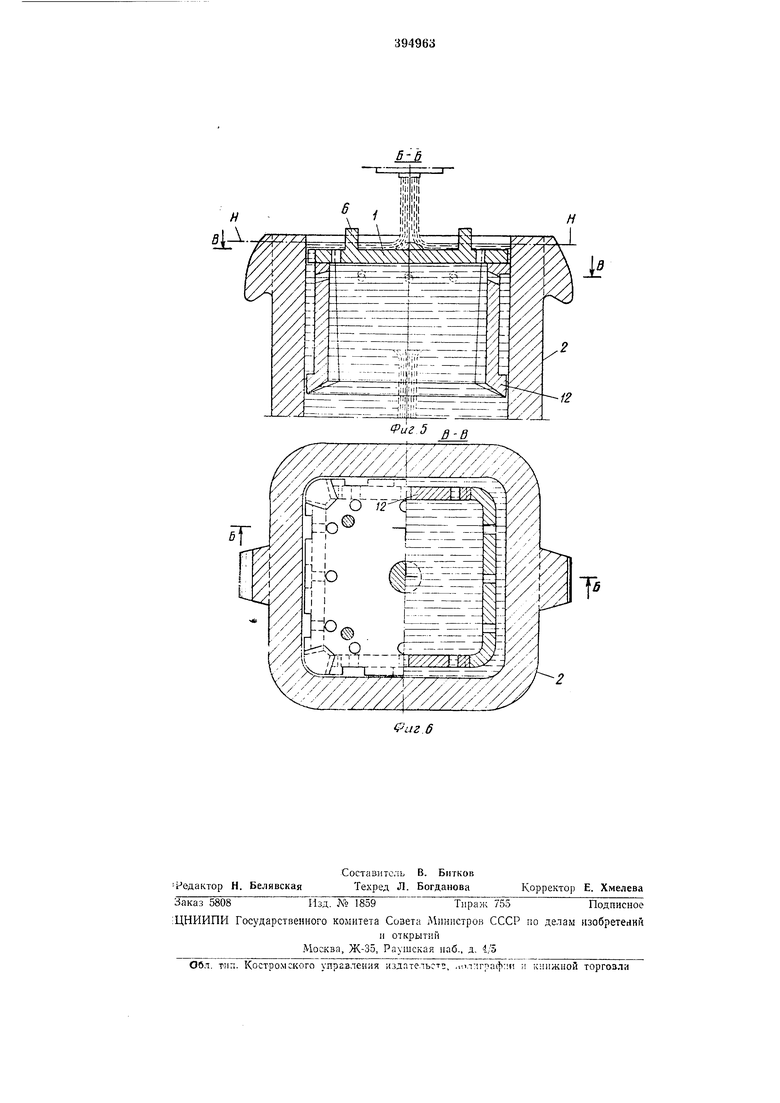
изложннца после разливки; на фиг. 4 - излол пица после затвердевания .металла; па фиг. 5 - копструкция ИЗЛОЖН1ЩЫ, варнант с экранов, установленным на вставку, разрез по Б - Б; на фпг. 6 - то же, разрез по В - В.
Пололсение экрана / и размеры изложницы 2 определяются весом получаемого слитка (10-300000 кг).
Толщина экрана составляет мм. Предпочтительно крепление экрана в нзложпице четырьмя уголка.мп 3, занимающими промежуткп .между срезанными гранями экрана и внутренними стенками 4 пзложнпцы. На фиг. i и 2 представлен случай, когда прорези под уголки расширены кверху и последние противодействуют прп поднимании экрана в результате выталкивания его расплавленным металлом.
В средней части экрана / имеется воронкообразное отверстие 5 для прохождения литника. Кроме того, экран снабжен цилиндрическими нальцамн 6. выступающими относительно его верхней плоскости настолько, что они не могут полностью покрываться расплавленным металлом в .момент заверщения ризливки.
Экран удерживается в изложнице с помощью крепежных лапок 7, входящих в прорези 8 экрана.
Крепежные лапки изготавливаются из металла, точ-ка плаазления :Иото.рого хотя бы равна точке плавления разливаемого металла.
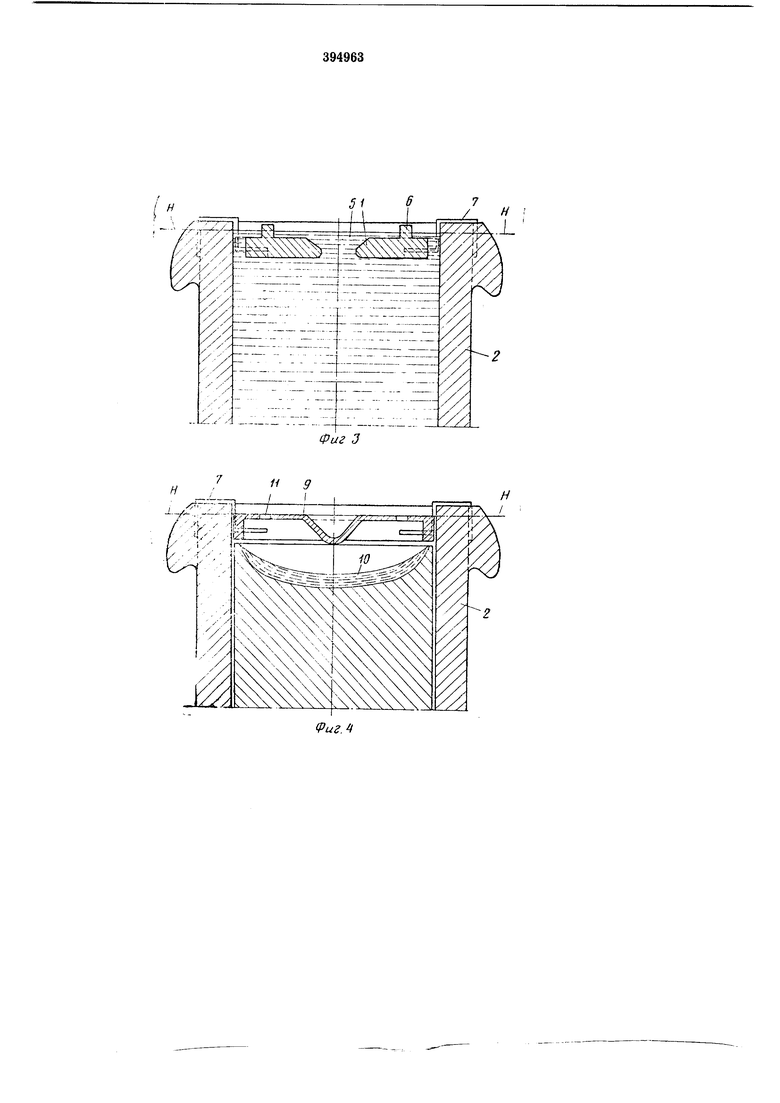
По требуемому весу слитка определяют высоту Н уровня расплавленного металла в излолснице в конце процесса разливки (см. фиг. 3). Длина крепежных лапок должна быть такой, чтобы при установке экрана его верхняя плоскость находилась на заранее заданном расстоянии от уровня Н. В зависимости от требуемого веса слитка это расстояние может составить 0,5-200 мм.
Процесс разливки происходит следующим образом. Расплавленный металл постепенно заполняет полость излолсвицы (см. фиг.2), доходит до нижней поверхности экрана, затем проникает в воронкообразное отверстие и прямоугольные прорези и перекрывает верхнюю поверхность экрана, за исключением цилиндрических пальцев.
Как только расплавленный металл доходит до уровня //, процесс разливки останавливается (см. фиг. 3), и металл начинает охлал даться, это охлаждение сопроволадается значительным образоваиием усадочиых раковинСлой металла, перекрываюндий экран и не защищенный от теплопотерь, очень быстро затвердевает, образуя крышку 9 (см. фиг. 4). В это время экран разрушается под действием тепла, выделяемого расплавлепным металлом, при этом уровень металла в изложнице понижается в результате образования усадочпых раковин. Отходы от экрана образуют на новерхности металлической ванны порошкообразный или зернистый слой 10, способствующи11 образованию усадочпых раковин в отливке. Металлическая крышка 9 при этом совершенно отделена от поверхности металла в
изложн1ще п опирается на кренел ные ланки. Газы, выделяемые металлом, удаляются к атмосферу через отверстия //, образованные в результате разрушения цилиндрических пальцев б .
Металлическую крышку удаляют с помощью крепежных лапок после затвердевания слитка в изложнице, а затем извлекают слиток.
На фиг. 5 и 6 изображен вариант конструкции устройства, в котором экран установлен на теплоизоляционную или экзотермическую вставку 12.
Предмет изобретения
1.Устройство для разливки металлов, содержащее экран с отверстием в центре, размещенный в верхней части изложницы, оглы0 чающееся тем, что, с целью уменьшения объема усадочной раковины, экран выполнен из теплоизоляционного или экзотермического материала с отверстием воронкообразной формы и установлен на верхние ребра вставки.
2.Устройство по п. 1, отличающееся тем, что экран снабжен цилиндрическими пальцами, выступающими относительно его верхней плоскости па высоту, равную толщине метал0 лического слоя, образующего крышку.
3.Устройство по п. 1, отличающееся тем, что в экране выполнены прорези нод крепежные лапки.
4.Устройство цо п. 1, отличающееся тдм, 5 что экран выполнен со срезанными углами.
5.Устройство но Н. 1, отличающееся тем, что экран имеет толщину 1-500 мм.
т
т
Фаг 3
// 9
.: Г-- - |Г;222±з. I - , .kt.
i х
5i6
Н
у.
| название | год | авторы | номер документа |
|---|---|---|---|
| Изложница для разливки металла | 1980 |
|
SU910323A1 |
| Устройство для отливки слитков | 1986 |
|
SU1442325A1 |
| Изложница для разливки металла | 1982 |
|
SU1061915A1 |
| Экзотермическая смесь для утепления головной части слитка при разливке сталей и сплавов | 2022 |
|
RU2773977C1 |
| ПРИБЫЛЬНАЯ НАДСТАВКА | 1996 |
|
RU2104117C1 |
| Прибыльная надставка к изложнице | 1989 |
|
SU1673256A1 |
| Прибыльная надставка | 1988 |
|
SU1560372A1 |
| СПОСОБ ПОЛУЧЕНИЯ ШИХТОВОЙ ЗАГОТОВКИ ИЗ ЛИТЕЙНОГО ЖАРОПРОЧНОГО СПЛАВА | 2003 |
|
RU2254959C1 |
| Прибыльная надставка | 1982 |
|
SU1025483A1 |
| СПОСОБ УТЕПЛЕНИЯ ВЕРХНЕЙ ЧАСТИ СТАЛЬНОГО СЛИТКА | 1992 |
|
RU2027539C1 |