Изобретение относится к области металлургии, а именно к производству жаропрочных сплавов на основе никеля, и может быть использовано при разливке литейных жаропрочных сплавов в вакуумных печах при получении шихтовой заготовки для дальнейшего ее применения при литье, преимущественно, лопаток газотурбинного двигателя.
Сплав в жидком состоянии имеет меньший удельный вес, чем в твердом состоянии, поэтому кристаллизация сплава сопровождается уменьшением удельного объема, т.е. усадкой сплава, в результате чего в отливке образуется усадочная раковина. При резке шихтовой заготовки на мерные куски усадочная раковина вскрывается и загрязняется материалом абразивного камня. Из-за повышенного брака при литье лопаток такие мерные заготовки не могут использоваться в производстве и поэтому переводятся в отходы, что в итоге понижает выход годного и удорожает стоимость шихтовой заготовки.
Для вывода усадочной раковины в верхнюю часть отливки в металлургии широко применяется разливка металла в изложницу с установленной на ней сверху прибыльной утепляющей надставкой, футерованной внутри теплоизоляционным материалом (А.с. СССР №1397157).
Недостатком известного способа является размывание стенок изложницы струей жидкого металла, образование настылей на внутренней поверхности изложницы, образование в отливке осевой усадочной раковины.
Для уменьшения размера и протяженности усадочной раковины известен способ разливки стали с использованием теплоизоляционной крышки, которой накрывают изложницу сразу после окончания разливки, после чего под крышку вводят экзотермические смеси (Патент РФ №2027539).
Недостатком известного способа является то, что теплоизоляционную крышку невозможно применять при разливке сплавов в вакуумных печах, поскольку разливка осуществляется в изолированном объеме и доступ к изложницам практически невозможен. Кроме того, экзотермические смеси могут вносить загрязнения в отливку.
Наиболее близким аналогом, взятым за прототип, является способ получения шихтовой заготовки, обеспечивающий уменьшение усадочной раковины.
Способ включает выплавку сплава, разливку его в изложницу, в верхней части которой предварительно устанавливают теплоизоляционную цилиндрическую керамическую вставку, которая задерживает боковую теплопередачу от жидкого металла к стенкам изложницы. Дополнительно сверху изложницы с жидким металлом устанавливают металлический колпак с отражательными экранами.
После разливки сплава в изложницу, производят последующее его охлаждение и извлечение отливки из изложницы (Патент США №4463797).
Недостатком данного способа является то, что при разливке сплава скорость заполнения изложницы жидким металлом не регулируется и поэтому невозможно получить плотную по всей высоте отливку с минимальной усадочной раковиной. Кроме того, при падении струи жидкого металла под значительным напором с большой высоты брызги металла налипают на стенки изложницы и образуют настыли, что ухудшает качество поверхности отливки.
Технической задачей изобретения является разработка способа получения шихтовой заготовки из литейного жаропрочного сплава, который позволяет получать практически плотную шихтовую заготовку по всей ее высоте с минимальной протяженностью внутреннего дефекта в виде усадочной раковины и гладкой ровной поверхностью заготовки без настылей; тем самым обеспечивается повышение выхода годного шихтовой заготовки и снижение ее себестоимости.
Поставленная техническая задача достигается тем, что предложен способ получения шихтовой заготовки из литейного жаропрочного сплава, включающий выплавку сплава, разливку его в изложницу, в верхнюю часть которой предварительно устанавливают теплоизоляционную керамическую вставку, последующее охлаждение и извлечение изложницы с шихтовой заготовкой на воздух, при котором в керамическую вставку дополнительно устанавливают керамическую перегородку с отверстиями, при этом суммарная площадь отверстий в перегородке определяется по формуле:

где  - суммарная площадь отверстий в перегородке, см2;
- суммарная площадь отверстий в перегородке, см2;
S - общая площадь керамической перегородки, см2,
а количество отверстий на 1 см2 площади перегородки составляет 2-10.
При осуществлении данного способа разливку сплава осуществляют в вакууме 1 - 1×10-4 мм рт.ст. или в инертном газе под давлением 1 - 300 мм рт.ст., температура металла при разливке составляет 1350 - 1750°С, а керамическая перегородка выполнена из высокоогнеупорных окислов или их соединений.
Вышеуказанные соотношения площади отверстий и количества отверстий в перегородке были подобраны авторами опытным путем при отливке в вакууме шихтовых заготовок из различных марок литейных жаропрочных сплавов для обеспечения постоянной регламентированной скорости разливки жидкого металла через отверстия в перегородке и поддержания при этом определенного уровня жидкого металла внутри керамической вставки.
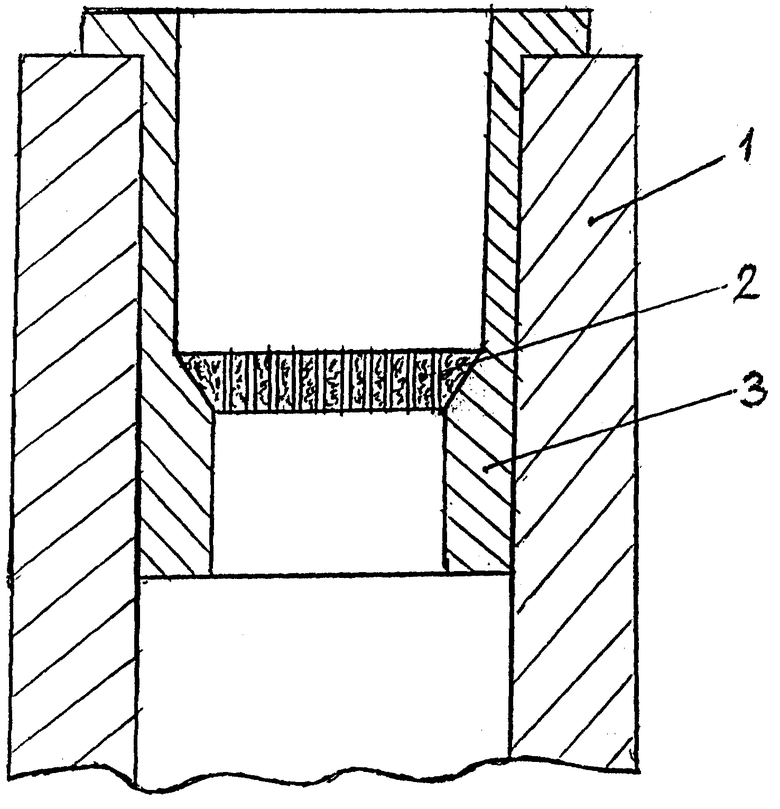
На чертеже приведен общий вид устройства, используемого в предлагаемом способе получения шихтовой заготовки из литейного жаропрочного сплава, где:
1 - изложница,
2 - теплоизоляционная керамическая вставка,
3 - огнеупорная керамическая перегородка с отверстиями.
Способ получения шихтовой заготовки с использованием предлагаемого устройства осуществляют следующим образом. В тигле вакуумной печи производят выплавку жаропрочного сплава, содержащего никель, кобальт, хром, вольфрам, молибден, титан, алюминий и другие компоненты. В конце плавки изложницу (1) с предварительно установленной в ее верхнюю часть теплоизоляционной вставкой (2) и с дополнительно установленной в ней огнеупорной перегородкой с отверстиями (3) перемещают к плавильному тиглю и разливают жидкий металл при температуре 1350 - 1750°С в изложницу (1) в вакууме 1 - 1×10-4 мм рт.ст. или в инертном газе при давлении 1-300 мм рт.ст.
При разливке массивная струя металла с помощью керамической перегородки с отверстиями (3) разбивается на тонкие вертикальные струи, которые не производят разбрызгивания металла и не попадают на внутренние стенки изложницы (1). За счет создания постоянной регламентированной скорости разливки через отверстия в перегородке в кристаллизующейся отливке создается направленный вверх отвод тепла, и благодаря этому все литейные дефекты усадочного происхождения выводятся в верхнюю часть отливки.
При осуществлении данного способа за счет установки керамической перегородки с отверстиями в керамическую вставку создается сопротивление прохождению жидкого металла через отверстия, благодаря чему внутри керамической вставки постоянно поддерживается определенный уровень жидкого металла, температура которого составляет 1350-1750°С, что обеспечивает разогрев керамики до температуры, превышающей температуру солидуса сплава, и позволяет продолжительное время поддерживать в верхней части отлитой шихтовой заготовки металл в жидком состоянии, тем самым максимально уменьшить протяженность усадочной раковины в самой верхней части шихтовой заготовки.
После окончания разливки изложницу с шихтовой заготовкой охлаждают и затем шихтовую заготовку извлекают на воздух.
Пример осуществления
По предлагаемому способу осуществили разливку сплава в вакуумной печи в три металлические изложницы с установленными в них сверху теплоизоляционными керамическими вставками.
Предварительно в каждую керамическую вставку установили огнеупорную керамическую перегородку диаметром 7,4867 см с различным количеством отверстий. Общую площадь керамической перегородки определили по формуле:

При осуществлении данного способа применяли три перегородки с суммарной площадью отверстий в каждой перегородке  , равной 4,4 см2, 8,8 см2 и 13,2 см2. Количество отверстий в перегородках равнялось 88,264 и 440 соответственно.
, равной 4,4 см2, 8,8 см2 и 13,2 см2. Количество отверстий в перегородках равнялось 88,264 и 440 соответственно.
Теплоизоляционные керамические вставки с установленными в них дополнительно огнеупорными керамическими перегородками с разным количеством отверстий установили на три изложницы с внутренним диаметром 90 мм и поместили в разливочную камеру вакуумной печи. В плавильном тигле выплавили литейный жаропрочный сплав на никелевой основе системы Ni-Cr-Co-W-Mo-Nb-Re-Ti-Al. Металл разлили в 3 изложницы, указанные выше. Изложницы с залитыми шихтовыми заготовками охладили в печи и затем заготовки извлекли на воздух.
Отлитые заготовки имели ровную, гладкую поверхность, без настылей. Заготовки разрезали вдоль продольной оси и исследовали распределение усадочной раковины по высоте. Результаты исследования приведены в таблице 1. Для сравнения была отлита заготовка такого же размера по способу прототипа. Заготовку также разрезали вдоль продольной оси и исследовали распределение усадочной раковины по высоте. Результаты исследования приведены в той же таблице, из которой видно, что протяженность усадочной раковины в случае отливки по способу-прототипу составляла 150 мм, тогда как в случае применения предлагаемого способа протяженность усадочной раковины была всего 50 - 60 мм. Соответственно выход годного шихтовых заготовок, отлитых с применением предлагаемого способа, составил 80 - 85%, тогда как отлитых по способу-прототипу всего 65%.
Предварительно в каждую керамическую вставку установили огнеупорные керамические перегородки диаметром 7,4867 мм с 264 отверстиями общей площадью 8,8 см2, выполненные из одного из материалов, таких как оксида алюминия, оксида иттрия, корундомуллита, периклаза, диоксида циркония и алюмомагнезиальной шпинели. В вакуумной печи выплавили литейный жаропрочный сплав на кобальтовой основе системы Со-Сr-W-Mo-Nb-Ti-C. Сплав разлили в приготовленные шесть изложниц при различных значениях глубины вакуума, равных 1, 1×10-2 и 1×10-4 мм рт.ст. и при давлении инертного газа, равном 1, 150 и 300 мм рт.ст. и температуре металла при разливке, равной 1350, 1550 и 1750°С.
Изложницы с залитыми шихтовыми заготовками охладили в печи и затем заготовки извлекли на воздух. Заготовки разрезали вдоль продольной оси и определили протяженность усадочной раковины. Результаты приведены в таблице 2. Из таблицы видно, что во всех случаях протяженность усадочной раковины в шихтовых заготовках, отлитых по предлагаемому способу, составляла 50 - 60 мм и выход годного 80 - 85%, а по способу-прототипу соответственно 150 мм и 65%.
Применение предлагаемого способа позволяет получать высококачественные плотные шихтовые заготовки из литейных жаропрочных сплавов с минимальной протяженностью усадочной раковины, с гладкой ровной поверхностью заготовки без настылей.
Применение предлагаемого способа позволяет повысить выход годного шихтовой заготовки из литейных жаропрочных сплавов на 15-20% и тем самым сэкономить дорогие и дефицитные металлы: никель, кобальт, вольфрам, рений, тантал, ниобий и др., а также снизить стоимость шихтовой заготовки.
п/п см2
см2
п/п
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства литейных прутковых заготовок малого сечения и устройство для его реализации | 2020 |
|
RU2741044C1 |
| Способ получения прецизионного сплава 42ХНМ (ЭП630У) на никелевой основе | 2018 |
|
RU2699887C1 |
| СПОСОБ ЛИТЬЯ ДИСКОВЫХ И КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ ЖАРОПРОЧНЫХ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ НА НИКЕЛЕВОЙ ОСНОВЕ | 2009 |
|
RU2422244C1 |
| Способ получения полуфабрикатов из жаропрочного сплава Х25Н45В30 | 2019 |
|
RU2719051C1 |
| Способ литья с формированием однородной мелкозернистой структуры металла | 2020 |
|
RU2765031C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| Устройство для получения крупногабаритных отливок с направленной и монокристаллической структурой | 2020 |
|
RU2754215C1 |
| СПОСОБ РАЗЛИВКИ СТАЛИ | 2008 |
|
RU2470735C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВКИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 1998 |
|
RU2142352C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ ХРОМА И СПОСОБ ВЫПЛАВКИ СПЛАВА НА ОСНОВЕ ХРОМА | 2014 |
|
RU2557438C1 |
Изобретение относится к производству жаропрочных сплавов на основе никеля и может быть использовано при литье, преимущественно, лопаток газотурбинных двигателей. Шихтовую заготовку получают в изложнице, в верхней части которой установлена теплоизоляционная керамическая вставка. Перед заливкой расплава в керамическую вставку устанавливают керамическую перегородку с отверстиями. Суммарную площадь отверстий определяют по формуле  где
где  - суммарная площадь отверстий в перегородке, см2; S - общая площадь керамической перегородки, см2. Количество отверстий на 1 см2 площади перегородки составляет 2-10. Заливаемый расплав разбивается посредством перегородки на струи, поэтому предотвращается разбрызгивание его. В кристаллизующейся отливке создают направленный вверх теплоотвод, что обеспечивает получение плотной заготовки с минимальной протяженностью усадочной раковины. Повышается выход годного шихтовой заготовки и снижается себестоимость. 2 з.п. ф-лы, 1 ил., 2 табл.
- суммарная площадь отверстий в перегородке, см2; S - общая площадь керамической перегородки, см2. Количество отверстий на 1 см2 площади перегородки составляет 2-10. Заливаемый расплав разбивается посредством перегородки на струи, поэтому предотвращается разбрызгивание его. В кристаллизующейся отливке создают направленный вверх теплоотвод, что обеспечивает получение плотной заготовки с минимальной протяженностью усадочной раковины. Повышается выход годного шихтовой заготовки и снижается себестоимость. 2 з.п. ф-лы, 1 ил., 2 табл.

где  - суммарная площадь отверстий в перегородке, см2;
- суммарная площадь отверстий в перегородке, см2;
S - общая площадь керамической перегородки, см2,
а количество отверстий на 1 см2 площади перегородки составляет 2-10.
| US 4463797 A, 07.08.1984 | |||
| Способ литья вакуумным всасыванием в керамические формы и устройство для его осуществления | 1984 |
|
SU1296294A1 |
| Устройство для многоструйной заливки алюминиевого расплава | 1991 |
|
SU1806038A3 |
| СПОСОБ РАЗЛИВКИ СТАЛИ | 1972 |
|
SU429878A1 |
| Литниковая система | 1986 |
|
SU1371759A1 |
| Форма для изготовления литых постоянных магнитов с однонаправленной структурой | 1980 |
|
SU904874A1 |

