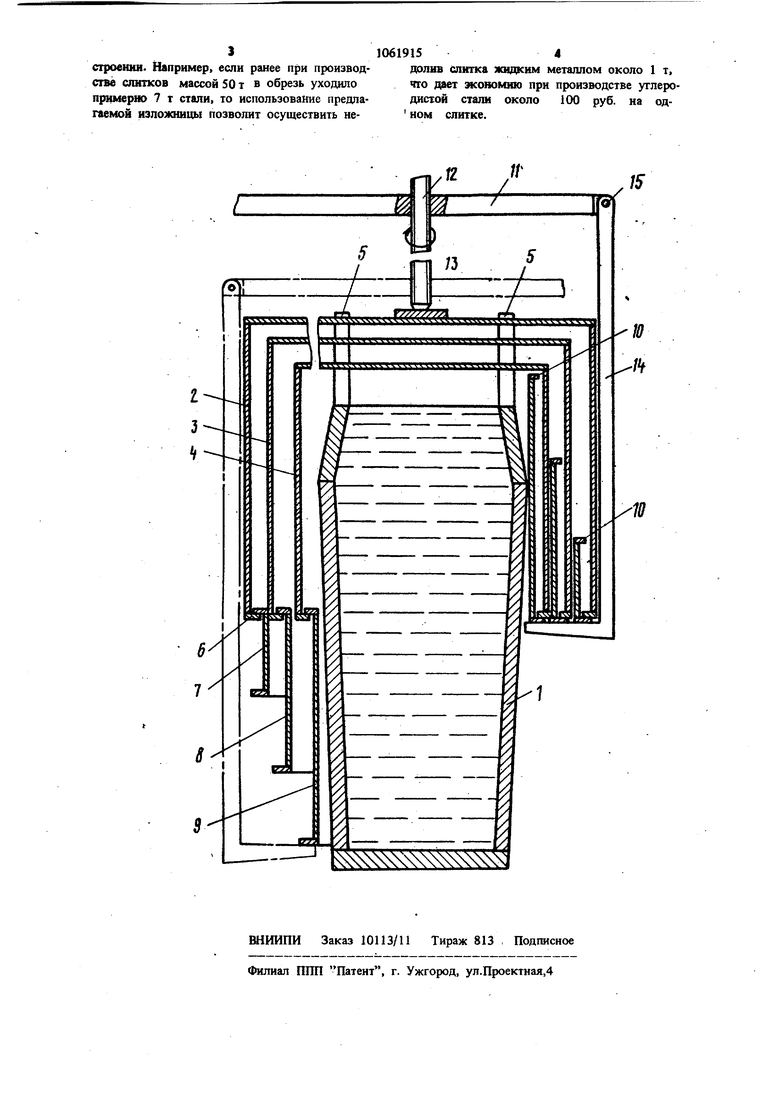
Изобретение относится к металлургии и может быть использовано при разливке слитков в изложнице. Известен способ тепловой изоляции прибьшьных надставок изложницы и устройство для его осуществления. При разливке металла в изложницу материал, замедляющий тепловую радиацию, помещают в герметизирующую оболочку и устанавливают ее в изложницу. Открытый торец изложницы после заливки металла закры вают крышкой 1, Однако установка герметической оболочки внутрь изложницы относительно трудоемка, возможно разрущение оболочки и попадание примесей в тело слитка. . Наиболее близким по технической сущности к изобретению является изложница для разливки металла, включающая съемный экран в виде набора пластин, установленный с возможностью охвата изложницы на 1/4 - 1/3 ее высоты, а внутренняя поверхность наружной пластины, обращенная к изложнице, выполнена зеркальной 2. Однако такая конструкция экрана не дает возможности осуществлять регулировку процессом кристаллизации путем уменьшения или увеличения теплообмена с поверхности изложницы, а, следовательно, повысить качест во слитка, уменьшить усадочную раковину. Целью изобретения является повышение качества слитка за счет регулирования тепл( отвода с поверхности слитка. .Поставленная цель достигается тем, что в изложнице для разлива металла, содержащую съемный экран в виде набора пластин, излож ница снабжена установленным на ее верхнем торце кронштейном с тягой и дополнительны ми зкранирующими элементами, а каждая пластина имеет заплечики, при этом экраниру ющие элементы взаимодействуют с тягой кронштейна и установлены с возможностью вертикального перемещения относительно пластин. Дополнительные экранирующие элементы выполнены ступенчатыми по высоте. На чертеже приведена предлагаемая излож ница, общий вид. Изложница 1 для разливки металла снабжена экраном в виде набора пластин 2-4. Экран охватьшает головную часть изложницы и боковую поверхность предпочтительно 1/4 1/3 ее высоты. Внутренняя поверхность наруж ной пластины 2 может быть выполнена зеркальной. Между собой пластины скреплены элементами 5, которые непосредственно опираются на верхний торец прибыльной надстав ки изложницы. Пластюи, 2-4 вьшолнены съемными для того, чтобы их установку мож 152 но было произвести до заливки металла в изложницы. Каждая пластина экрана снабжена крышкой, приваренной к ней сплошным швом для исключения утечки - конвекции горячего воздуха из-под экранов. Пластины 2-4 снабжены заплечиками 6, несущими дополнительные экранирующие элементы 7-9 с полками 10, свободно опирающимися на эаплечики б. При этом внутренний дополнительный экранирующий элемент 9 может быть опущен до основания изложницы, следующий примерно на 2/3 его высоты, следующий на 1/2 предыдущего. Ступенчатое расположение дополнительных экранирующих элементов должно определяться для конкретных условий в зависимости от марки стали, массы и конфигурации слитка, толщины стенок изложницы и т. п. На крышке наружной пластины 2 смонтирован кронштейн II. Он установлен на пяте 12, в гнезде которой смонтирован винт 13 с передачей на привод. Тяги 14 кронштейна установлены на оси 15 и имеют полку для подъема дополнительных экранирующих элементов. Управление подъемом дополнительных экранирующих элементов, осуществляется вручную посредством штурвала, установленного на винте 13 или автоматически за счет сигнала от термопар , установленных в наружной стенке изложницы по ее высоте с определенным шагом в зависимости от условий, указанных выше, для раоголожения дополнительных экранирующих элементов, Работа изложницы для разливки металла осуществляется следующим образом. На торец прибыльной надставки изложницы 1 устанавливают на элементах 5 экраны в виде набора пластин. Затем изложницу 1 заполняют жидким металлом (сифонная запивка) . В процессе кристаллизации слитка за счет вращения винта 13 кронштейн 11 перемешают вверх вместе с тягами 14, которые вво,дят дополнительные экранирующие элементы 7-9 в зону пластин 2-4. В процессе кристаллизации слитка в зависимости от показаний термопар сначала поднимается элемент 9, затем элемент 8, затем элемент 7. Таким образом, создаются благоприятные условия для ликвидации дефектов усадочного характера. Регулируемая скорость подъема дополнительных экранирующих элементов 7-9 дает возможность создания направленности затвердевания по всей высоте кристаллизирующего слитка. После затвердевания слитка с изложницы 1 снимают экран в виде набора пластин 2-4 с дополнительными экранирующими элементами 7-9 и кроншг.ейном 11. Затем раздевают слиток. Предлагаемая изложница может быть использована в черной металлургии и машино
| название | год | авторы | номер документа |
|---|---|---|---|
| Изложница для разливки металла | 1980 |
|
SU910323A1 |
| Изложница для разливки металла | 1983 |
|
SU1088869A1 |
| Прибыльная надставка | 1982 |
|
SU1025483A1 |
| Способ изготовления стальных слитков | 1977 |
|
SU789210A1 |
| Изложница | 1976 |
|
SU616045A1 |
| Изложница для разливки металла | 1979 |
|
SU831290A1 |
| СПОСОБ РАЗЛИВКИ МЕТАЛЛА СВЕРХУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023528C1 |
| СПОСОБ РАЗЛИВКИ СТАЛИ | 2008 |
|
RU2470735C2 |
| СПОСОБ РАЗЛИВКИ СТАЛИ И СПЛАВА СВЕРХУ | 2008 |
|
RU2388571C2 |
| Способ изготовления слитка | 1989 |
|
SU1688976A1 |
1. ИЗЛОЖНИЦА ДЛЯ РАЗЛИВКИ МЕТАЛЛА, содержащая съемный экран в виде набора пластин, отличающаяся тем, что, с целью повыщения качества слитка за счет регулирования теплоотвода с поверхности слитка, она снабжена установленным на ее верхнем торце кронштейном с тягой и дополнительными экранирующими элементами, а каждая пластина имеет эаилечики, при этом экранирующие элементы взаимодействуют с тягой кронштейна и установлены с возможностью вертикального перемещения относительно пластин. 2. Изложница но п. 1, о т л и ч а ю щ а я с я тем, что дополнительные экрани)ующие элементы выполнены ступенчатыми по высоте. С
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США 3929183, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Изложница для разливки металла | 1979 |
|
SU831290A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
