Известно устройство для формообразования тройника из тонкостенной трубной заготовки путем формовки борта на боковой поверхности трубы. Формовка борта осуществляется с помощью эластичного элемента, который расположен внутри трубной заготовки. При сжатии этого элемента торцевыми пуансонами создается внутреннее давление, с помощью которого и осуществляется деформирование заготовки (Изготовление сложных полых деталей./Под ред. К.Н.Богоявленского, - Л.: Машиностроение, 1979, стр.54, рис.19).
Устройство имеет следующие недостатки:
1. - Низкая стойкость эластичной среды (полиуретан, резина и пр.) при ее высокой стоимости. В настоящее время стоимость полиуретана СКУ-7л на порядок превышает стоимость качественных инструментальных сталей.
2. - Невысокое качество штампованного изделия по геометрическим параметрам. Давления эластичной среды не всегда достаточно для того, чтобы отформовать борт с малыми радиусами кривизны. Высота борта ограничена утонением стенки заготовки в процессе штамповки.
Кроме этого, возникает необходимость извлекать из отштампованой детали эластичный наполнитель, прикладывая при этом значительные усилия из-за остаточных деформаций наполнителя.
Наиболее близким по технической сущности к заявляемому устройству, которое и принято за прототип, является устройство для изготовления тройника путем отбортовки отверстия, предварительно выполненного на боковой поверхности трубы (Аверкиев Ю.А. Холодная штамповка. Изд-во "Ростовский университет". Ростов, 1984, стр.225, рис.135).
Устройство содержит в качестве деформирующего элемента жесткий шарик-вкладыш, движение которого осуществляются от пуансона с наклонной торцевой поверхностью. Благодаря этому вертикальное движение пуансона преобразуется в горизонтальное перемещение шарика-вкладыша.
Недостатком устройства является то, что оно не позволяет за один переход изготовить тройник с равнопроходным диаметром борта, имеющим цилиндрическую стенку, из-за разрыва кромки борта.
Кромка отверстия интенсивно растягивается в процессе отбортовки, получает запредельные деформации, и даже при штамповке высокопластичных материалов, таких как Х18Н10Т или ХН60ВТ, происходит разрушение заготовки.
С целью устранения разрушения заготовки процесс разбивают на стадии и вводят промежуточные отжиги для восстановления пластичности. Но многократная отбортовка приводит к чрезмерному утонению заготовки (Попов Е.А. Основы теории листовой штамповки. - М.: Машиностроение. 1977), излишней металлоемкости изделия и значительно увеличивает трудозатраты на изготовление тройника.
Кроме того, получить борт с глухой плоской торцевой поверхностью в этом устройстве не представляется возможным. А плоская стенка на торце борта необходима для того, чтобы, вырезав в ней отверстие меньшего диаметра, произвести последующую отбортовку и получить борт увеличенной высоты.
Задачей изобретения является снижение трудозатрат при изготовлении тройника с увеличенной высотой борта и сокращение при этом требуемого количества штамповой оснастки.
Задача решается за счет того, что в устройстве для формообразования равнопроходных тройников, которое состоит из двух полуматриц, поверхность разъема между которыми перпендикулярна вертикальной оси штампа и проходит через ось отверстия под борт, внутренней оправки, двух пуансонов с наклонными торцевыми поверхностями и вкладыша в виде шара, расположенного между пуансонами, вкладыш выполнен с двумя наклонными плоскостями и двумя параллельными торцевыми плоскостями, причем наклонные плоскости проходят через полюсы шара, параллельны наклонным плоскостям пуансонов, имеют одинаковый угол наклона к вертикальной оси штампа, тангенс которого больше величины коэффициента трения на поверхности контакта пуансонов и вкладыша, передняя торцевая плоскость шара, в виде круга, расположена со стороны отверстия в штампе под борт, перпендикулярна оси этого отверстия и расположена от центра шара на расстоянии S1, равном
где R - радиус сферической поверхности шарового вкладыша;
d0 - диаметр круга передней торцевой плоскости,
задняя торцевая опорная плоскость шара расположена с противоположной от центра шара стороны на расстоянии S2, равном
где S - толщина исходной трубной заготовки;
Rm - радиус закругления рабочей поверхности матриц при переходе к отверстию под борт;
h - протяженность калибровочного пояска отверстия под борт,
при этом максимальная высота уклона торцевой поверхности пуансонов не должна превышать половины высоты задней торцевой поверхности шара, а поперечный размер внутренней оправки штампа от ее рабочей поверхности до поверхности опоры вкладыша определяется по зависимости
H=R-S-h-Rm.
Заявляемое устройство позволяет выполнить две операции, необходимые для изготовления тройника: предварительную формовку борта на боковой поверхности трубной заготовки и последующую отбортовку отверстия, изготовленного на плоской торцевой поверхности борта с целью получения борта увеличенной высоты.
Исследование патентной и научно-технической литературы показали, что подобная совокупность существенных признаков является новой и ранее не использовалась, а это в свою очередь позволяет сделать заключение о соответствии технического решения критериям "новизна" и "технический уровень".
Устройство поясняется чертежами,
где на фиг.1 показано устройство в рабочем положении на заключительной стадии процесса формовки борта с плоской торцевой передней стенкой;
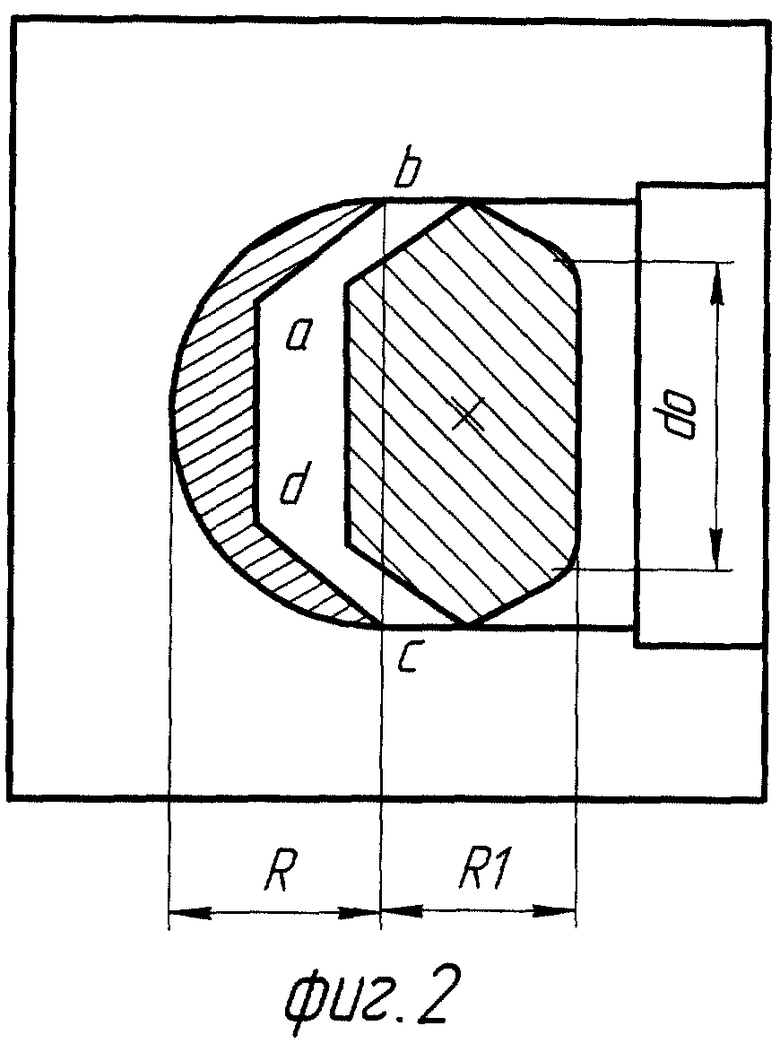
на фиг.2 показано сечение А-А, расположенное на фиг.1;
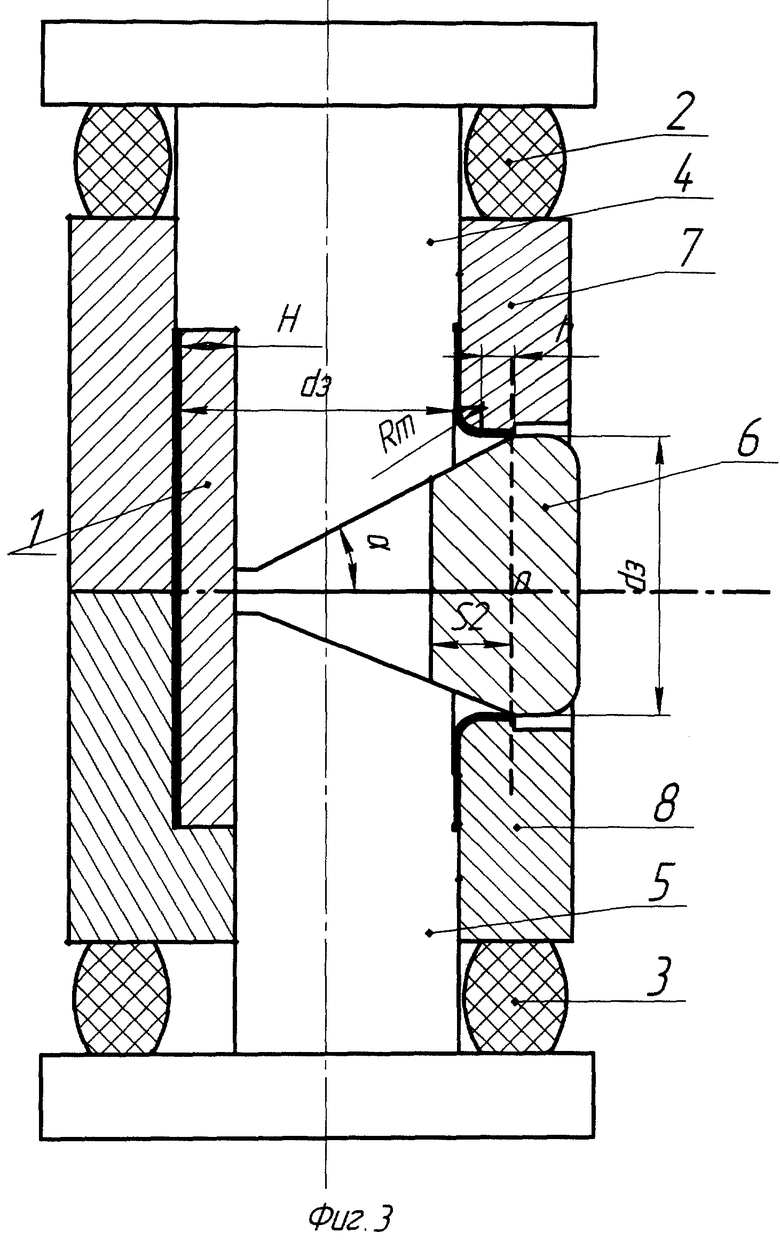
на фиг.3 показано устройство при завершении процесса отбортовки отверстия, выполненного предварительно в плоской торцевой передней стенке борта после формовки;
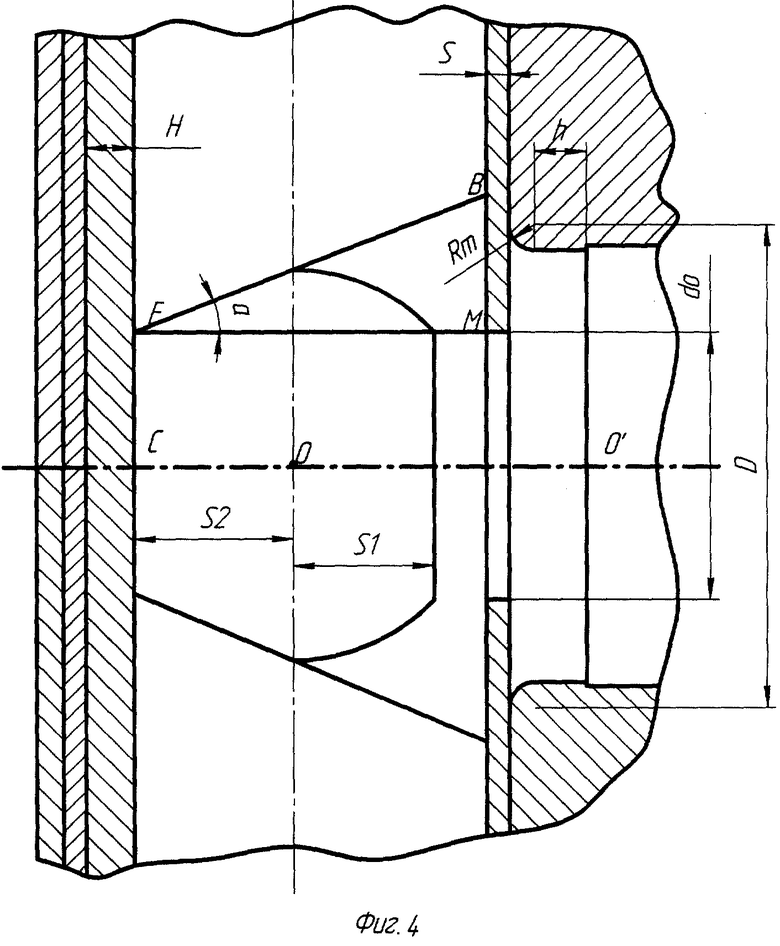
на фиг.4 даны пояснения для определения геометрических размеров рабочих частей штампа.
Устройство состоит из внутренней оправки 1, упругих прижимов 2 и 3, пуансонов 4 и 5, расположенных внутри полуматриц, вкладыша в виде шара 6, расположенного между пуансонами, верхней полуматрицы 7 и нижней полуматрицы 8, опирающихся на упругие прижимы, а также заготовки 9.
Устройство работает следующим образом (фиг.1). В нижнюю полуматрицу 8 устанавливается заготовка 9 совместно с оправкой 1. В этот момент верхняя полуматрица 7 поднята вверх. Затем во внутреннюю полость трубной заготовки устанавливается вкладыш 6. Благодаря соответствию геометрии внутренней полости заготовки 9, оправки 1 и вкладыша 6 последний фиксируется в нижнем положении. При опускании верхней половины штампа сначала стыкуются полуматрицы 7 и 8, а потом, за счет сжатия упругих прижимов 2 и 3, происходит сближение пуансонов, пока их торцевые рабочие наклонные плоскости не соприкоснуться с наклонными плоскостями вкладыша 6. Наклонные плоскости проходят через верхний и нижний полюсы шара и имеют одинаковый угол наклона α к вертикальной оси штампа.
С этого момента начинается перемещение вкладыша в горизонтальном направлении. Перемещение это возможно, если угол наклона α соприкасающихся плоскостей пуансонов и вкладыша связан с коэффициентом трения f на соприкасающихся поверхностях известным соотношением

То есть тангенс угла наклона наклонных плоскостей вкладыша и торцевых наклонных плоскостей пуансонов к оси штампа должен быть больше величины коэффициента трения на поверхности контакта пуансонов и вкладыша.
Формовка происходит за счет утонения заготовки и изменения ее геометрии. Чтобы избежать искажения формы трубной заготовки и возможной потери устойчивости заготовки в сечении А-А, которое является наиболее деформируемым, в штампе предусмотрена оправка 1. Оправка сохраняет форму заготовки и предотвращает потерю устойчивости при формовке (см. фиг.2). По площади она охватывает половину внутренней поверхности заготовки. Поэтому наружная рабочая поверхность оправки имеет цилиндрическую поверхность, а ее внутренняя поверхность в сечении А-А совместно с осью штампа образует условную фигуру в виде равнобедренной трапеции abcd. Соответствующую форму в сечении А-А имеет и опорная поверхность вкладыша 6.
Процесс формовки заканчивается в тот момент, когда на боковой поверхности заготовки образуется плоский участок, соответствующий передней торцевой плоскости на вкладыше. По форме эта плоскость представляет собой круг. Она расположена перпендикулярно оси отверстия под борт, и на расстоянии S1 от центра вкладыша "О". Диаметр круга передней торцевой плоскости d0 выполнен из расчета, что он соответствует диаметру отверстия под отбортовку, которое будет выполнено впоследствии на заготовке. Тогда из треугольника "onk" находим

где S1 - расстояние передней торцевой плоскости от центра вкладыша;
R - радиус сферической поверхности вкладыша;
d0 - диаметр круга передней торцевой плоскости.
Такая форма рабочей поверхности вкладыша со стороны, соприкасающейся с заготовкой, позволяет ее деформировать неравномерно. Наименьшие деформации будут получать элементы заготовки, которые находятся на плоской передней торцовой поверхности вкладыша (Попов Е.А. Основы теории листовой штамповки. - М.: Машиностроение, 1977). Поскольку эти элементы заготовки практически не упрочняются, это условие гарантирует получение качественной поверхности при изготовлении отверстия и дает возможность при отбортовке этого отверстия получить высокий борт, имеющий цилиндрическую поверхность.
После формовки производится разделение двух половин штампа, удаление заготовки совместно с внутренней оправкой 1 и вкладышем 6. Заготовку отделяют от элементов устройства, после чего изготавливают отверстие диаметром d0, величина которого рассчитывается из предельных возможностей штампуемого материала.
Затем производится компоновка заготовки внутренней оправкой 1, установки ее и вкладыша 6 в нижнюю половину штампа. Далее производится отбортовка (фиг.3).
Условия выполнения этой операции следующие:
во-первых, возможность перемещения вкладыша в горизонтальном направлении до полного формирования борта;
во-вторых, до момента полного формирования борта торцы пуансонов не должны соприкасаться друг с другом в своем самом ближнем положении;
в третьих, необходимо обеспечить, чтобы площади контакта вкладыша и пуансонов были достаточными, обеспечив их прочность и не подвергнув разрушению. Для этого необходимо, чтобы длина проекции наклонной торцевой плоскости пуансона на ось отверстия штампа под борт (фиг.3) была больше или равна сумме величин R+Rm+h+S,
где R - радиус сферической части вкладыша;
h - длина калибрующего пояска;
S - толщина заготовки;
Rm - радиус закругления, соединяющий образующую отверстия под борт с образующей матрицы.
Из геометрических соотношений (фиг.3) видно, что для получения борта, когда точка О переместится в точку О', необходимо выполнить соотношение
где H - толщина оправки;
Rm - радиус закругления, соединяющий образующую отверстия под борт с образующей матрицы.
Радиус выбирают в пределах (2÷3)S.
Высота калибрующего пояска находится из условия равенства длин образующей заготовки до и после деформации при отбортовке отверстия (см. фиг.3).
Длина образующей до деформации равна

где D=2(R+Rm+S),
D - диаметр, ограничивающий очаг пластической деформации.
Длина образующей после деформации составит

Приравняв (5) и (6), получим

Кроме этого, максимальная высота наклона торцевых поверхностей пуансонов должна быть меньше половины высоты задней торцевой поверхности вкладыша, чтобы не произошло преждевременного смыкания пуансонов 4 и 5.
Рассмотрим пример расчета основных размеров деталей предлагаемого устройства при получении борта равнопроходного тройника из тонкостенной трубной заготовки с диаметром условного прохода (внутренний диаметр) D=50 мм, толщиной S=1,5 мм из материала 12Х18Н10Т. Известно, что коэффициент отбортовки из плоской заготовки (отношение диаметра борта к диаметру отверстия) для такого материала составит Кom≈2 (см. Романовский В.П. Справочник по холодной штамповке. - Л.: Машиностроение, 1979, стр.221, табл.111). Диаметр борта по внутренней поверхности равен Dб=50 мм, тогда диаметр отверстия составит d0=25 мм. Этому диаметру должен быть равен диаметр круга передней торцевой поверхности вкладыша. По формуле (2) находим расстояние от центра вкладыша до передней торцевой поверхности. Оно равно S1=√(252-12.52)=21.6 мм. Высоту борта находим по формуле (7) h=(25-12.5)-(1.5+3)1.57=5.5 (мм). Рассчитываем толщину оправки по оси симметрии по формуле (4) H=25-1.5-3-5.5=15 (мм), а также величину наклонной торцевой плоскости пуансона на ось отверстия под борт Пр=25+3+5,5+1,5=35 (мм). Угол наклона принимаем α=25°.
Угол наклона торцовых поверхностей α взят из условия, что коэффициент трения на поверхности контакта пуансонов и вкладыша не превышает f≥0.3, тогда из (1) имеем α≥arctgf=17°.
Предлагаемое изобретение позволяет повысить производительность при изготовлении тройника с увеличенной высотой борта и выполнить при этом все формоизменяющие операции в одной штамповой оснастке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления тройников из трубных заготовок | 1982 |
|
SU1082513A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ТРОЙНИКОВ | 2014 |
|
RU2559623C1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ТРОЙНИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2009 |
|
RU2422226C1 |
| Штамп для изготовления тройников из трубных заготовок | 1982 |
|
SU1076163A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ С КОСОУГОЛЬНЫМИ ОТВОДАМИ | 2006 |
|
RU2320440C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ДЕТАЛЕЙ С ОТВОДАМИ ПОСРЕДСТВОМ ГИДРАВЛИЧЕСКОЙ ШТАМПОВКИ | 2013 |
|
RU2538888C1 |
| Пуансон для отбортовки ответвления в стенке трубной заготовки (варианты) | 2016 |
|
RU2632309C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2006 |
|
RU2333064C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ (ВАРИАНТЫ) | 2012 |
|
RU2492952C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2087227C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при формообразовании тройников из тонкостенной трубной заготовки путем формовки борта на ее боковой поверхности. Устройство содержит штамп, состоящий из двух полуматриц, внутренней оправки, двух пуансонов с наклонными торцевыми поверхностями и вкладыша в виде шара, расположенного между пуансонами. Поверхность разъема полуматриц перпендикулярна вертикальной оси штампа и проходит через ось его отверстия под борт трубной заготовки. Вкладыш выполнен с двумя наклонными плоскостями и двумя параллельными торцевыми плоскостями. Наклонные плоскости проходят через полюса шара, параллельны наклонным плоскостям пуансонов и наклонены под одним углом к вертикальной оси штампа. Тангенс этого угла превышает величину коэффициента трения на поверхности контакта пуансонов и вкладыша. Передняя торцевая плоскость шара расположена со стороны отверстия в штампе под борт трубной заготовки, перпендикулярна оси этого отверстия и расположена от центра шара на расстоянии, величина которого определена в зависимости от радиуса шара и диаметра его передней торцевой плоскости. Максимальная высота уклона торцевых поверхностей пуансонов не превышает половины высоты задней торцевой плоскости шара. В результате обеспечивается снижение трудозатрат при изготовлении тройника с увеличенной высотой борта и сокращение количества штамповой оснастки. 4 ил.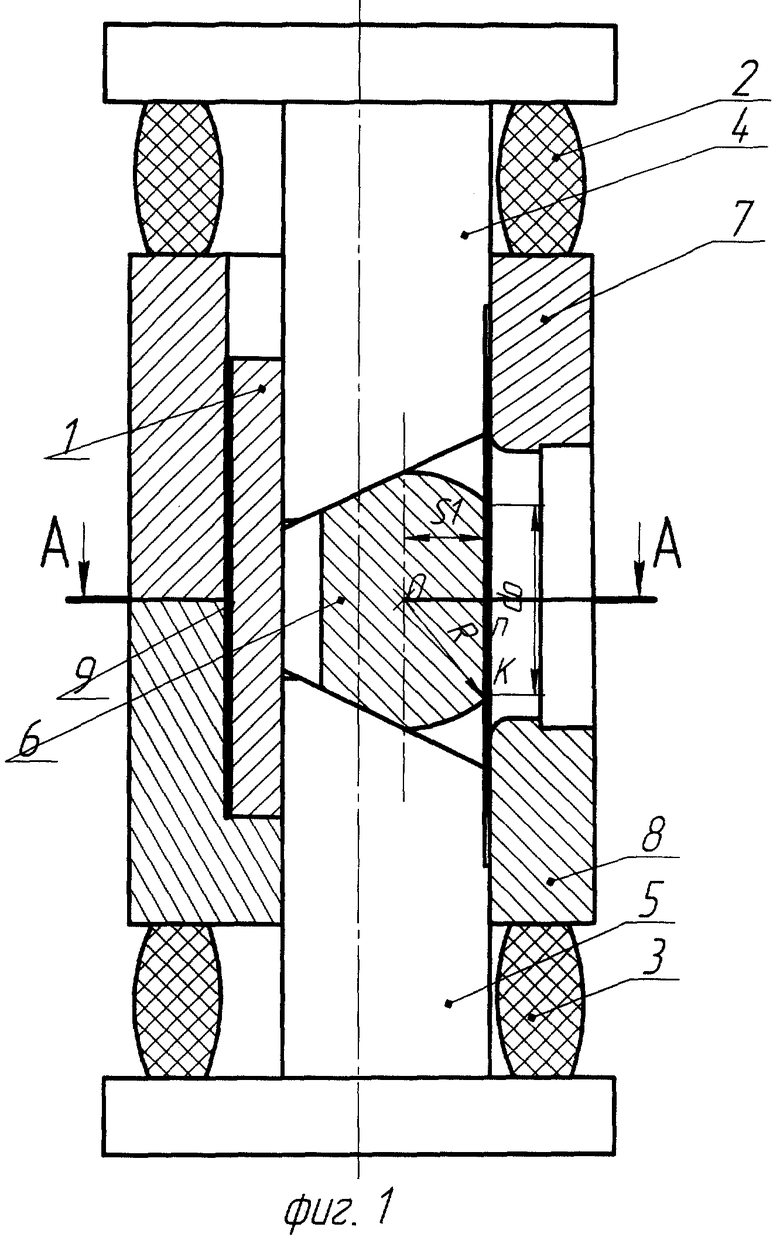
Устройство для формообразования равнопроходных тройников путем формовки борта на боковой поверхности трубной заготовки, содержащее штамп, состоящий из двух полуматриц, поверхность разъема которых перпендикулярна вертикальной оси штампа и проходит через ось отверстия штампа под борт трубной заготовки, внутренней оправки, двух пуансонов с наклонными торцевыми плоскостями и вкладыша в виде шара, расположенного между пуансонами, отличающееся тем, что вкладыш выполнен с двумя наклонными плоскостями и двумя параллельными торцевыми плоскостями, причем упомянутые наклонные плоскости проходят через полюса шара, параллельны наклонным плоскостям пуансонов и расположены с одинаковым углом наклона к вертикальной оси штампа, тангенс которого больше величины коэффициента трения на поверхности контакта пуансонов и вкладыша, передняя торцевая плоскость шара в виде круга расположена со стороны отверстия в штампе под борт трубной заготовки, перпендикулярна оси этого отверстия и расположена от центра шара на расстоянии S1, равном
 ,
,
где R - радиус сферической поверхности вкладыша в виде шара;
d0 - диаметр круга передней торцевой плоскости вкладыша, задняя торцевая плоскость шара расположена с противоположной от центра шара стороны на расстоянии S2, равном
 ,
,
где S - толщина исходной трубной заготовки;
Rm - радиус закругления рабочей поверхности матриц при переходе к отверстию под борт трубной заготовки;
h - протяженность калибровочного пояска отверстия под борт трубной заготовки,
при этом максимальная высота уклона торцевых плоскостей пуансонов не превышает половины высоты задней торцевой плоскости шара, а поперечный размер внутренней оправки штампа от ее рабочей поверхности до поверхности опоры вкладыша определен по зависимости
H=R-S-h-Rm.
| АВЕРКИЕВ Ю.А | |||
| Холодная штамповка | |||
| - Ростов: Ростовский университет, 1984, с.225, рис.135 | |||
| Способ штамповки трубчатых отводов | 1987 |
|
SU1433526A1 |
| УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ НАРУЖНОГО ПАТРУБКА У ПОЛОЙ ЗАГОТОВКИ | 1987 |
|
RU2036736C1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| 0 |
|
SU401475A1 | |
| Противопригарная краска для форм и стержней | 1958 |
|
SU120314A1 |

