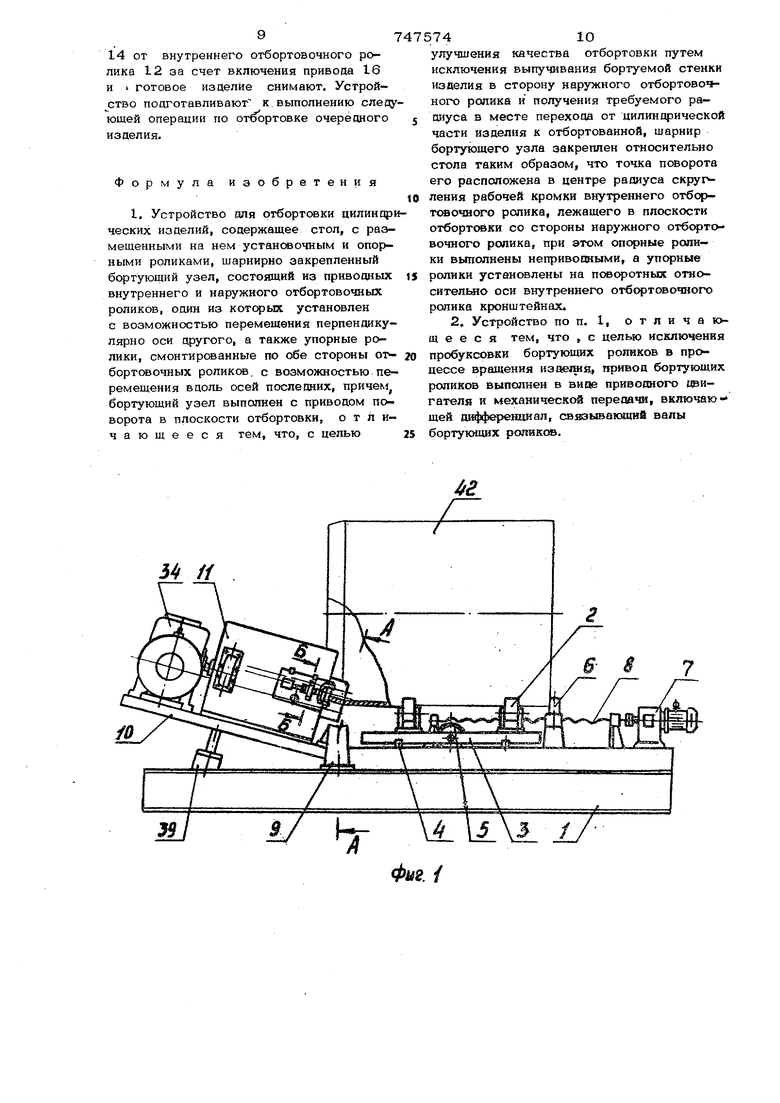
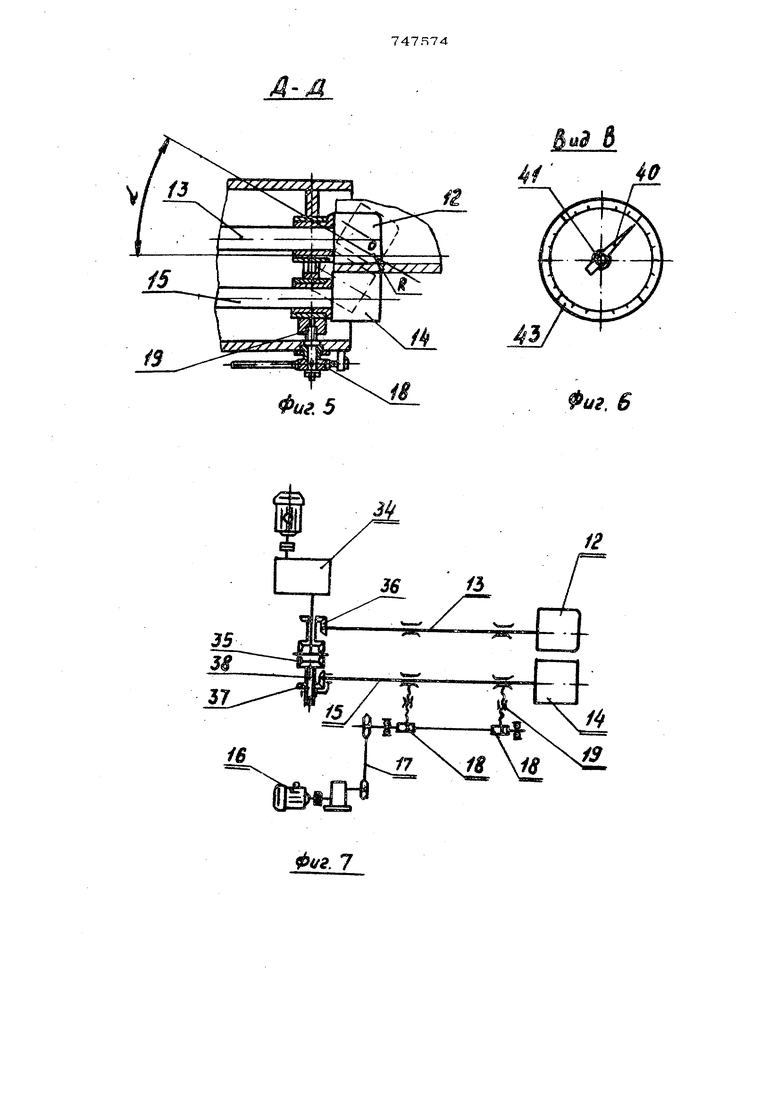
пиваемой по колонке траверсой и уаяа-ми крепления заготовки, фиксируемьЕК на консолях траверсы. Не достатком этой машины является то, что формирование бортуемой части иацелия произвоцят по всей высоте борта не одновременно, это способствует образованию гофр, Копи|Х5вавие бортуемого ропйка по конфигурации формообразующего ролика происходит с напичием трещин, перемещаеiMoro ролика о поверхность изцепия в K-secте контакта и проскальзывания, вызывагощими наругиение состояния поверхности, колебание температурного режима в зоне бортовки, в результате чего формирл емый борт получается утоненным. Перемещение ролика по формообразующему требует сложного кинематического озижения в дву плоскостях, что усложняет конструкцию машины, также вызывает дополнительные трудности центрирования переносной траверсы на бортуемой заготовке и посшедуюшая установка траверсы на колонну. Наиболее близким к преодагаемому -изобретению является устройство пля отбортовки цилиндрических изделий, соцержа щее стоп с установленным на нем опор™ ными роликами , установочными роликами и стойками на которых шарнирно с помощью кройште&юв смонтирован борггующий орган, состоядлий из параллельных цруг .другу наружного н внутреннего отбортовоч ного роликов, при этом внутренний отбор товочкый ролик снабжен механизмом незавлеимого перемещения его в плоскости отбортовки перпенцикупярно к оси наружного, а по обе стороны отбортовочных роликов расположены упорные ролики с возможностью перемещения вдоль оси отбор- товочньж роликов, шричем бортуюший орган снабжен приводом его поворота в плоскости, отбортован вокруг центра, расположенного на образующей наружного отбортовочного ролика в точке пересечения ссзух плоскостей, одна из которых про xoDSKT через оси роликов, а вторая нормаль но к ней, на расстоянии от торца внутрен« него отбортовочного ролика равном радиусу скрепления его рабочей кромки,при этом точка поворота имеет поступательное перемещение за счет уравновешенной системы. К неиостеткам этого устройсгвь относится то, что бортующий орган имеет центр поворота в плоскости отбортовки, расположенный на образующей нижнего отбортовочного ролрка, в результате чего бортующий орган кроме поворота приобре- 1ает поступательные движения в горизонтeльнo f и вертикальном направлениях, одно из которых компенсируется перемещением уравновешенной системой в вертикальном направлении. Однако здесь не учтено сопрогивление бортуемого края заготсжки, реактивный момент от которого препятствует перемещению уравновешенной системы в направлении, противоположном направлению яействия этого реактивного момента, а горизонтальное перемещение создает сжимающее усилие вдоль образующей изделия в то время, как перемещению изцешш в этом направлении препятствует установочный ролик, жестко установленный на столе у второго торца отбортовываемой заготовки. Все это способствует повышенному образованию гофр и выпучиванию в месте перехода бортуемой части изделия к цилиндрической по всему периметру борта, а также искажение рацяуса округления в листе перехоца борта в цилиндрическую часть, А ввиду того, что сопротивление бортуемой части в процессе отбортовкн препятствует перемещению уравновешенной системы в вертикальном направлении, фактически центр поворота бортующего органа остается в одной точке О, вследствие чего указанные ледостатки еще более усугубляются. Кроме того, уравновещивание системы создает трудности в осуществлении привоаа поворота бортующего органа, усложняет выставку заготовки по отношению к отбортовочным роликам и вызывает возможность пробуксовывания вращательного движения заготовки, что создает несогласованность поворота бортующего органа с вращением заготовки, ведущую к образованию гофр и неравномерного формирования борта по периметру. Цепь .изобретения - устранение указанных недостатков, т, е. улучшение качества отбортовки путем исключения выпучивания стенки изцепия в сторону наружного отбортовочного ролика в месте перехода от аилинорической части изделия к отбортованной и получения требуемого радиуса перехода в этом месте, а также исключения неодинакового угла отбортовки по окружности заготовки из-за неравномерного вращения изделия.в процессе отбортовки, исключения трения скольжения торца отбортовываемого изделия по упорным роликам и упрощения конструкции устройства. Поставленная цель достигается тем, что в известном устройстве, содержащем стол с размещенными на нем усгаковоч- ными и опорными роликами, шарнирно зак репленный бортующий узел, СОСГОЯЩРТЙ из приводных внутреннего и наружного (j-rinn, говочных роликов, один из которых установлен с возможностью перемещения перпенцикулярно оси другого, а также упорные ролики, смонтиров Н).;ые по с;бе сторо ны отбортовочных роликов с возможностью перемещения вдоль осей последних, причем бортующий узел выполнен с npKBonoNf поворота в плоскости отбортопки, и арпир бортующего узла закреплен относительно стола таким образом, что точка поворота его расположена в центре ращтуса скрупления рабочей кромки внутреннего отбор- товочного ролика, лежащего в плоскости отбортовки со стороны наружного отбортовочного ролика, при этом опорные ролики выполнены непривовдыми, а упорные ро лики установлены на поворотных относительно оси внутреннего отбортовочного ролика кроншейнах, На фиг. I схематически изображено устройство отбортовки цилиндрических изделий, вид сбоку,- на фиг. 2 разрез А-А на фиг. I; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез Г-Г на фиг. 2, на фиг. 5 разрез Д-Д на фиг. 2 на фиг. 6 вид по стрелке В на фиг. 2, на фиг. 7 - кинематическая схема привода вращения отбортовочных роликов и привода перемещения вала наружного отбор- товочного ролика относительно внутренне-го отбортовочного ролика; на фиг. 8 схема отбортозки на устройстве. Устройство для отбортовки цилиндрических изделий состоит из стола I (фиг. 1), на котором смонтированы опорные ролики 2. Эти ролики выполнены подвижными по штангам 3 вдоль оси иэаепня и вместе со Штангами 3 по направляющим 4 в направлении перпендикулярном оси изделия. Последнее из упомянутых перемещений осуществляется от привода 5. Опорные ролики 2 выполнены свобооно вращающимися вокруг своих осей, параллельных оси изделия. На столе 1 смонтирован установочный ролик 6, подвижный вдоль оси изделия от привода 7 с помощью винтовой передачи 8. Установочный ролик 6 выполнен свободно вращающимся вокруг вертикальной оси. На стойках 9, жестко закрепленных на столе I шарнирно с помощью кронштейнов 10, смонтирован бортующий орган. 11, состоящий из внутреннего оч бортовочного ролика 12, жестко закрепленного на валу 13. Внутренний отбор- товочный ролик выполнен с округленной рабочей кромкой, в месте перехода цг линпрической части к торцу. 15пл 15 расположен параллельно валу I3 и выполнен подвижным перпендикулярно валу 13, причем валов расположен i в одной вертикальной плоскости с осью изделия, которая является плоскостью отбортовки. Для перемещения вала 15 с внутренним отбортсжочным роликом 1 1 перпендикулярно валу 13 предусмотрен привод 16 (фиг. 7), который с помощью цепной передачи 17 связан с червячными передачами 18, которые связаны с винтами 19. По обе стороны отбортовочных роликов на бортующем органе смонтированы упорные ролики (фиг. 4) 2О, свободно вращаемые вокруг осей 21, жестко закрепленный в кронштейнах 22, связанных с штоками 23. Штоки 23 установлены notb вижно в направляющих 24, связанных жестко с площадками 25, на которых закреплены конечные выключатели 26, взаимно действующие с помощью электрической связи с пр шодом 7 (фиг. 1) установочного ролика 6. Направляющие 24 установлены подвижно в Koptiycox 27 вдоль оси внутреннего отбортовочного ролика и фиксируемые ползунами 28 (фиг. 3) с зубчатыми нарезками, взаимодействующими с зубчатыми нарезками 29, нанесенными на направляюшнх, посредством нажимных болте® ЗО. Корпуса 27 закреплены на крон;итей нах 31, которые установлены с помощью шарнире® 32, и регулировочных винтов 33 на корпусе бортукядего органа 11, . с возможностью в плоскости, перпендакул1фной плоскости отбортовки. Установленный на кронштейне 1О приод 34 (фиг. 7) сюобащает вращательное Фижение валам отбортовочных роликов ри помощи дифференциала 35, например онического, смонтированного внутри коруса отбортовочного органа 11. Передача ращателыюго движения с дифференциала 5 на валы 13 и 15 отбортсжочных роли ов 12 и 14 производится за счет зубчаых пар 36 и 37, например, конических, дна из которых, передающая вращение а вал 13 внутреннего отбортовочного олика 12, устан(жлена стацнсшарно, а торая 37 - с возможностью перемеще- ия вместе с валом 15 наружного отборовочного ролика 14 вдоль вала 38, например шпицевого, связанного с одной из конических шестерен дифференциала. Рабочий: цилинцр 39 (фиг. 1), например гивравлический, приводящий в озижение бортующий орган 11, в плоскости отбортовки соединен шарнирно относитель но точки О {фиг. 5) поворота бортующего органа 11, которая совпадает с цен тром радиуса округления раббчей кромки внутреннего отбортовочного ролика Q расположенного в плоскости отбортовки со tSTopoHbi наружного отбортовочного ролика 14, Стрелка 4О (фиг. 6) соединена жестко с поворотной осью 41, связанной жестко с кронштейном 1О (фиг. 2), указывает угол поворота органа 11, раз- його углу отбортовки борта заготовки 42 по програруированному диску 43, закрепПенного жестко на стойке 9. ; Устройство работает слес5ующим об разом. ; Поворотный кронштейн Ю с отбортовочным органом 11 выставляют в исходн ;гориаонтальное положение, нижний отбор- :ТОВочный ролик 14 отводят от внутренкег I отбортовочного ролика 12 на величину, ; обеспечивающую проход заготовки 42 по толщине между отбортовочными рапиками : Упорные ролики 20 выставляют отко: сительно торца внутреннего отбортовоч- I него ролика на величину требуемой высо- ; ты борта заготовляемого изделияе ус; танавливают их оси на требуемый угол (фг1Г. 2), т. е. рапиально торцу заготонки. Установочный ролик 6 отводят с по-, мощью привода 7 в крайнее псвюженив цилйнарическую полую заготовку 42 устанавливают на опорные ролики 2, включ нием привода 7 установочн;ого ролика 6, воздействующего на второй торец заготовки, последний ввоаят огбортовыва э мым торцом между отбортовочными роликами 12 и 14, при этом привод 7 отклю чается самостоятельно от воздействия вводимого между отбортовочными роликами торца заготовки на упорные ролики 2О, которые в свою очередь через штоки .23 воздействуют на конечные вы шючате ли 26, взаимосвязанные электрической связью с приводом 7. Затем сдвижением или разпвижением штанг 3 с опорными роликами 2 подвот аят край заготовки по внутреннему диаметру цо соприкосновения с поверхностью внутреннего отбортовочного ролика 12, 7 748 включением привода 1б поджимают край заготовки нижним отбортовочным роликом 14 к внутреннему отбортово шому ролику 12. Включают привод 34 вращающий отбортовочные ролики 12 и 14, которые за счет дифференциала вращаются с различной скоростью, необход11мой при прокатывании края заготовки внутренним отборто- вечным роликом по внутреннему диаметру заготовки, а наружного отбортовочного ролика - по наружному диаметру. Включают привод 39 поворота кронштейна 1О отбортовочного органа 11, При этом отбортовочные ролики 12 и 14, прокатывая край заготовки 42 и поворачиваясь вокруг общей точки О (фиг.5), расположенной в центре радиуса R скреппения рабочей кромки внутреннего отбор- товочного ролика 12, лежащей в плоскости отбортовки со сгюроны наружного отбортованного ролика 14, образуют борт с радиусом перехода цилиндрической части заготовки 42 к бортуемой по внутреннему диа- метру равным радиусу округления рабочей кромки внутреннего отбортовочного ролика (фиг, 5). По мере увода длины образующей заготовки в сторону отбортовочных роликов 3 процессе отбортовки за счет затг{гива« ния края заготовки 42 рад -гусом скрепления рабочей кромки внутреннего отбортовочного ролика (фиг, 5}, установочный ролик 6 автоматически поднимает заготовку к упорным роликам 2О, воздействуя на второй торец заготовки за счет привода 7, взаимодействуя с конечными выключателями 26 с помощью электрической связи. При этом торец заготовки имеет только трение качения по поверхности упорных родаков 20 за счет их.радиального расположения к этому торцу и возможности свободного вращения вокруг оси 21, При достижении угла поворота отбортовочного органа 11, равного требуемому углу отбортовки борта изделия, например |3 (фиг. 5), указываемого стрелкой 40 на проградуированном диске 43, поворот отбортовочного органа в плоскости отбортовки прекращают, заготовке 42 дают полный оборот вращением oгбopтoвo п ыx роликов 12 и 14 ОЛЯ выравнивания угла отбортовки по всему периметру борта и цикл отбортовки на этом заканчивается. Отводят устаноБочны ролик 6 от торца изделия 42, осБобожцают борт изделия, отводом нижнего огборговочяого ролика 14 от внутреннего отбортовочного ролика 12 за счет включения привода 16 и готовое изделие снимают. Устрой- ство подготавливают к. выполнению следу ющей операции по отШзртовке очередного изделия. ула иэобретени 1. Устройство для отбортовки цилиндр ческих изделий, содержащее стол, с размещенными на нем устансжочным и опорными роликами, шарнирно закрепленный бортующий узел, состоящий из приводных внутреннего и наружного отбортовочных роликов, один из которых установлен с возможностью перемещения перпендикулярно оси другого, а также упорные ролики, смонтирсжанные по обе стороны ot бортовочных роликов, с возможностью перемещения вдоль осей последних, причем бортующий узел выполнен с приводом поворота в плоскости отбортовки, отличающееся тем, что, с целью улучшения качества отбортовки путем исключения выпучивания бортуемой стенки изделия в сторону наружного отбортово ного ролика и получения требуемого радиуса в месте перехода от цилиндрической части изделия к отбортованной, шарнир бортующего узла закреплен относительно стола таким образом, что точка поворота его расположена в центре радиуса скруг ления рабочей кромки внутреннего отбортсаочного ролика, лежащего в плоскости отбортдаки со стороны наружного отбс тоночного ролика, при этом опорные ролики выполнены непривооными, а упорные ролики установлены на псж эотных относительно оси внутреннего отбортовочного ролика кронщ теинах. 2. Устройство по п. I, отличающееся тем, что , с целью исключения пробуксовки бортующих роликов в процессе вращения изаегаия, привод бортующих роликов выполнен в виде приводаого даигателя и механической переаа«ш, включаю щей щфференциал, связывеконий валы бортующих роликов.


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отбортовки цилиндрических изделий | 1985 |
|
SU1329866A1 |
| Устройство для отбортовки изделий | 1978 |
|
SU768523A1 |
| Устройство для отбортовки цилиндрических изделий | 1972 |
|
SU498067A1 |
| Устройство для отбортовки и зиговки полых изделий | 1988 |
|
SU1532131A1 |
| Станок для отбортовки кромок круглых и овальных емкостей | 1990 |
|
SU1750787A1 |
| Машина для отбортовки обечаек | 1980 |
|
SU854511A2 |
| Устройство для отбортовки | 1982 |
|
SU1057145A2 |
| Устройство для отбортовки | 1978 |
|
SU766707A1 |
| Устройство для отбортовки | 1981 |
|
SU1021496A2 |
| ЗАКАТОЧНО-ОТБОРТОВОЧНЫЙ СТАНОК | 1993 |
|
RU2070104C1 |


3//
Фиг,
V/ г
/ V /
5
Ф(/г. 7
