Фаг.1
11454544
Изобретение касается обработки металлов давлением и относится к спосо- 1бам отбортовкн с утонением.
Цель изобретения увеличение высоты отбортовываемых деталей путем исключения тангенци альных деформаций,
На фиг. 1 изображена схема вырезки отверстия и формовки гофров; на фиг, 2 - схема отбортовки.
На чертежах приняты следующие обозначения: 1 - матрица.для вырезки от- вергтия и формовки гофров; 2 - контейнер с эластичной средой; 3 - загои пуансоном 6 вдавливают кольцевую зону заготовки 3, примыкающую к отверстию в зазор между пуансоном 6 и матри цей 5, величина Л которого мень ше исходной толщины; Sj заготовки 3. Величину утонения принимают равной мин iмaльнoй толщине заготовки 3 после гофрирования в зоне гофров 4. Ирехшагаемый способ, благодаря введению дополнительной операции радиального гофрирования, отбортовыв емой части заготовки 3, позволяет значительно уменьшить интенсивность
товка; 4 - радиальные гофры на заготов-| напряженного состояния. Объясняется
30
35
ке; 5 - матрица для отбортовки; 6 - пуансон для отбортовки„
Способ осуществляется следующим образом.
Из листового металла вырубают за- 20 готовку 3. Затем в ней зьфезают центральное отверстие под отбортовки и одновременно формуют радиальные гофры 4 с увеличивающейся к центру заготовки 3 высотой и шириной. Максималь- 5 ную высоту h гофрЬв 4 определяют из выражения . ,-
Rrcf RioTe +f n +2F R Чт& .
где - радиус отбортованной горловины ; R, , - текупщй радиус отбортовыг
J ОТ о
наемой части заготовки;
h - максимальная высота гофров;
ii - количество гофров. Радиус КГОР отбортованной горловины определен чертежом детали, количеством п гофров 4 задаются.
Вследствие радиального гофрирования ПЛОСКО.Й заготовки 3 происходит дО увеличение площади ее поверхности. Согласно закону сохранения объема материала до и после процесса гофрооб- разования происходит уменьшение толщины заготовки 3. Сложный профиль матрицы 1 приводит к неравномерному распределению деформации как в тангенциальном, так-и в радиальном направлениях, что в свою очередь приводит к возникновению разнотолщин- ности заготовки 3 как в тангенциальном, так и в радиальном направлениях. Причем, если в тангенциальном направлении толщина заготовки изменяется циклически, то в радиальном направлении она уменьшается в направлении к ее центру.;
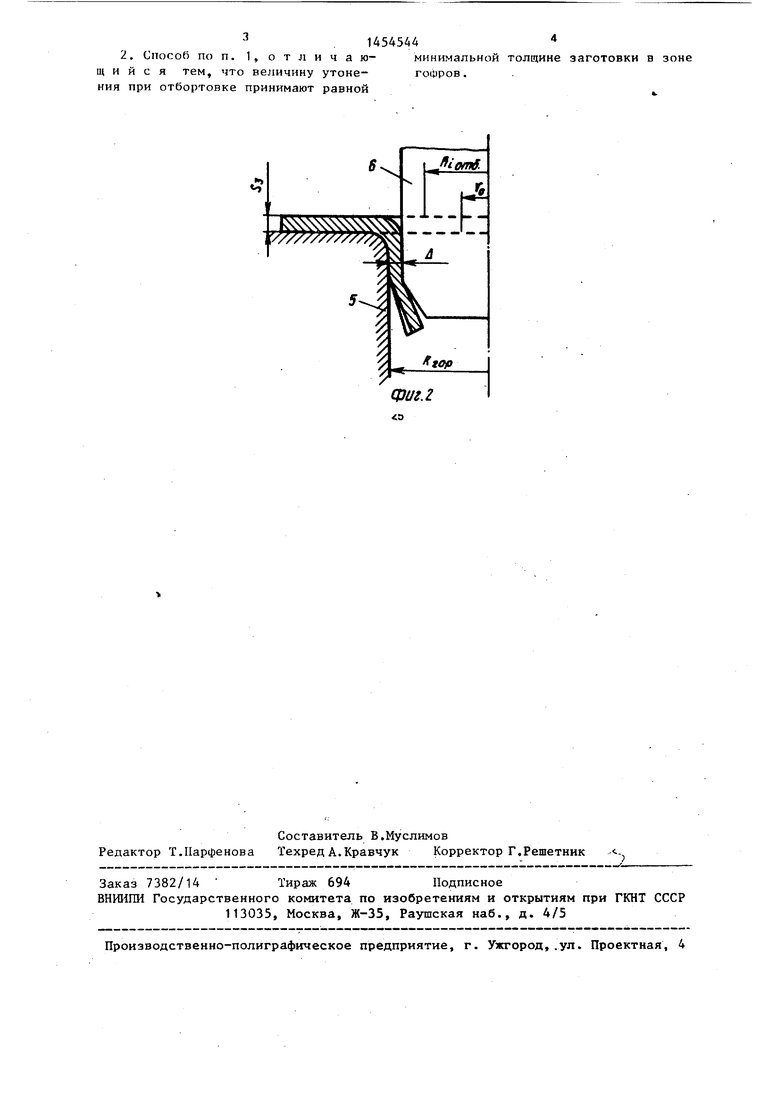
После этого заготовку 3 устанавливают на матрицу 5 для отбортовки
45
50
это следующим образом. Предваритель ное гофрирование исключает образование тангенциальных деформаций при отбортовке, а также вызывает разно- толщинность гофрированного участка. что способствует значительному умен шению сдвиговых деформаций, т.е. потребная интенсивность деформаций складывается из суммы ; двух после довательных процессов гофрирования и отбортовки заготовки 3
; i гофр 10T.S- что позволяет значительно уменьшить
интенсивность деформаций ;, а соот ветственно и напряжений для каждого из назначенных процессов гофрирован и отбортовки.
Таким образом, предлагаемый способ по сравнению с известным обеспе чивает увеличение высоты отборт-овы- ваемых деталей.
Формула изобретени
1. Способ получения горловин путем вырезки центряльного отверстия в заготовке и егп птбпртпвки с уто ;нием, отличающийся тем что, с целью увеличения высоты получаемых горловин путем исключения тангенциальньв: деформаций в пр цессе вырезки отверстия вокруг нег на заготовке формуют радиальные го ры с увеличивающимися к центру выс той и шириной, при этом максимальн высоту гофр определяют из выражени
Rr
ГOp
где R
4
II
fbi n2-iF2l R eT6
55
гор
S-OTO
-радиус отбортованной г лпвиньг:
-текущий радиус отборто вываемой части заготов
h - максимальная высота го ров; п - количество гофров.
и пуансоном 6 вдавливают кольцевую зону заготовки 3, примыкающую к отверстию в зазор между пуансоном 6 и матри цей 5, величина Л которого меньше исходной толщины; Sj заготовки 3. Величину утонения принимают равной мин iмaльнoй толщине заготовки 3 после гофрирования в зоне гофров 4. Ирехшагаемый способ, благодаря введению дополнительной операции радиального гофрирования, отбортовыва- емой части заготовки 3, позволяет значительно уменьшить интенсивность
напряженного состояния. Объясняется
0
5
0 5
дО
45
50
это следующим образом. Предварительное гофрирование исключает образование тангенциальных деформаций при отбортовке, а также вызывает разно- толщинность гофрированного участка. что способствует значительному уменьшению сдвиговых деформаций, т.е. потребная интенсивность деформаций ; складывается из суммы ; двух последовательных процессов гофрирования и отбортовки заготовки 3
; i гофр 10T.S- что позволяет значительно уменьшить
интенсивность деформаций ;, а соответственно и напряжений для каждого из назначенных процессов гофрирования и отбортовки.
Таким образом, предлагаемый способ по сравнению с известным обеспечивает увеличение высоты отборт-овы- ваемых деталей.
Формула изобретения
1. Способ получения горловин путем вырезки центряльного отверстия в заготовке и егп птбпртпвки с утоне- ;нием, отличающийся тем. что, с целью увеличения высоты получаемых горловин путем исключения тангенциальньв: деформаций в процессе вырезки отверстия вокруг него., на заготовке формуют радиальные гофры с увеличивающимися к центру высотой и шириной, при этом максимальную высоту гофр определяют из выражения
Rr
ГOp
где R
4
II
fbi n2-iF2l R eT6
55
гор
S-OTO
-радиус отбортованной грр- лпвиньг:
-текущий радиус отборто- вываемой части заготовки;
h - максимальная высота гофров;п - количество гофров.
. 1454544
2. Способ по п. 1, отличаю- минимальной толщине заготовки в зоне щ и и с я тем, что величину утоне- гофров. ния при отбортовке принимают равной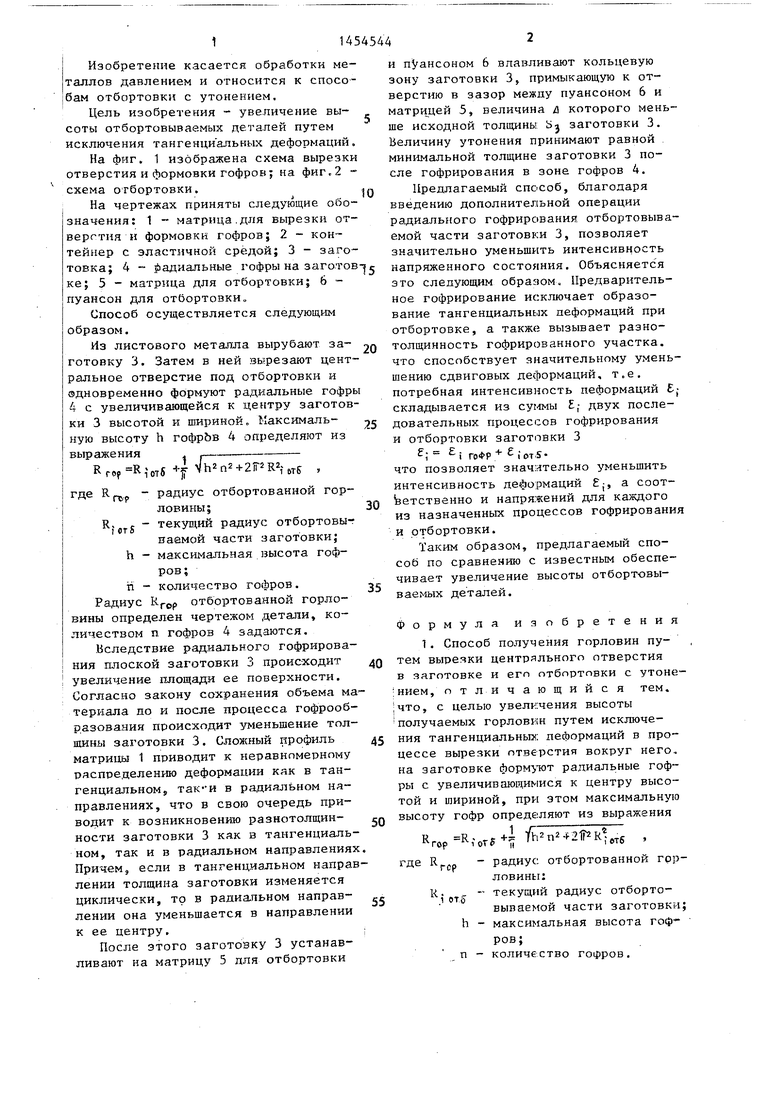
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления тройников из листа | 1986 |
|
SU1388135A1 |
| СПОСОБ ОБРАЗОВАНИЯ ОТБОРТОВОК В ШИРОКОФЛАНЦЕВЫХ ДЕТАЛЯХ | 1997 |
|
RU2116853C1 |
| СПОСОБ ОТБОРТОВКИ | 1973 |
|
SU397251A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАТРУБКА НА ПОЛОМ ЦИЛИНДРИЧЕСКОМ ИЗДЕЛИИ | 1994 |
|
RU2096109C1 |
| Устройство для отбортовки отверстий в листовом материале | 1979 |
|
SU858977A1 |
| Устройство для отбортовки цилиндрических изделий | 1977 |
|
SU747574A1 |
| Способ изготовления тройников из трубной заготовки | 1975 |
|
SU551073A1 |
| Способ соединения трубы с листовыми заготовками | 1986 |
|
SU1386336A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ТРОЙНИКОВ | 2014 |
|
RU2559623C1 |
| СПОСОБ РАЗДЕЛЕНИЯ И ОТБОРТОВКИ ЛИСТОВОЙ ЗАГОТОВКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU1568353C |
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении при из- готовлении горловин посредством от- бортовки с утонением. Цель изобретения - увеличение высоты отбортовывае- мых деталей. В процессе вьфезки отверстия на заготовке 3 формуют радиальные гофры 4 с увеличивающейся к ее центру высотой и шириной. Максимальную высоту гофров 4 определяют из выражения: К ор i j ,5+ . где - радиус отбортованной горловины; К j 5 - текущий радиус отбор- товываемой части заготовки; h - максимальная высота гофров; п - количество гофров. Величину утонения при отЬортовке принимают равной минимальной толщине заготовки 3 S зоне гофров 4. Предварительное образование гофр с указанными параметрами исключает тангенциальные деформации. 1 з.п. ф-лы, 2 ил. с (Л
ф1/г.2
| .Романовский В.И | |||
| Справочник по холодной штаповке | |||
| Л.: Машиностроение, 1971, с | |||
| ПЕРЕДВИЖНАЯ ДИАГРАММА ДЛЯ СРАВНЕНИЯ ЦЕННОСТИ РАЗЛИЧНЫХ ПРОДУКТОВ ПО ИХ КАЛОРИЙНОСТИ | 1919 |
|
SU285A1 |
