1
Изобретение относится к химико-термической обработке, в частности к процессам формирования диффузионных покрытий с расплавлением поверхностного слоя.
Известен способ химико-термической обработки в углеродсодержапдих средах при нагреве токами высокой частоты до оплавления поверхности, калибрование которой осуществляется перемещением изделий через формообразующий кристаллизатор. Недостатком известного способа является невозможность калибрования внутренних поверхностей цилиндрических отверстий.
Предложенный способ отличается от известного тем, что с целью получения правильной конфигурации цилиндрических отверстий деталям сообщают вращение со скоростью 3000-3500 об/мин.
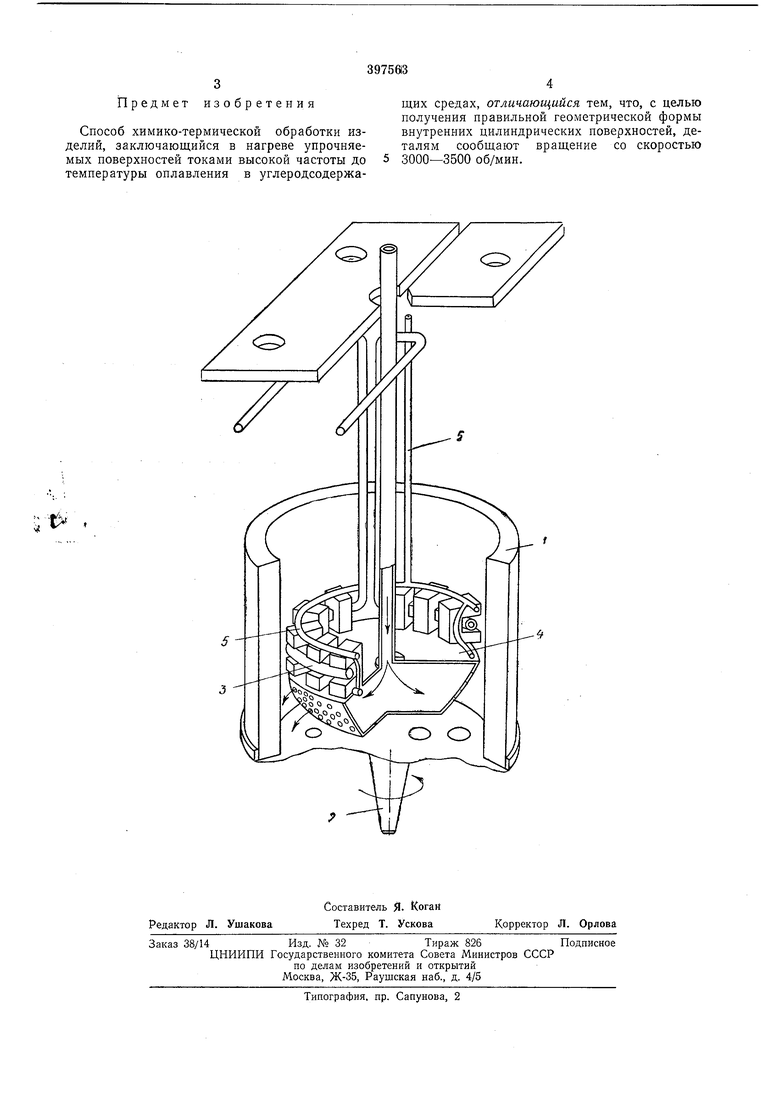
Способ поясняется схемой, изображенной на чертеже.
В упрочняемое отверстие детали 1, установленной на поворотном основании 2, вводят индуктор 3, совмещенный со спрейерным устройством 4 и трубопроводом 5, по которому в зону обработки подается газообразный карбюризатор. Включение напряжения, подача карбюризатора и вращение деталей производятся одновременно. После того как обрабатываемая поверхность нагреется до темперагуры 1300-1500°С, при которой происходит оплавление и интенсивное науглероживание с образованием ледебуритной структуры, индуктор перемещают вдоль оси детали, последовательно упрочняя отверстие по высоте. По мере вывода индуктора ранее оплавленные и науглероженные поверхности детали охлаждаются спрейером.
Так как в процессе оплавления и науглерол ивания деталь вращается со скоростью 3000-3500 об/мин, оплавленный металл равномерно распределяется по стенкам отверстия, что исключает образование наплывов на обрабатываемой поверхности отверстия и искажение его конфигурации. Карбюризатор подается в зону оплавления под давлением 1,5-2 ат, а избыток карбюризатора отсасывается-из камеры вытяжным вентилятором.
При цементации втулок с внутренним диаметром 50 из ст. 20Х при расплавлении поверхности на глубину 1,4-1,7 мм, формируется диффузионный цементированный слой глубиной 2,0-2,2 мм с твердостью HRC 58--65 и сохраняется правильная геометрия отверстия.
Предложенный способ может быть рекомендован для глубокого поверхностного упрочнения отверстий разнообразных деталей типа стаканов, ВТУЛОК и т. п.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ химико-термической обработки труб | 1975 |
|
SU591528A1 |
| ПЛАВКИЙ ЗАТВОР ДЛЯ ГЕРМЕТИЗАЦИИ КОНТЕЙНЕРОВ ПРИ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКЕ И СПОСОБ ГЕРМЕТИЗАЦИИ КОНТЕЙНЕРА | 1996 |
|
RU2118776C1 |
| Способ обработки деталей | 1978 |
|
SU825657A1 |
| СПОСОБ НИТРОЦЕМЕНТАЦИИ ДЕТАЛЕЙ ИЗ ШТАМПОВЫХ СТАЛЕЙ | 2011 |
|
RU2501884C2 |
| СПОСОБ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛИ ИЗ МАЛОУГЛЕРОДИСТОЙ СТАЛИ | 2017 |
|
RU2667948C1 |
| Способ цементации стальных изделий | 1987 |
|
SU1611982A1 |
| СПОСОБ ОТДЕЛЕНИЯ ДЕТАЛЕЙ ОТ ТВЕРДОГО КАРБЮРИЗАТОРА ПОСЛЕ ЦЕМЕНТАЦИИ ИЛИ ЦИАНИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2195374C1 |
| СПОСОБ УСКОРЕННОЙ ЦЕМЕНТАЦИИ СТАЛИ | 2004 |
|
RU2283893C2 |
| Плавкий затвор для герметизации контейнеров при химико-термической обработке и способ герметизации контейнера | 1978 |
|
SU737499A1 |
| ИЗНОСОСТОЙКАЯ ТРУБА И СПОСОБ ЕЕ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ | 1992 |
|
RU2044778C1 |
