1
Изобретение относится к нечам с кипящим слоем, в частности к оборудованию проходных печей с кипящим слоем, применяемых для нагрева п термообработки длинномерных металлических изделий преимущественно из цветных металлов.
Известно уплотнительное устройство печи с кипящим слоем, содержащее корпус с проходным отверстием и каналами для подвода сжатого воздуха, прикрепленный к направляющему конусу.
При обработке изделий из материала, обладающего высокой пластичностью, занесенные в направляющий конус частицы слоя (которые отдуваются только в уплотнительном конусе), внедряются в размягченную поверхность и оставляют на ней следы деформации, что снижает чистоту наружной поверхности.
Радиально расположенные каналы для подвода сжатого воздуха в проходное отверстие конуса не обеспечивают обдува частиц слоя по всему периметру обрабатываемых изделий.
В предложенном устройстве с целью предотвращения заброса материала слоя в направляющий конус и сохранения чистоты поверхности изделий направляющий конус соединен с корпусом разъемно носредством муфты, образуя под углом к оси конуса кольцевой зазор, соединяющий проходное отверстие конуса с каналами для подвода сжатого воздуха. Это обеспечивает отдув частиц слоя равномерно по всему периметру изделия пепосредственно на входе в направляющий конус и тем самым предотвращает остаточную поверхностную деформацию. Разъемное соединение корпуса с муфтой и
муфты с направляющим конусом обеспечивает регулирование величины кольцевого зазора в необходимых пределах.
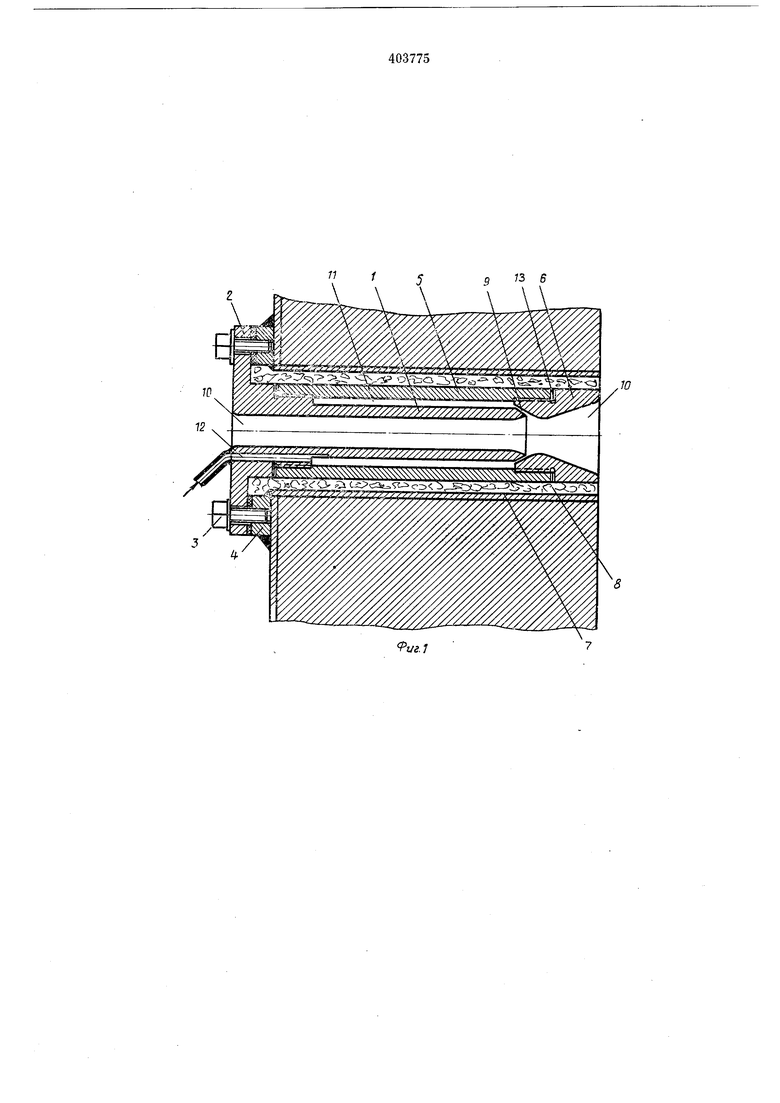
На фиг. 1 изображено описываемое устройство с одним кольцевым зазором, в разрезе;
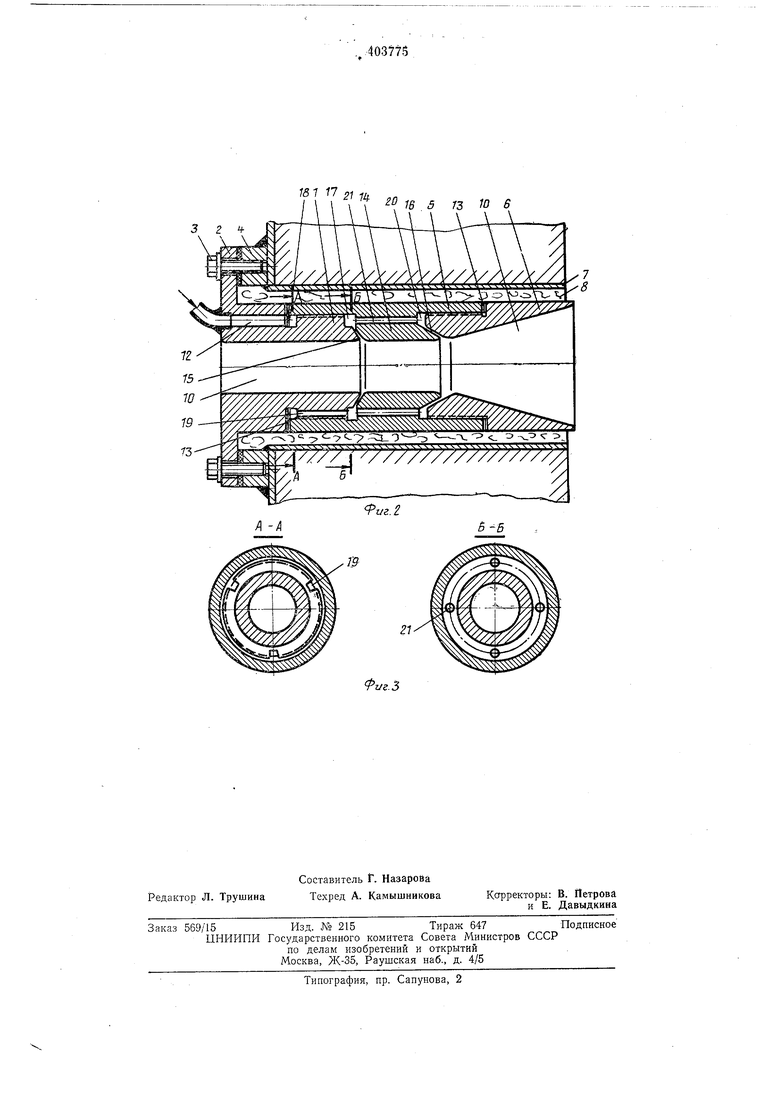
на фиг. 2 - то же, с двумя кольцевыми зазорами; на фиг. 3 - то же, разрезы по А-А и Б-Б на фиг. 2.
Устройство содержит выполненный в виде трубы корпус 1 с фланцем 2, посредством которого устройство консольно болтами 3 крепится к кожуху печи 4. Иаружный диаметр корпуса выполнен переменным. Со стороны фланца 2 по диаметру больщего сечения нарезана резьба, посредством которой корпус 1
муфтой 5 соединен с направляющим конусом 6. На концах муфты выполнена внутренняя резьба.
Устройство заключено в обсадную трубу 7, заложенную в кладку печи. Кольцевое прострапство между внутренпей поверхностью
трубы и наружной поверхностью устройства заполнено термостойкой эластичной набивкой 8, например асбестовой ватой.
Между коническими торцовыми новерхностями корпуса и направляющего конуса 6 может быть образован один кольцевой зазор 9 (фиг. 1), соединяющий проходное отверстие 10 с кольцевой нолостью 11, образованной между наружной поверхностью корпуса 1 и внутренней поверхностью муфты 5. Кольцевая нолость 11 соединена с магистралью сжатого воздуха каналами 12, выполненными в корпусе вдоль его осевой линии. Кольцевой зазор 9 регулируется прокладками 13.
Между коническими торцовыми поверхностями корпуса, кольцевого- прилива 14, выполненпого на внутренней поверхности муфты
5,и направляющего конуса 6 могут быть образованы два кольцевых зазора 15 и 16 (фиг. 2). Кольцевой зазор 15 соединяет проходное отверстие 10 с кольцевой полостью 17, образованной между корпусом I и муфтой 5. Кольцевая полость 17 соединена с распределительной кольцевой полостью 18 каналами 19 и с магистралью сжатого воздуха каналами 12..
Кольцевой зазор 16 соединяет проходное отверстие 10 с кольцевой полостью 20, образованной муфтой 5 и направляющим конусом
6.Кольцевая полость 20 соединена с кольцевой полостью 17 каналами 21 и в указанной выще последовательности с магистралью сжатого воздуха. Кольцевые зазоры 15 и 16 регулируются прокладками 13.
Величина кольцевых зазоров 9, 15 и 16, при которой обеспечивается полный отдув частиц слоя с поверхности изделий, зависит от ряда факторов, основными из которых являются соотношение наружных габаритных размеров (или диаметра) изделий к диаметру проходного отверстия 10 и давления воздуха в магистрали. Установлено, что наиболее оптимальным является давление в пределах 1-3 атм, предпочтительно 2 атм, а соотношение наружных габаритных размеров изделия к диаметру проходного отверстия несколько меньшим единицы.
При обработке значительных по количеству партий изделий с неизменными наружными габаритными размерами целесообразно применять устройство с одним кольцевым зазором, которое является более экономичным в части расхода воздуха. При обработке небольших по количеству партий изделий, незначительно отличаюшихся нарул ными габаритными размерами, целесообразно применять устройство с двумя кольцевыми зазорами, образующими две воздушные завесы, которое является более универсальным.
При оптимальном давлении в 2 атм и указанном соотношении наружных габаритных размеров заготовки к диаметру проходного отверстия величина кольцевых зазоров выбирается в пределах 0,1 - 1 мм, предпочтительно 0,5 мм. Предпочтительная конусность торцовых плоскостей, образуюших кольцевые зазоры, выбирается в пределах 1 : 1-2 : 1. В устройстве с одним кольцевым зазором
сжатый воздух из магистрали по каналу 12 и кольцевой камере 11 ноступает в кольцевой зазор 9, образуя одну воздушную завесу. В устройстве с двумя кольцевыми зазорами сжатый воздух из магистрали по каналу 12
через распределительную камеру 18, каналы 19 и кольцевую камеру 17 поступает в кольцевой зазор 15 и одновременно через каналы 21 и кольцевую камеру 20 - в кольцевой зазор 16, образуя две воздушные завесы.
При движении изделия воздух, выходящий через кольцевые зазоры, .сдувает материал слоя, лежащий на верхней образуюшей изделия непосредственно на входе в уплотнительный конус, тем предотвращает деформацию поверхности изделий частицами слоя.
Предмет изобретения
Выходное уплотнительное устройство печи с кипящим слоем, содержащее корпус с проходным отверстием и каналами для подвода сжатого воздуха и направляющий конус, отличающееся тем, что, с целью предотвращения заброса материала слоя в направляющий конус и сохранения чистоты поверхности изделий, направляющий конус соединен с корпусом разъемно посредством муфты, образуя под углом к оси конуса кольцевой зазор, соединяющий проходное отверстие конуса с каналами для подвода сжатого воздуха.
П
. :. л .. г .t
////// V-v.
У//////////////7///У////////////////.
Ю
/
,
«
W 6
| название | год | авторы | номер документа |
|---|---|---|---|
| Уплотнительное устройство | 1975 |
|
SU602574A1 |
| ВЫХОДНОЕ УПЛОТНИТЕЛЬНОЕ УСТРОЙСТВО ПЕЧИ С КИПЯЩИМ СЛОЕМ | 1968 |
|
SU221237A1 |
| ПЯТИЛИНЕЙНЫЙ ДВУХПОЗИЦИОННЫЙ ЗОЛОТНИКОВЫЙ ЭЛЕКТРОПНЕВМОРАСПРЕДЕЛИТЕЛЬ | 2008 |
|
RU2379556C1 |
| РАЗГРУЗОЧНОЕ УСТРОЙСТВО ПЕЧИ КИПЯЩЕГО СЛОЯ | 2024 |
|
RU2839213C1 |
| ПЯТИЛИНЕЙНЫЙ ДВУХПОЗИЦИОННЫЙ ЗОЛОТНИКОВЫЙ ЭЛЕКТРОПНЕВМОРАСПРЕДЕЛИТЕЛЬ ПРИВОДА ДВЕРЕЙ ТРАНСПОРТНОГО СРЕДСТВА | 2004 |
|
RU2266439C2 |
| РАСПЫЛИТЕЛЬНОЕ СОПЛО ДЛЯ ПОДАЧИ СМАЗКИ НА ГРЕБЕНЬ КОЛЕСА | 1991 |
|
RU2017642C1 |
| СУШИЛЬНАЯ УСТАНОВКА С ИНЕРТНОЙ НАСАДКОЙ | 2007 |
|
RU2329746C1 |
| УСТАНОВКА ДЛЯ СУШКИ РАСТВОРОВ С ИНЕРТНОЙ НАСАДКОЙ | 2007 |
|
RU2335709C1 |
| УСТРОЙСТВО ДЛЯ ВДУВАНИЯ ПЫЛЕВИДНОГО УГЛЯ В МЕТАЛЛОПРИЕМНИК ДОМЕННОЙ ПЕЧИ | 1993 |
|
RU2103375C1 |
| Способ получения волокна из минерального расплава и устройство для его осуществления | 1982 |
|
SU1068401A1 |