1
Изобретение относится к области эрозионной обработки например, прокатных валков, дрессировочных станов и может быть применено при производстве холоднокатанного листа для автомобильной промышленности.
Известны устройства для эрозионной обработки, с помощью которых на поверхность прокатных валков наносится микрорельеф, переносимый на поверхность листа. В этих устройствах для обработки валков используются вравдающиеся цилиндрические электроды- инструменты, перекрывающие всю поверхность валка. Электроды-инструменты крепятся в вилках электрододержателей, расположенных на одних плечах жестких двуплечих маятниковых рычагов, другие плечи которых подпружинены, что позволяет обеспечить динамический межэлектродный зазор. Такая конструкция маятникового рычага требует периодической подрегулпровкн пружины по мере износа электрода-инструмента. Вилка электрододержателя крепится к рычагу на резьбе, что приводит при обработке каждого последующего валка к установке электродов по образующей поверхности. Цилиндрические электроды-инструменты по, торцам должны иметь соосньте щаровые впадины, в которые входят опоры вилки электрододержателя, а это приводит к затруднению их изготовления в условиях металлургического завода.
2
Цель изобретения - упрощение конструкции устройства, создание узлов, не требующих регу,пировки.
Предлагаемое устройство отличается тем, что в несущее электрод-инструмент плечо каждого рычага встроена изогнутая по радиусу, поджимающая электрод-инструмент к обрабатываемой детали, плоская пружина, а на другом плече каждого рычага установлен с впчможностью установочного перемещения вдоль него уравновешивающий груз. Жесткость npvжи ы выбрана из условий обеспечения заданной частоты колебаний электрода-инструмента; она должна быть такой, чтобы момент сил сопротивлення был на 2-3% больще момента веса электродержателя относительно оси кячяния маятникового рычага, а вес груза должен создавать момент на 5-7% больще момента веса электродержателя относительно той же оси.
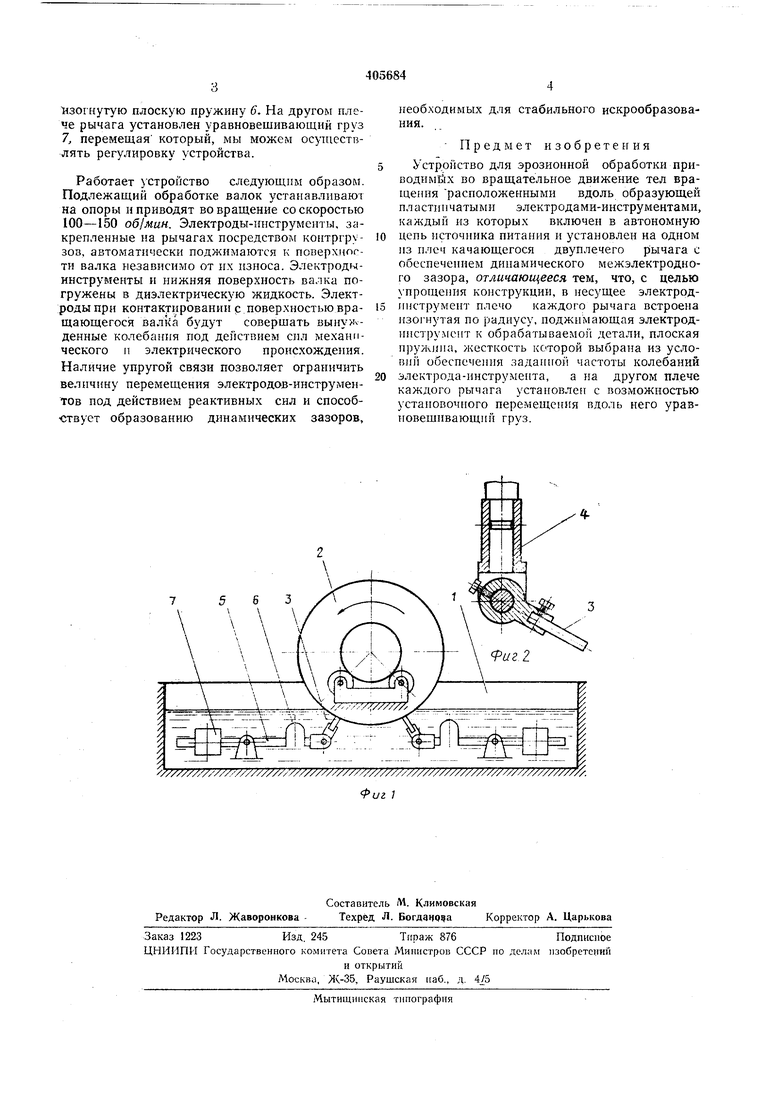
На фиг. 1 представлена принципиальная схема описываемого устройства; на фиг. 2 - креппение электрода-инструмента.
В ванну / с рабочей жидкостью погружена acть обрабатываемого валка 2. Вдоль его образующей расположены пластинчатые электроды-инструменты 3, каждый из которых вклю ен в автономную цепь источника питания (не показан). Вилка 4 электрододержателя соединена с маятниковым рычагом 5 через
изогнутую плоскую пружину 6. На другом плече рычага установлен уравновешивающий груз 7, перемещая который, мы можем осуществлять регулировку устройства.
Работает устройство следующим образом. Подлежащий обработке валок устанавливают на опоры и приводят во вращение со скоростью 100-150 об/мин. Электроды-инструменты, закрепленные на рычагах посредством контргрузов, автоматически поджимаются к поверхиогти валка независимо от их износа. Электродыинструменты и нижняя поверхность валка погружены 8 диэлектрическую жидкость. Электроды при контактировании р поверхностью вращающегося вaлka будут совершать вынужденные колебания под действием сил механического 11 электрического происхождения.
Наличие упругой связи позволяет ограничить величину перемещения электродов-инструментов под действием реактивных сил и способствует образованию динамических зазоров.
необходимых для стабильного искрообразования.
Предмет изобретения
Устройство для эрозионной обработки приводимйх во вращательное движение тел вращения расположенными вдоль образующей пластинчатыми электродами-инструментами, каждый из которых включен в автономную
цепь источника питания и установлен на одном из плеч качающегося двуплечего рычага с обеспечением динамического межэлектродного зазора, отличающееся тем, что, с целью прощения конструкции, в несущее электродинструмент плечо каждого рычага встроена изогнутая по радиусу, поджимающая электродинструмент к обрабатываемой детали, плоская пружина, жесткость которой выбрана из условий обеспечения заданной частоты колебаний
электрода-инструмента, а на другом плече каждого рычага установлен с возможностью установочного перемещения вдоль него уравновещивающнй груз.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для эрозионной обработки | 1970 |
|
SU292406A1 |
| МНОГОЭЛЕКТРОДНАЯ ОСНАСТКА С НЕЗАВИСИМОЙ ПОДВЕСКОЙ ЭЛЕКТРОДОВ И ИНЕРЦИОННЫМ ВИБРОВОЗБУДИТЕЛЕМ | 2013 |
|
RU2545983C2 |
| Электрод-инструмент для размерной электрохимической обработки | 1981 |
|
SU1068250A1 |
| ЭЛЕКТРОДОДЕРЖАТЕЛЬ ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 1971 |
|
SU289523A1 |
| МАНИПУЛЯТОР К КОВОЧНЫМ ВАЛЬЦАМ | 1973 |
|
SU388825A1 |
| УСТРОЙСТВО для ОТДЕЛЕНИЯ ЛИСТОВЫХ ЗАГОТОВОКот стопы | 1973 |
|
SU385654A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ЭЛЕКТРОДОВ ЭЛЕКТРОВАКУУМНЫХ ПРИБОРОВ В ПРОЦЕССЕ МОДЕЛИРОВАНИЯ | 1964 |
|
SU215340A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ПРИПАЙКИИЗДЕЛИЙ | 1970 |
|
SU418294A1 |
| ЭЛЕКТРОДОДЕРЖАТЕЛЬ ДЛЯ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1968 |
|
SU221446A1 |
| УСТРОЙСТВО для ЭЛЕКТРОЭРОЗИОННОГО ШЛИФОВАННЯ | 1973 |
|
SU400432A1 |
