(54) УСТРОЙСТВО ДЛЯ ЭРОЗИОННОЙ ОБРАБОТКИ
Изобретение отиоснтся к области эрозионной обработки, в частности к технологии обработки прокатных валков, например валков дрессировочных станков, и может быть успешно при.менеио при производстве холоднокатакого листа для авто.мобильиой промышленности.
Известные устройства для обработки крупногабаритных деталей, например валков, сложны. При обработке всей поверхности месколькими электродами они требуют использования сложны. регуляторов межэлектродного зазора для каждого электрода.
Цель изобретения - повышение стабильности нроцесса за счет создания динамического зазора между обрабатыааелюй деталью и каждым электродом, что позволит исключить регуляторы межэлектродного промежутка.
Это достигается тем, что каждый электродинстру.мент предложенного устройства, вклюценный в автономную цень источника иитания, установлен с воз.можностью врашения на одном из плеч двуплечего рычага, второе плечо которого упруго взаимодействует с неподвижным корпусом и подпружинено иружиной, жесткость которой выбрана нз услов |й обеспечения заданной частоты колебаннй электрода-инструмента. С целью нзменения частоты колебаний иружниа выполнена регуЛируе.мой по жесткости.
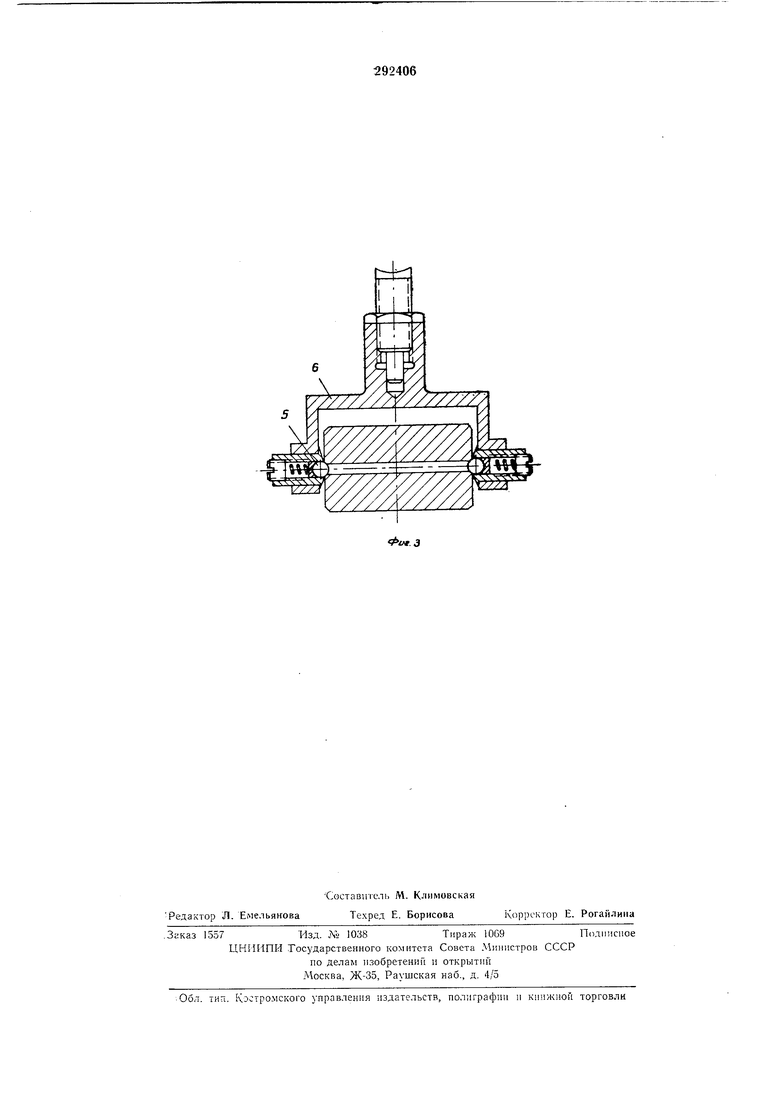
На фиг. 1 представлена схема предложенного устройства; иа фиг. 2 - подпружиненное плечо двуплечего рычага; на фиг. 3 - установка роликового электрода.
На станнне 1 устройства, снабженной ванной для рабочей жидкости 2, размещены оиоры (на чертежах ие показаны), на которые устанавливается обрабатываемый валок 3, приводимый во вращеиие.
Вдоль обрабатываемой поверхности с ее перекрытием расиоложены электроды-инструменты 4, каждый нз которых включен в автономную цепь источн1И а питания.
Каждый электрод установлен в шаровых токо11одводяш,их опорах 5 (см. ф1и 3) иа одном нз плеч двуплечего рычага 6, иа второе плечо которого воздействует через шток 7 пружина 8 с усилием, регулируемым винтом 9 (см. фиг. 2).
Устройство работает следуюшим образом.
Подлежащий обработке валок 3 устанавливается на опоры и приводится во вращение со скоростью 10-50 об/мни. Электроды- И1Струменты 4, устаиовлеииые в шаровых опорах 5 на рычагах 6, подводятся, винтами 9 к обрабатываемой поверхности.
Электроды 4 начинают вращаться н совершают вынужденные колебания под дерютвнем .механических и электрических сил.
Амплитуда колебательного движения электродов-шютрументов регулируется изменением жесткости пружни, прнжимающнх маятникоБые рычагн с роликовыми электродами к валку.
Уиругая связь позволяет ограничить величину перемещеиня роликов-электродов под действием реактивных сил и способствует образоваиню динамнческнх зазоров, необходимых для стабнльного иокрообразования.
Для обработки всей рабочей иоверхиостн валка число роликовых электродов-инструментов выбирается таким, чтобы нерекрыть KCIO обрабатываемую поверхность.
Предмет II 3 о б р е т е н и я
1. Устройство для эрозиоиной обработки приводимых во вращательное движение тел
вращения расположенными вдоль образующей роликовьши электродами-инструментами, каждый из которых включен в автономную цепь источника питания, отличающееся
те.м, что, с целью стабилизации процесса путем обеспечения дипамического межэлектродиого зазора, каждый электрод-инструмент установлен с возможностью свободного вращения иа одном из плеч качающегося двуплечего рычага, второе плечо которого упруго взаимодействует с пеподвижны М корпусо.м.
2.Устройство по п. 1, отличающееся тем, что второе плечо двуплечего рычага подпружинено пружииой, жесткость которой выбраиа из условий обеспечения заданной частоты Колебаний электрода-иистру.мента.
3.Устройство по п. 2, отличающееся те.м, что, с целью из.менения частоты колебаний, пружнна выполнена регулируемой по жесткости.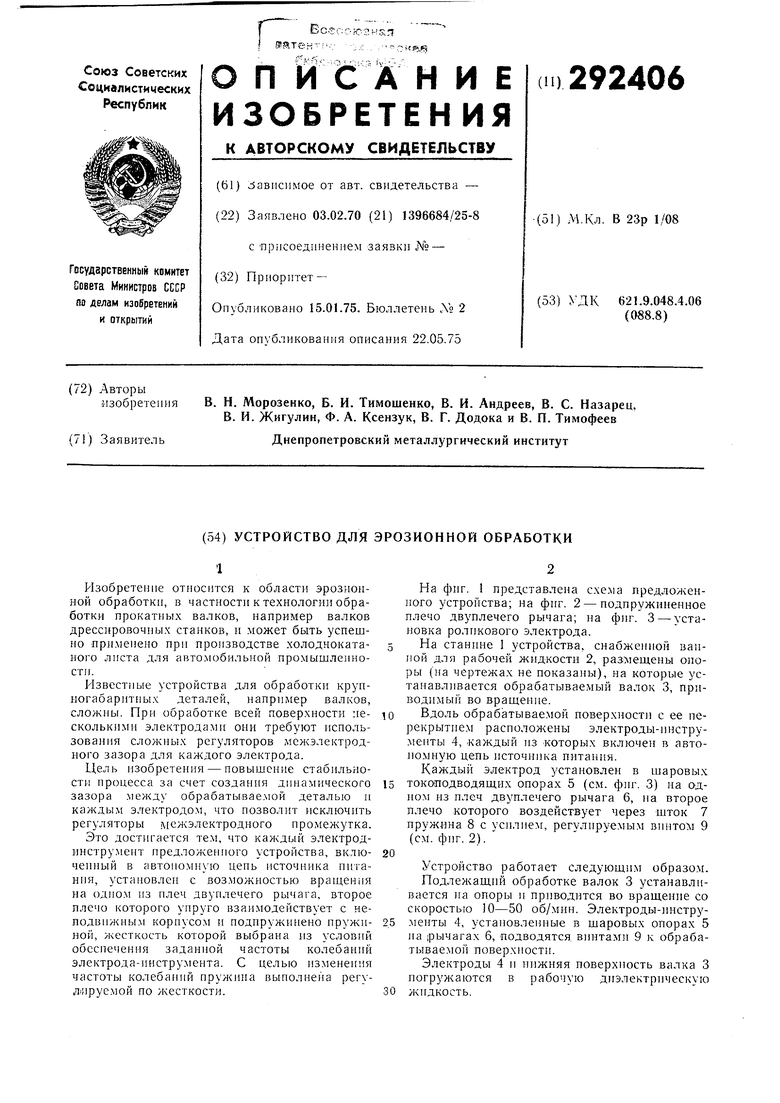
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ЭРОЗИОННОЙ ОБРАБОТКИ | 1973 |
|
SU405684A1 |
| Станок для электроэрозионной обработки проволочным электродом-инструментом | 1981 |
|
SU1068248A1 |
| ВАЛКОВАЯ (РОЛИКОВАЯ) ПОДАЧА ЗАГОТОВОК В ЗОНУ ОБРАБОТКИ | 1998 |
|
RU2158647C2 |
| Способ непрерывного суперфиниширования шариков и устройство для его осуществления | 1988 |
|
SU1572793A1 |
| ТРЕХВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 2001 |
|
RU2200070C1 |
| Стан для раскатки колец | 1983 |
|
SU1159700A1 |
| Пресс для производства просечно-вытяжной сетки | 1983 |
|
SU1148677A1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2203786C2 |
| СПОСОБ ЗАЩИТЫ ОТ КОРОТКИХ ЗАМЫКАНИЙ ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКЕ | 2001 |
|
RU2198075C2 |
| Пресс для производства просечно-вытяжной сетки | 1988 |
|
SU1618485A1 |