Настоящее предложение относится к устройствам для изгибания труб большого диаметра путем образования на них гофр с применением оправки, вводимой внутрь трубы к месту изгиба, снабженной ползуном, для прижимания которого к. внутренней стенке трубы применен клин, управляемый тягой, пропущенной через тело оправки.
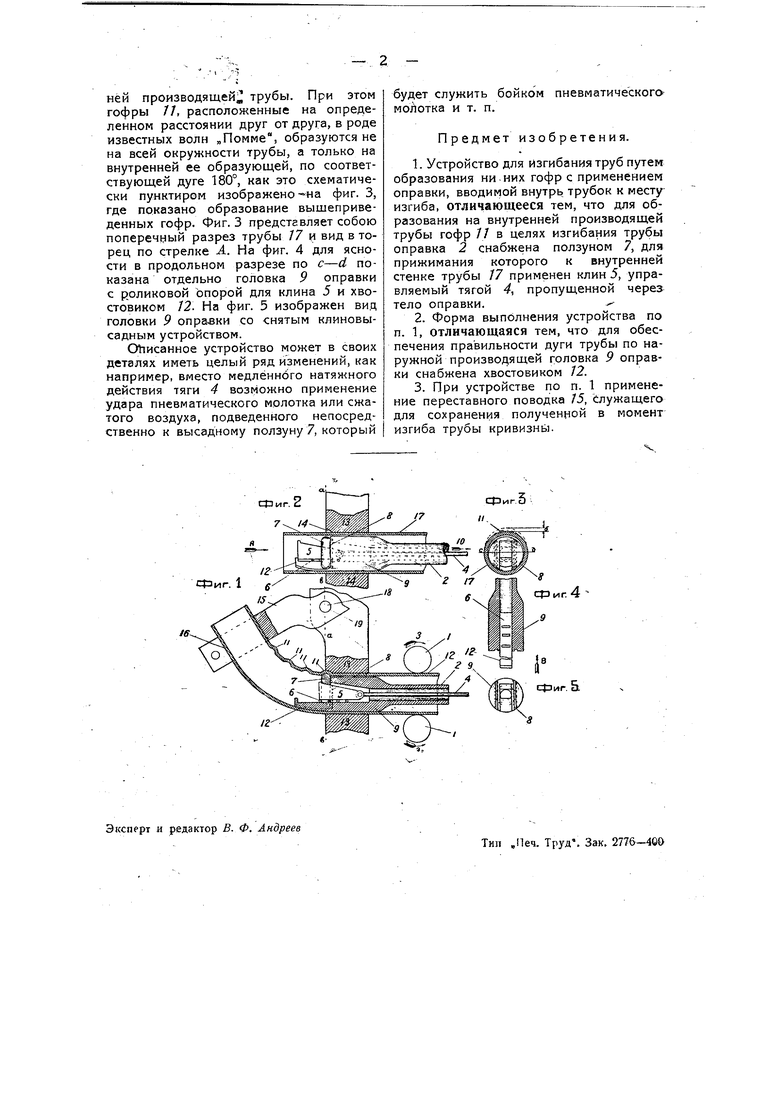
На прилагаемом чертеже фиг. 1 изображает вид устройства в разрезе по оси. фиг. 2-общий вид оправки с клином и фиг. 3, 4, 5-детали.
Устройство состоит из оправки., снабженной спереди ползуном, сквозь который пропущен клин, связанный с тягой. При помощи данного устройства достигается возможность разместить то большое количество лишнего материала со стороны внутренней производящей изгибаемой трубы 17, который получается на периферии поперечного сечения этой трубы за .счет большего ее диаметра. Для этой цели оправка 2, которая калибрует трубу с внутренней стороны, в месте изгиба имеет особое устройство, самостоятельное изгибающее действие которого заключается в нижеследующем: через пустотелую оправку 2 пропущена тяга 4, на конце которой имеется клин 5, который для уменьшения трения, может двигаться по катковой опоре 6. Этот клин 5 проходит через соответствующей формы ползун 7, который ласточкиным хвостом 8 подвешен и укре(514).
плен на торце головки 9 оправки. При периодической толкательной подаче трубы 17, осуществляемой валками 7 по стрелке 3 или вообще любым соответствующим приспособлением, ползун 7 за счет вдвигания клина 5 при посредстве тяги 4, выдвигаемой по стрелке 0, вдавливается в материал стенки трубы со стороны внутренней ее производящей и образовывает на ней волну 7/. Благодаря этому укорачивается длина внутренней производящей и образуется со ответствующая дуга, отвечающая потребной кривизне трубы.
В целях обеспечения правильности дуги трубы по наружной производящей, головка 9 оправки имеет хвостовик 12 соответствуюшего профиля. Для образования правильных гофр 77 по наружной окружности трубы со стороны внутренней ее производящей в станине или соответствующем башмаке станка 75 может иметься профильная выборка J4.
Поводок 75, зажимающий конец 76 трубы и устанавливаемый одним из своих центров 7Р на оси 78, обеспечивает сохранение полученной в момент изгиба по плоскости а-b кривизны трубы. Для труб с большим диаметром при применении описанного выше устройства внутренней оправки надобность в поводке 75 может совершенно отпасть и весь процесс холодного изгибания может быть произведен исключительно за счет высадки отдельных гофр 77 по внутренней производящей трубы. При этом гофры /7, расположенные на определенном расстоянии друг от друга, в роде известных волн „Помме, образуются не на всей окружности трубы, а только на внутренней ее образующей, по соответствующей дуге 180°, как это схематически пунктиром изображено -«на фиг. 3, где показано образование выщеприведенных гофр. Фиг. 3 представляет собою поперечный разрез трубы 77 и вид в торец по стрелке А. На фиг. 4 для ясности в продольном разрезе по с-d показана отдельно головка 9 оправки с роликовой опорой для клина 5 и хвостовиком 72. На фиг. 5 изображен вид головки 9 оправки со снятым клиновысадным устройством.
Описанное устройство может в своих деталях иметь целый ряд изменений, как например, вместо медленного натяжного действия тяги 4 возможно применение удара пневматического молотка или сжатого воздуха, подведенного непосредственно к высадному ползуну 7, который
будет служить бойком пневматического молотка и т. п.
Предмет изобретения.
1.Устройство для изгибания труб путем образования ни них гофр с применением оправки, вводимой внутрь трубок к месту изгиба, отличающееся тем, что для образования на внутренней производящей трубы гофр 77 в целях изгибания трубы оправка 2 снабжена ползуном 7, для прижимания которого к внутренней стенке трубы 77 применен клин 5, управляемый тягой 4, пропущенной через тело оправки.
2.Форма выполнения устройства по п. 1, отличающаяся тем, что для обеспечения правильности дуги трубы по наружной производящей головка 9 оправки снабжена хвостовиком 72.
3.При устройстве по п. 1 применение переставного поводка 75, Служащего для сохранения полученной в момент изгиба трубы кривизны.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изгибания труб | 1934 |
|
SU40685A1 |
| Станок для холодного изгибания труб | 1935 |
|
SU49750A1 |
| Устройство для изгибания труб | 1934 |
|
SU41315A1 |
| Устройство для изгибания труб | 1934 |
|
SU41314A1 |
| Приспособление для изгибания труб с помощью газового нагрева | 1935 |
|
SU49749A1 |
| СТАНОК ДЛЯ ХОЛОДНОГО ИЗГИБАНИЯ ТРУБ | 1935 |
|
SU49751A1 |
| Приспособление для изготовления волнистых камер из труб | 1927 |
|
SU7333A1 |
| Приспособление для подачи трубы при ее изгибании | 1934 |
|
SU40683A1 |
| Прибор для чеканки | 1927 |
|
SU31857A1 |
| УСТРОЙСТВО ДЛЯ ИЗГИБАНИЯ ТРУБ | 1934 |
|
SU40135A1 |
/2
Сриг 5

