В предлагаемом приспособлении для изготовления волнистых камер из труб в горячем состоянии, номощью оправок, на ряду с обычной основной оправкой применены направляющие оправки, снабженные роликами.
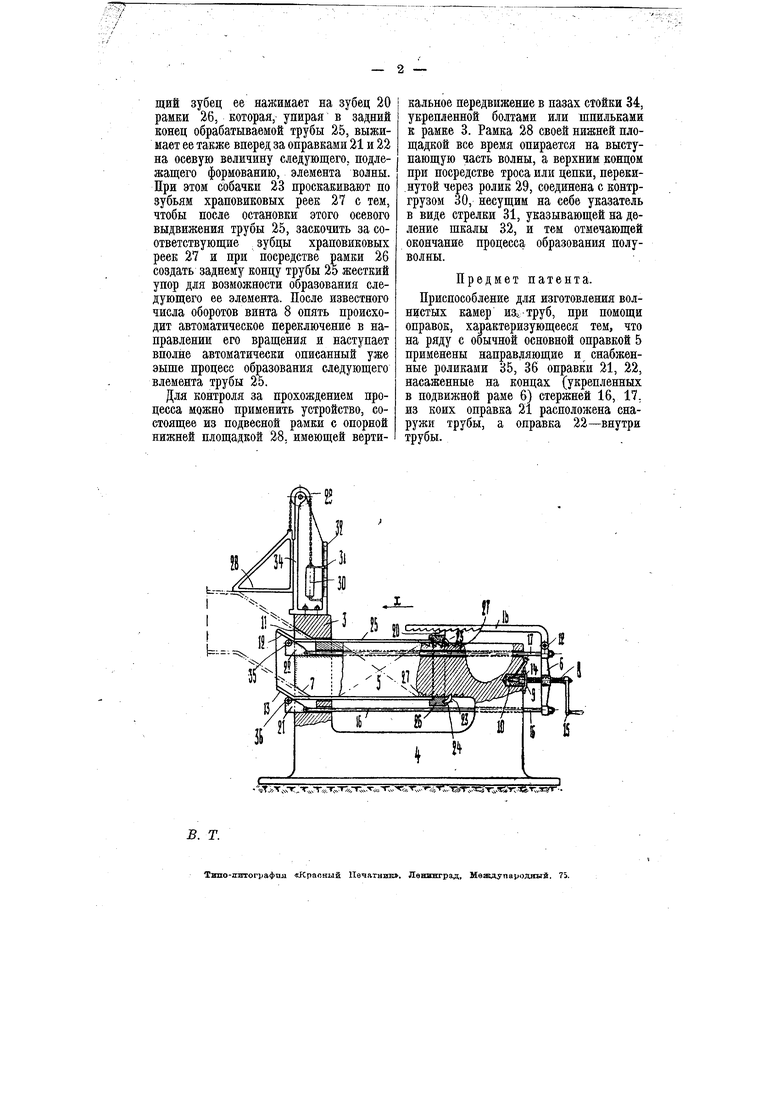
На чертеже представлена станина 4, которая имеет в своем вылете основную оправку 5 и охватывающую ее рамку 3. Форма и сечение оправки 5 должны отвечать внутреннему контуру подлежащей образованию волнистости стубы 25, между тем как профиль рамки 3 должен отвечать наружному контуру трубы 25. На оправку 5 надвигается подлежащая образованию секпий труба 25, до упора задним концом в охватывающую оправку и скользящую по ней упорную рамку 26. Последняя имеет зубья 20, по.которым проходит храповиковая рейка 18, соединенная на шарнире 19 с подвижной рамой 6, имеющей в центре гайку и передвигаемую вращением винтового стержня 8, при помощи рукоятки или приводного механизма 15. Винтовой стержень 8 может быть укреплен в станине упорной шайбой 9, имея заточку 14 и вращаясь своим концом Б подпятнике 10. Упорная рамка 26 имеет собачки 23, упирающиеся в храповиковую нарезку части 27 оправки 5 посредством пружин 24. При вращении винта 8 рукояткой 15, или любым другим механическим или электрическим приводом, клинья 21 и 22/
охватывающие трубу 25 один снаружи, а другой изнутри и, соединенные с крестовиной 6 тягами 16 и 17, отжимают соответствующие элементы 13 и 12 трубы 25 до их плотного прилегания к концам 7 и 11 оправки 5 и рамки В, соответствующим образом отформованным. Форма частей 7 и 11 должна соответствовать желаемой форме очертания волны секции, для каковой цели они могут быть выполнены семными, так же как и сменные оправки 21 и 22, между которыми и частями 7 и 11 обеспечивается правильная и желаемая форма волны будущей секции. Оцравки 21 и 22 могут быть снабжены также и соответствующей формы фасонными роликами 36 и 35 как по всей ширине клина, так и по краям-для надежного формования, главным образом, трудно поддающихся изменению жестких углов в случае трубы 25 коробчатого сечения. После окончания, формования элемента волны 13 и 12-винт 8 автоматически переводится на строго определенное число оборотов в обратную сторону, при чем, при этом вращении происходит следующее: рама 6, подаваясь вперед, посредством стержней 16 и 17, выдвигает вперед также и оправки 21 и 22, которые, таким образом, освобождают от упора и нажима к частям 7 и 11 передний конец трубы 25; с другой стороны, благодаря зубчатой рейке 18, соответствующий зубец ее нажимает на зубец 20 рамки 26, которая, упирая в задний конец обрабатываемой трубы 25, выжимает ее также вперед за оправками 21 и 22 на осевую величину следующего, подлежащего формованию, элемента волны. При этом собачки 23 проскакивают по зубьям храповиковых реек 27 с тем, чтобы после остановки этого осевого выдвижения трубы 25, заскочить за соответствующие зубцы храповиковых реек 27 и при посредстве рамки 26 создать заднему концу трубы 25 жесткий упор для возможности образования следующего ее элемента. После известного числа оборотов винта 8 опять происходит автоматическое переключение в направлении его вращения и наступает вполне автоматически описанный уже эыше процесс образования следующего влемента трубы 25.
Для контроля за прохождением процесса можно нрименить устройство, состоящее из подвесной рамки с опорной нижней площадкой 28, имеющей вертикальное передвижение в пазах стойки 34, укрепленной болтами или шпильками к рамке 3. Рамка 28 своей нижней площадкой все время опирается па выступающую часть волны, а верхпим концом при посредстве троса или цепки, переки.нутой через ролик 29, соединена с контргрузом 30, несущим на себе указатель в виде стрелки 31, указывающей на деление шкалы 32, и тем отмечающей окончание процесса образования полуволны.
Предмет патента.
Приспособление для изготовления волнистых камер из труб, при помощи оправок, характеризующееся тем, что на ряду с обычной основной оправкой 5 применены направляющие и снабженные роликами 35, 36 оправки 21, 22, насаженные на концах (укрепленных в подвижной раме 6) стержней 16, 17. из коих оправка 21 расположена снаружи трубы, а оправка 22-внутри трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ВОЛНИСТЫХ КАМЕР ИЗ ТРУБ | 1927 |
|
SU7332A1 |
| Станок для холодного изгибания труб | 1935 |
|
SU49750A1 |
| Прибор для чеканки | 1927 |
|
SU31857A1 |
| Чертежный прибор для проведения параллельных и перпендикулярных друг к другу линий | 1931 |
|
SU36214A1 |
| Устройство для изгибания труб | 1934 |
|
SU41315A1 |
| Устройство для нагибания труб | 1934 |
|
SU40684A1 |
| Приспособление для изгибания труб с помощью газового нагрева | 1935 |
|
SU49749A1 |
| Колосниковые элементы | 1930 |
|
SU21304A1 |
| Устройстве для соединения верхних барабанов многопучковых вертикальных водотрубных котлов | 1929 |
|
SU17255A1 |
| Устройство для изгибания труб | 1934 |
|
SU41314A1 |
ь.-,
-..
,r,т т«:т -л:чч.т г Г :т ;-niT,.

