Приспособление для изгибания труб по настоящему изобретению относится к приспособлениям для горячей гибки труб на дорне без набивки их песком. Преимущества такой гибки подробно описаны в авторском, свидетельстве 49748.
Для осуществления горячей гибки труб на дорне могут быть применены самые разнообразные методы нагрева и таковой может производиться не только электричеством (как было уже описано в авторском свидетельстве № 49748), но и любым иным путем, например, газом, горением жидкого топлива и т. д.
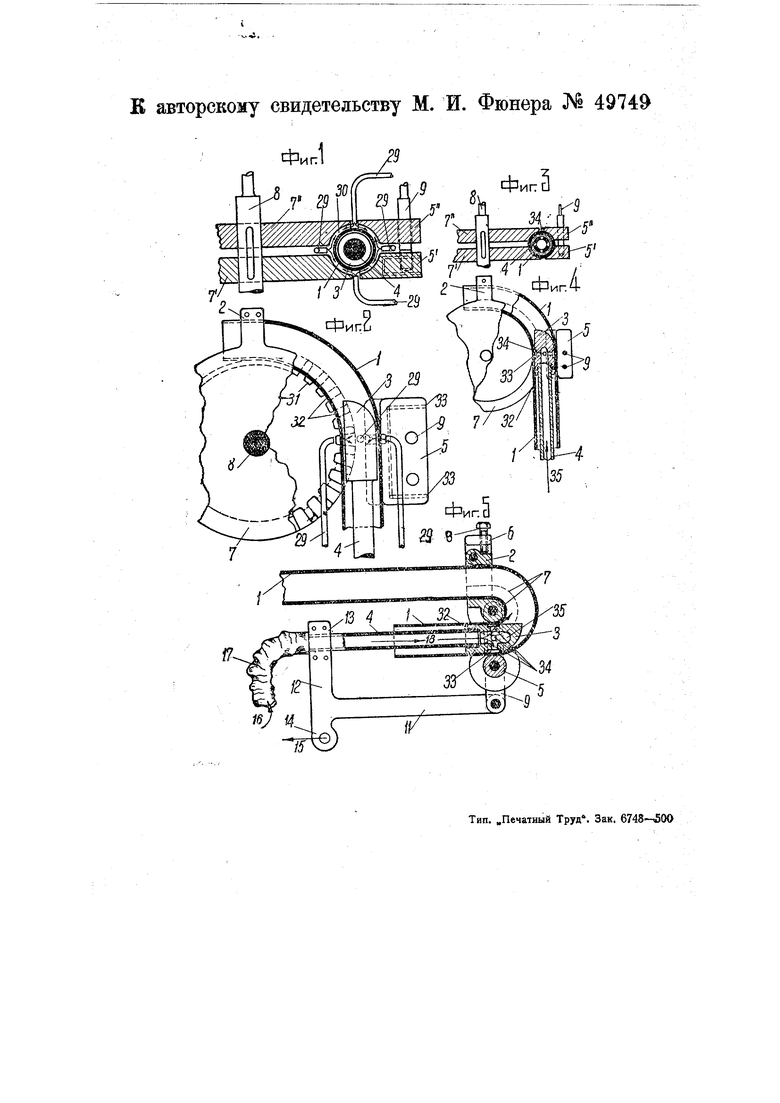
На чертеже на фиг. 1 в поперечном разрезе и на фиг. 2-в плане и в частичном разрезе в виде сверху показан вариант осуществления приспособления по настоящему изобретению с применением газового или нефтяного (бензинного, бензолового или вообще жид1 о-топливного) поверхностного нагрева трубы в месте сечения гиба; на фиг. 3-в поперечном разрезе и на фиг. 4-в плане и частично в поперечном разрезе и в виде сверху показан вариант осуществления предлагаемого изобретения, в котором нагрев газом или жидким топливом в месте сечения трубы одновременно и непрерывно в процессе самого гиба происходит изнутри трубы; на фиг. 5 в продольном разрезе и в плане схематически показан вариант приспособления для осуществления очень крутого изгиба трубы.
Газ или продукты горения жидкого топлива (фиг. 1 и 2) подводятся по трубкам 29 в канал 30, расположенный концентрично поперечному сечению трубы / в местах изгиба. В этом объемлющем все поперечное сечение трубы снаружи канале 30 происходит разогрев сечения трубы в месте гиба до необходимой температуры; трубки 29 могут быть подведены как через щель, образующуюся между ручьевым роликом калибром 7 и направляющим прижимом 5, так и через пространство разъема между обеими частями Т и 7 этого, равно как и частями 5 и 5 прижима.
В виду того, что в ручьевом роликовом калибре 7 не может быть постоянного канала 30, обхватывающего сечение трубы в месте гиба, так как самый калибр вращается вокруг оси 8, то он выполнен из ряда отдельных пазов 31, периодически подходящих к месту сечения гиба по АБ и чередующихся с выступами 32, на которых всегда плотно лежат соответствующие части- поверхности гнутой трубы. При этом, в виду того, что пазы 5/ и выступы 32 быстро чередуются один за другим, а нагрев трубы последовательно происходит в канале 30, обхватывающем всю ее снаружи по всему периметру, то в момент прикосновения к трубе выступов 32 труба, еще не успев охладиться, снова будет нагреваться через следующий подходящий к сечению изгиба паз 31. Конечно, подвод газа трубами 29 может быть осуществлен и любым другим путем, равно как и газ может быть проведен и не отдельными трубками, а через соответствующие каналы и пазы как в своем ручьевом роликовом калибре, так и в направляющем прижиме. Кроме того, в соответствии с выше сказанным направляющий прижим 5 может иметь водяное охлаждение 55, которое может быть также устроено и в ручьевом роликовом калибре 7 и вообще в любой детали всего гибочного устройства по настоящему изобретению, равно как эти детали могут быть сделаны и из соответствующего жароупорного материала.
Для нагрева трубы с внутренней стороны (фиг. 3 и 4) топливо подводится через пустотелый дорнодержатель 4, который может быть выполнен в виде трубы, конец которой ввернут при посредстве резьбы 52 или другим путем укреплен в дорновой головке 5, имеющей на себе кольцевую канавку 55 и газопроводящие каналы 34.
Продукты горения жидкого топлива или ацетиленовый газ поступают в пустотелый трубный дорнодержатель 4 по стреле 55 и выходят из дорновой головки 5 через газовый канал 34 в кольцевую канавку 55, концентрично расположенную и соприкасающуюся с внутренней поверхностью трубы по всему месту сечения гиба.
В остальной части цифровые обозначения фиг. 3 и 4 имеют те же значения, что и на предыдущих фигурах и конструкция приспособления ясно усматривается непосредственно,из чертежа.
Естественно, что и в этом варианте, как и в предыдущих, все сильно нагреваемые части всего устройства могут быть выполнены либо с водяным охлаждением, либо быть изготовленными из жароупорного материала. Кроме того, в этом варианте показан пример наиболее простого осуществления предлагаемого изобретения.
Для осуществления очень крутого изгиба трубы служит приспособление.
изображенное на фиг. 5, чрезвычайно простого устройства и действующее вручную.
Как уже указывалось ранее, благодаря нагреву трубы, получается значительное уменьшение потребной мощности для операции гиба, даже при очень крутых радиусах гиба и больших диаметрах и площадях поперечного сечения труб, в виду чего во многих случаях предлагаемое приспособление для горячей дорновой гибки и одновременной термообработки пустотелых труб может работать вручную.
В последнем приспособлении (фиг. 5) ручьевой роликовый калибр 7 неподвижен и в нем зажимом 2 в скобе 6 при посредстве болта 8 или любым иным путем производится зажатие изгибаемого конца трубы /. Изгиб происходит при посредстве поводка 9, на который в соответствующей рамке или любым иным путем укреплен прижимной направляющий ручьевой калиберный ролик 5, Поводок 9, в свою очередь, связан с рамкой 7/, имеющей траверзу /2, в которой в зажиме 75 укреплен дорнодержатель 4, имеющий на своем конце дорновую головку 5. Таким образом, дорновая головка 5 и ось ролика 5 всегда находятся в одной плоскости, проходящей через сечение гиба, и принудительно следуют одна за другой. Рамка // и трдверза 72 могут иметь рукоятку 14 для приложения усилия 75, чем и осуществляется работа приспособления вручную.
Газ или жидкое топливо подводится по стрелке 16 через гибкий шланг 77, далее по стрелке 18 поступает внутрь пустотелого дорнодержателя 4 через дорновую головку 5 внутрь нее и в канал 55, из которого разветляются по газовым каналам 34, поступая в концентричное к внутренней поверхности трубы кольцевое пространство 55 за счет соответствующей заточки в дорновой головке.
Эта заточка, выпускающая газ к внутренней поверхности трубы, всегда приходится в месте сечения гиба трубы и, благодаря ей, это сечение трубы всегда находится в сильно разогретом до нужной температуры состоянии.
Неподвижный роликовый калибр 7, как и наружный обводной калиберный ролик 5 могут быть выполнены каждый
соответственно из двух половин с разъемом в средней плоскости, причем эти поЛовины упруго соединяются между собою.
Остальные цифровые обозначения имеют прежнее значение и во всем остальном конструкция приспособления непосредственно ясна из чертежа и аглядно иллюстрирует полную возможность производить горячую дорновую гибку и одновременную термообработку гибов пустотелых труб (даже для самых крутых радиусов гиба больших диаметров труб) на самом простом ручном приспособлении с хорошей производительностью.
В заключение надо еще добавить, что газ или продукты горения жидкого топлива могут быть проведены внутрь трубы непосредственно через самую трубу, причем на дорновой головке могут быть сделаны продольные каналы, по которым этот газ или продукты горения жидкого топлива подводятся к месту поперечного сечения гиба трубы и нагревают последнюю в этом сечении непрерывно и в процессе самого гиба.
Охлаждение дорнодержателя и дорновой головки может быть сделано за счет выполнения последних пустотелыми и пропускания через них воды равно как эти детали могут быть выполнены и из соответствующих жароупорнь1Х материалов.
Необходимо отметить, что при горячем гибе труб с набивкой песком, применяющейся до сего времени, нагрев трубы производился отдельно от рабочего места самого гиба, поэтому при этом нагреве трубы неизбежно охлаждались во время транспортировки от места нагрева до места гиба и jB процессе самого гиба. Отсюда неизбежно следует, что при старом способе гиба первоначальный нагрев производился значительно выше, что вызывало некоторый перегрев труб, чтобы компенсировать их охлаждение, либо наоборот, при отсутствии перегрева в момент самого нагрева трубы металл охлаждался ниже температуры пластинного его состояния в процессе гиба. Таким образом, прежний способ имел следующие вытекающие из только что изложенного недостатки
1)возможность перегрева в момент нагревания и связанная с ним возможность порчи металла;
2)возможность большего, чем нужно, охлаждения во время гиба и связанная с этим возможность порчи металла;
3)неизбежная потеря тепла либо на перегрев либо на охлаждение.
Приспособление по настоящему изобретению устраняет также и все эти недостатки, так как в нем нагрев производится только на необходимую величину и только в самом месте гиба (т. е. нагревается значительно меньшее количество металла и, кроме того, не нагреваются посторонние вещества-песок, которым набиваются трубы и, значит, естественно, требуется значительно меньшее количество теплоты).
Предмет изобретения.
1.Приспособление для изгибания труб с помощью газового нагрева (фиг. 1-3) с применением оправки, ручьевого роликового калибра, вокруг которого изгибается труба, и направляющего башмака, отличаЕощееся тем, что, с целью сосредоточения нагрева в месте изгиба, ручьевой роликовый калибр 7 выполнен из двух частей Т-7 и снабжен радиально расположенными выступами 32, чередующимися с полукольцевыми пазами 31, в йоторые подводятся продукты горения через трубу 29.
2.Видоизменение приспособления по п. 1 (фиг. 4 и 5) в целях непрерывного внутреннего разогрева трубы в процессе гиба, отличающееся тем, что насаженная на пустотелый дорнодержатель 4 дорновая головка 3 выполнена пустотелой и снабжена кольцевой канавкой 33, соединенной с внутренней полостью дорнодержателя 4 каналами 34.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для изгибания труб с помощью газового нагрева | 1935 |
|
SU49748A1 |
| Станок для холодного изгибания труб | 1935 |
|
SU49750A1 |
| Устройство для нагибания труб | 1934 |
|
SU40684A1 |
| Способ сжигания пылевидного топлива в свободной топочной камере | 1925 |
|
SU3162A1 |
| Форма для термитной сварки труб | 1933 |
|
SU42400A1 |
| СТАНОК ДЛЯ ХОЛОДНОГО ИЗГИБАНИЯ ТРУБ | 1935 |
|
SU49751A1 |
| Устройство для изгибания труб | 1934 |
|
SU41315A1 |
| Колосниковые элементы | 1930 |
|
SU21304A1 |
| Устройство для изгибания труб | 1934 |
|
SU40685A1 |
| Топка с цепной решеткой | 1925 |
|
SU3726A1 |