В предлагаемом станке для холодного изгибания труб примеяена вращающаяся обойма, снабженная помещенными внутри нее коническими роликами, служащими для транспортирования и калибровки трубы, согнутая часть которой поддерживается обоймой, укрепленной на поворотном переставном поводке. Для изгибания же трубы любой кривой поводок установлен на подвижной колонке, снабженной штурвальным колесом, взаимо дей ствующим с П1естернями, укрепленными на поводке и винте, перемещающем колонку.
На схематическом чертеяге фиг. 1 изображает вид сверху предлагаемого станка; фиг. 2 -вид его спереди; фиг. 3,3 и 3 -различное расположение роликов в обойме; фиг. 4- вид сверху видоизмененного устройства станка; фиг. 5 - вид его спереди; фиг. 6-боковой вид; фиг. 7-вид сверху другого видонёмененного устройства; фиг. 8-вид его спереди; фиг. 9-боковой вид; фиг. 10- вид сверху третьего видоизмененного устройства; фиг. 11-его боковой вид; фиг. 12, 13 и 14-устройство для устранения разностенности изгибаемой трубы.
Изгибаемая труба снаружи схватывается обоймой 1, внутри которой заключены подающие и калибрующие конические ролики 2, наклонно располож,енные по окружности трубы под углом 120° между собою. При вращении обоймы 1 вокруг трубы эти ролики 2, катаясь по поверхности трубы, кроме калибровки т обкатки этой поверхности снаружи, сообщают трубе также и осевое перемещение. Для прижима роликов 2 к трубе служит натяжной конус.
Образование кривой частя трубы обеспечивается закреплением конца трубы в обойме 3 поводка 4. Величина радиуса кривизны трубы может быть изменена путем перестановки центра 5 вращения поводка 4 в отверстиях последнего, а также перемещейием центра 5 поводка 4 вместе с ползуном 6, перемещающимся в обоих направлениях.
Обойма, вращающаяся вокруг трубы в сечении, всегда проходящем через место изгнба, приводится в движение при помощи червячной передачи 7, связанной с двигателем.
Изгибаемая труба находится в сжатом состоянии снаружи и калибруется снаружи в том самом сечении, в котором производится ее изгиб. Этим обеспечивается гладкая наружная поверхность трубы, отсутствие на ней всяких сборок, складок, волн и т. п.
На фиг, 3, 3, 3 схематически показаны различные варианты выполнения обоймы 1. Так, например, на фиг. 3, обойма 1 показана без внутреннего дорна, наружная калибровка трубы производится при помощи наружных роликов 2, быстро вращающихся по периферии трубы в сечении ее изгиба, причем это вращение происходит синхронизованно с осевой подачей трубы для гиба, чем и обеспечивается правильность профиля согнутой части трубы.
Наружная калибровка трубы в момент гиба предназначается главным образом для изгибания труб с малым внутренним диаметром, при котором затруднительно применять дорновое устройство.
На фиг. 3 показан вариант устройства с простым внутренним дорном 7. Одновременная обкатка трубы наружными роликами 2, взаимодействующими с внутренним дорном 7, позволяет повысить качество изогнутой части трубы.
На фиг. 3 доказан вариант обкатки трубы в гибочном сечении и в самый момент гиба не только наружными роликами 2, но и внутренними роликами 8, имеющимися на головке дорна 7; в этом случае вращение дорну 9 сообщается при помощи конической передачи 10 и зубчатой передачи П. Ролики 8 внутреннего дорна 7 могут быть расположены с наклоном в одну или разные стороны по отношению к наружным роликам 2, равно как и вращение наружной обоймы 1 с роликами 2 может быть направлено в одну или в разные стороны по отношению к вращению внутренней головки дорна 7 с роликами 8.
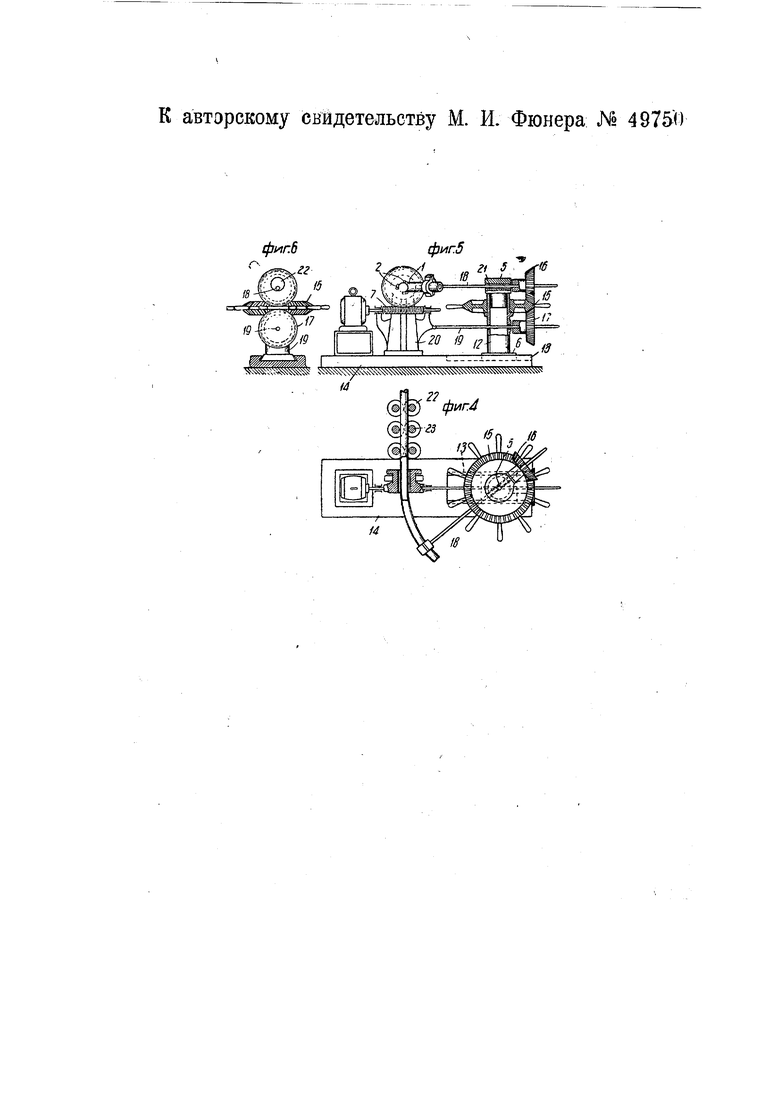
На фиг. 4, 5 и 6 показана видоизмененная конструкция станка, в которой подвижный центр вращения 5 может быть переставлен на ходу в процессе самого гиба, благодаря чему получается возможность не только гнуть трубы с произвольным и разным радиусом гиба по дуге круга, но и производить изгиб по кривой с переменным радиусом гиба.
Центр установлен на колонне 12, имеющейся на ползуне 6. перемещаемом в пазах 13 плиты 14,
На колонне 12 установлена свободно вращающаяся коническая штурвальная
шестерня 15, с которой сцеплены два конических колеса 16 и 17, ступица одного из которых снабжена нарезкой и надета на винт поводка 18; такое устройство позволяет в момент перемещения колонны 12 вращением штурвальной шестерни 15 удлинять и укорачивать рабочую длину поводка 18, определяющую собой радиус гиба.
Коническая шестерня 17 при посредстве винтовой нарезки имеющейся внутри нее ступицы удлиняет или укорачивает длину винтовой тяги 19, благодаря чему колонна 12 приближается или удаляется от неподвижной укрепленной на общей плите 14 стойки 20, в подшипниках которой при посредстве червячной передачи 7 вращается наружная обойма I с тремя калибрующими роликами 2,
Таким образом, за счет вращения штурвального колеса 15 происходит перемещение колонны 14, а с ней и центра вращения 5 в направлении по стрелке. Через втулку 21, (свободно вставленную своим хвостиком в торцевое отверстие колонны 12, свободно проходит поводок 18, определяющий своим размером тот или иной радиус гиба.
Для того, чтобы при вращении поводка 18 в момент гиба и связанного с этим вращением качания шестерни 16 по среднему штурвальному коническому колесу 15 не происходило принудительного изменения длины поводка 18 и связанного с последним изменения радиуса гиба, шестеренка 16 может иметь эксцентрическую стуиицу 22, позволяющую выключать ее из зацепления штурвальным коническим колесом 15. Это же эксцентриковое устройство ступицы 22 и конической шестерни 16 дает возможность путем включения последней „на ходу, в момент изгиба, как при вращении штурвального колеса 15, произвольно изменять радиус гиба и этим получить непрерывно переходящие из одной окружности в другую .изгибы разных радиусов, а также изгибы и не по дуге круга, а по произвольной кривой.
На фиг, 4 представлена конструкция станка без внутреннего дорна, причем здесь, кроме того, показана возможность применения еще и ряда дополнительныхвращающихся в одном направлении фасонных валиков 23, прижимаемых к трубе и создающих благодаря этому подачу трубы, дополнительную к подаче, получаемой за счет наклонных роликов 2, обоймы 1.
Эти дополнительные фасонные валики 23 могут быть установлены в тех случаях, когда одной осевой подачи при помощи наклонных роликов 2 окажется недостаточно.
На фиг. 7-9 изображена другая видоизмененная конструкция предлагаемого станка, в которой центр вращения 5 и в соответствии с этим колонна 12 установлены неподвижно, а изменение радиуса поводка 18 и синхронизованное с ним изменение расстояния плоскости а-8 от центра 5 производится путем перемещения станины 14с электродвигателем червячной передачей 7 со стойкой 20, и все устройство, связанное с вращающейся обоймой 1, двигается по направляющим 24 к неподвижному центру в ту или другую сторону. Это перемещение производится при помощи тяги 19 с винтовой нарезкой, проходящей через нарезку в ступице конической щестерни 17. На фиг. 10 И 11 показан другой вариант конструкции станка, в котором имеется в виду уменьшить усилия при гибе труб, что имеет особое значение при обработке труб большого диаметра и толщины стенок, , т. е. имеющих очень большой момент сопротивления.
В этом случае применятся выдвижной дорн 9, держатель которого при посредстве стяжки 25 изменяет свою длину. На конце держателя укреплено плечевое соединение-кронштейн 27 поводка 18.
Применение в станке трех роликов 2 в обойме 1 благодаря их наклонному расположению сообщгет обойме движение вдоль трубы. Вместе с обоймой 1 движется и поводок 18, который, образуя угол с неподвижным рамным стержнем 26, в свою очередь, приводит в движение и кронщтейн 27, из1влекающий держатель дорна и изгибаемого конца трубы. Нри этом конец держателя дорна вращается по дуге круга и вызывает сравнительно малое усилие р благодаря очень больщой величине радиуса,
определяемой большим расстоянием крепления конца держателя до центра 5. Слагающая р этого усилия , в свою очередь, через посредство зтела дорна вызывает сравнительно большую силу Р, всегда приложенную в торце изгибаемой трубы.
При этом самый изгиб происходит по окружности радиуса гиба Е.
Рамный стержень 26 несет зажим 28, передвигающийся в ту и другую сторону за счет его конца 29, скользящего в ползуне неподвижной опоры 30, другой же конец рамного стержня 26 с винтовой нарезкой пропущен через нарезанную изнутри ступицу щестерни 17, сцепляющуюся с штурвальным коническим колесом 15.
С этим щтурвальным колесом сцепляется еще другая коническая шестерня 16 с эксцентриковой втулкой 2;. Изменение радиуса гиба при помощи изменения длины поводка 18 синхронно осуществляется с установкой зажима 28. При этом стойка 20, несущая в себе трехроликовую обойму и остальное устройство, получает при помощи катков 31 перемещение по столу 32. Червянная же передача 7 при посредстве конической передачи 10 связана с осью 33 электродвигателя.
На фиг. 12 показано устройство для устранения разностенности согнутого сечения трубы, происходящего при обычных способах изгибания. Эта разностенность, Как известно, является следствием большой вытяжки волокон но наруяхной образующей трубы и одновременного соответственного сжатия таковых по внутренней образующей.
На фиг. 12 это явление изображено в виде кольца, примем, если применить известный способ расковки под молотом на оправке 34, то под действием ударов бойка 35 материал утолщенной части кольца из места 36 перейдет в место 37, показанное черным, перемещаясь при этом по стрелкам, 47.
Этот прием перемещения излишнего материала из места утолщения по внутренней образующей в место утоньшения по наружной образующей может быть осуществлен и путем наружной обкатки тремя наклонными косыми роликами 2, которые, вращаясь и обжимая трубу снаружи в месте ее изгиба, т. е. плоскости а-в, производят указанное перемещение излишнего утолщения 36 вместо утоньшения 37. Таким образом, равностенная прямая труба, переходя в разностенное согнутое колено 36, 37, в момент гиба тремя наклогшыми роликами 2 приводится в равностенное состояние, причем такая расковка тремя роликами 2 происходит на головке 7 внутреннего дорна 9, соответственным образом выполненной и имеющей суженный конец 38, распространяющийся внутри согнутого колена трубы; такая конструкция головки дорна является надежной опорой для раскатки утолщенной части трубы 36 аналогична с расковкой на кольце оправки 34 для случая проведения этой операции под бойком 35.
На фиг. 14 показан разрез а-в схемы распределения материала в сечении трубы для получения утолщенной со стороны внутренней образующей производящей части гиба 36 тремя роликами 2, перемещающими излишний материал трубы по стрелкам в место 37.
Как показано на фиг. 13, в местах 39 и 40 будут какие-то переходные зоны из прямого в криволинейный участок трубы, которые не дадут резкого изменения толщины стенок в самом сечении а-в, а за счет естественной вытяжки и распространения деформации материала на онределенную величину таковой переход при одинаковой толщине прямого участка к разностенному сечению согнутого участка, конечно, происходить плавно за счет этих переходных зон 39 и 40.
Предмет изобретения.
1.Станок для холодного изгибан-ия труб, отличающийся применением вращаю ш;ейся обоймы 1 с заключенными в ней пода1Н)Щими коническими роликами 2 для транспортирования и наружной кали бровки, трубы, согнутая часть которой поддерживается обоймой 3 поворотного и переставного поводка 4 (фиг. 1, 2).
2.Видоизменение станка по п. 1, отличающееся применением, в целях изгибания трубы по любой кривой, подвижной колонки 12 в направляющих станины, снабженной штурвальным колесом 15, взаимодействующим с шестернями 16 и 17, соответственно укрепленными на поводке 18 и винте 19 (фиг. 4, 5, 6).
3.Видоизменение станка поп. 2,отличающееся тем, что в целях изгибания трубы по любой кривой, применена подвижная плита 14 с укрепленным на ней всем устройством, связанным с вращающейся обоймой 1 (фиг. 7, 8 и 9).
4.Применение при станке по пп. 1-3 устройства для внутренней калибровки трубы, состоящего из вращающейся посредством зубчатой передачи 10 и 11 дорновой головки 7, снабженной коничесЕшми роликами 8 (фиг. ю и 11).
5.Применение при станке пэ п. 3, в целях точной установки дорповой головки 7 в сечении изгиба трубы, дориодержателя 9 переменной посредством стяжки 25 длины, каковой дорнодержатель 9 укреплен на кронштейне 27 поводка 18 (фиг. 10 и И).
6.Применение при станке по пп. 1-3 дорновой головки 7, 5, снабженной суженным концом 38, в целях устранения разностенности согнутой части трубы (фиг. 12, 13 и 14).
фиг.2
У/////////7/У//////// ///МУ //////№//////М///////////
//. й фиГ1
фиг.б
i4 S j 4 s -4- SS5 S$$Si54J:S;
фиг.5
. у фиг.4
. /
g

| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ХОЛОДНОГО ИЗГИБАНИЯ ТРУБ | 1935 |
|
SU49751A1 |
| Приспособление для изгибания труб с помощью газового нагрева | 1935 |
|
SU49749A1 |
| СТАНОК ДЛЯ ИЗГИБАНИЯ ТРУБ | 1934 |
|
SU42399A1 |
| Приспособление для изгибания труб с помощью газового нагрева | 1935 |
|
SU49748A1 |
| УСТРОЙСТВО ДЛЯ ИЗГИБАНИЯ ТРУБ | 1934 |
|
SU40135A1 |
| Устройство для изгибания труб | 1934 |
|
SU41315A1 |
| Прибор для чеканки | 1927 |
|
SU31857A1 |
| Устройство для изгибания труб | 1934 |
|
SU41314A1 |
| Устройство для нагибания труб | 1934 |
|
SU40684A1 |
| Форма для термитной сварки труб | 1933 |
|
SU42400A1 |