Уже предлагалось применять в станках для холодного изгибания труб оправки и обжимные ролики. Согласно изобретению, в целях наивыгоднейшего распределения усилий и получения наименьших сил и моментов в такого же рода станке применена вращающаяся планшайба, снабженная пальцем, шарнирно соединенным с дорновой оправкой и посредством тяги с переставным поводком, несущим подвижную обойму с обкатывающими трубу роликами. Для изгибания же трубы по любой кривой предлагается применить в станке винтовые тяги, подвижные под действием штурвального колеса и конических шестерен в соответствующих втулках станины.
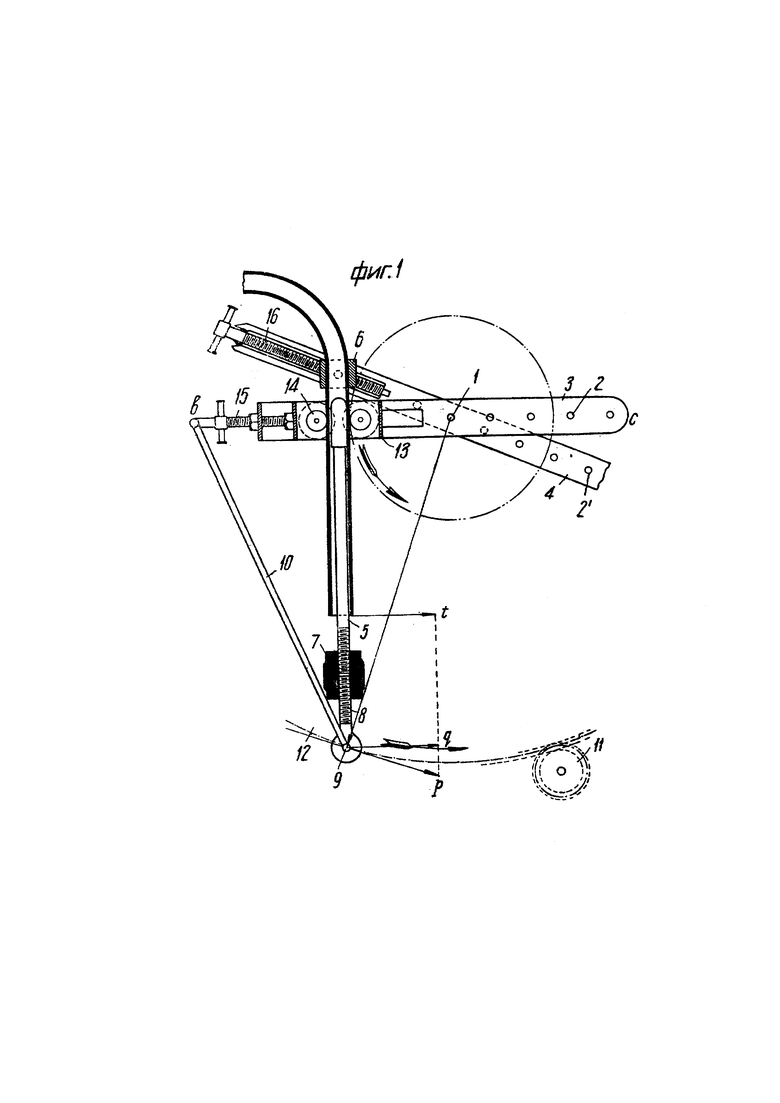
На схематическом чертеже фиг. 1 изображает разрез станка; фиг. 2 - то же видоизмененного устройства и фиг. 3 - штурвальный привод.
На фиг. 1 схематически представлено устройство станка для холодного изгибания труб с неподвижным центром 1 и центровыми отверстиями 2, 2′ на переставном радиусном поводке 3 и на неподвижной закрепительной радиусной штанге 4,
Труба, которая может уже иметь загнутые части и колено, не согнутой своей частью надевается на головку дорновой оправки 5 и зажимается в неподвижном зажиме 6.
Наружный конец дорновой оправки 5 имеет нарезку, служащую для ее соединения при посредстве стяжки 7 со штангой 8 с обратной нарезкой и ушком, надетым на палец 9 вращающейся планшайбы 12; кроме того палец 9 соединен тягой 10 с переставным поводком 3.
При изгибании трубы связанная с тем или иным механизмом и приводящая в действие станок малая ведущая шестерня 11 сцепляется с большой ведущей шестерней, соединенной с планшайбой 12 с радиусом, большим, чем длина наибольшей изгибаемой части трубы. Планшайба 12 может иметь на себе целый ряд разнообразных и различно на всей ее площади расположенных пальцев 9 и, при своем вращении относительно центра 1 по стрелке, палец 9 при посредстве дорновой оправки 5 вытягивает головку последней из трубы, и одновременно с этим при посредстве тяги 10 приводится во вращение по стрелке поводок 3.
Любой произвольный и переменный радиус гиба может быть установлен на поводке 3 при посредстве подвижной обоймы 13, несущей фасонные ролики 14, производящие обкатку трубы. Кроме того, самая обойма 13 может получать возвратно-поступательное передвижение при помощи винта 15 с рукояткой.
В случае неподвижного центра 1 и отсутствия отверстий 2 для изменения радиуса можно синхронно и в зависимости от перемены радиуса гиба изменять и место закрепления трубы в неподвижной матрице 6; с этой целью неподвижная в процессе гиба радиусная штанга 4 имеет винт 16 с рукояткой, перемещающий матрицу 6 вдоль штанги 4 в обоих направлениях.
При таком устройстве станка очень выгодно распределяются усилия для гибки трубы, так как благодаря любому очень большому радиусу a в месте закрепления ведущего пальца 9 действует сравнительно небольшое усилие р, которое дает очень небольшую перпендикулярную к дорновой оправке слагающую q.
Фактически прикладывается к трубе в месте выхода через ее торец дорновой оправки 5 сравнительно небольшое усилие в виде силы, которая одновременно изгибает как трубу, так и самую дорновую оправку 5.
При этом момент сопротивления трубы большего диаметра и толщины стенки плюс момент сопротивления дорновой оправки 5 будут настолько больше, что прогиб несогнутой части трубы будет всегда в пределах упругих деформаций, а остающиеся изменения формы изгиба будут происходить только в требуемом месте сечения гиба по плоскостям в-с, всегда проходящим через центральную ось подвижного поводка 3. При этом стяжка 7 служит для правильной установки также головки дорновой оправки 5.
Таким образом, изгиб трубы происходит на большом плече за счет приложения сравнительно небольшой силы, приложенной на самом конце изгибаемой части трубы, причем одновременно производится и наружная калибровка обкаткой роликами 14 и внутренняя за счет выдвигаемой принудительно тягой 10 и поводком 3 головки дорновой оправки 5. Выбрав соответственно диаметр планшайбы 12 и большой ведущей шестерни, можно получить ничтожное усилие даже при самых больших диаметрах труб и толщине их стенок. Это позволяет станку работать всегда с наименьшим изгибающим моментом и, кроме того, всегда постоянным, так как величина момента, необходимого для загиба трубы, зависит от места крепления ведущего пальца 9, независимо от величины прямого участка несогнутой еще части трубы. Подвижная обойма 13 вместо обкатывающих фасонных роликов 14 может иметь три коаксиально к производящей трубе расположенных ролика, вращающихся одновременно с обоймой вокруг трубы и, таким образом, калибрующих трубу снаружи.
С другой стороны, головка дорновой оправки 5 может быть выбрана также и в виде трехроликовой, вращающейся внутри трубы, вальцовки, калибрующей трубу изнутри.
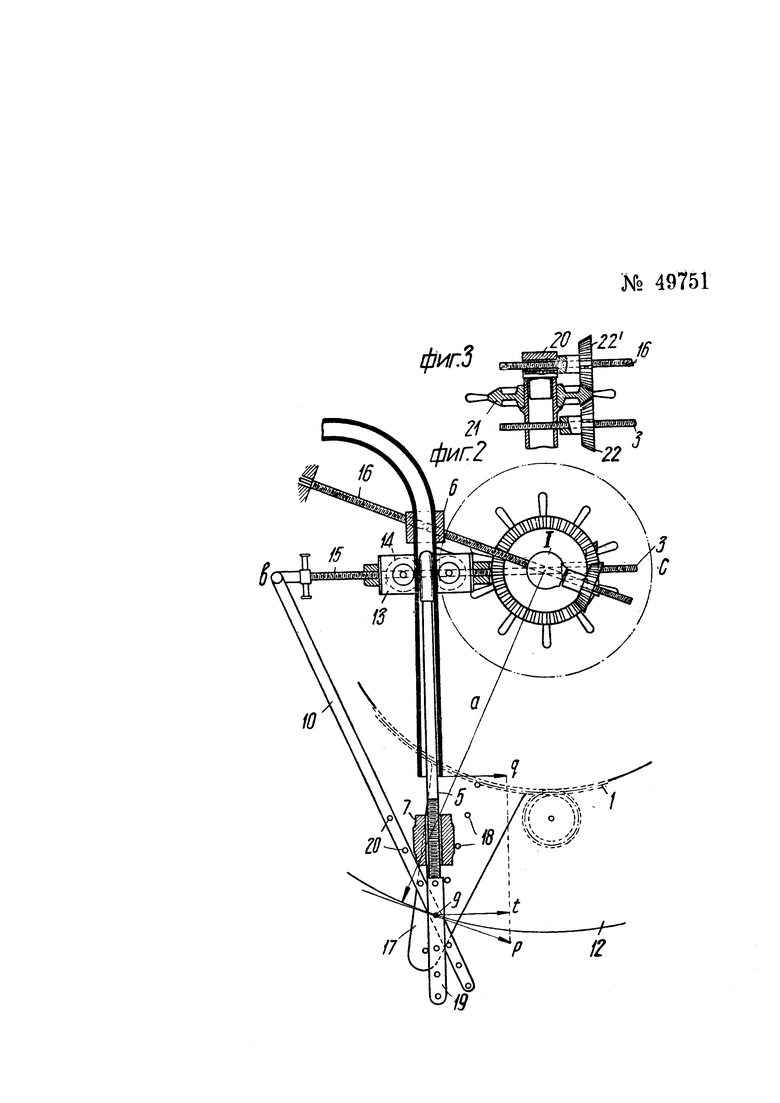
В видоизмененном устройстве станка (фиг. 2) применена приводная шестерня 1 меньшего диаметра, причем сохранение большого плеча и радиуса а ведущего пальца 9 и соответственно с этим получение наименьших усилий для загиба трубы осуществляется за счет применения на планшайбе 12 укрепленной к большой ведущей шестерне соответствующего плеча 17, которое может иметь ряд цапф и гнезд 18 для любого расположения и закрепления в них ведущих пальцев 9.
В соответствии с этим второй конец дорновой оправки 5 также может иметь удлинение 19 с целым рядом цапф или гнезд для крепления на пальце 9, равно как и тяга 10 может быть снабжена соответствующими отверстиями и гнездами 20 для любого соответствующего укрепления на пальцах 9, расположенных в одном из гнезд 18.
Передвижение матрицы 6 по неподвижно закрепленной винтовой тяге 16 и обоймы 13 по винтовой тяге 15, совместно с одновременным передвижением их через общий центр I производится при помощи штурвального колеса 21 или двух непосредственно связанных с ним конических шестерен 22 и 22′ (фиг. 3).
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для холодного изгибания труб | 1935 |
|
SU49750A1 |
| УСТРОЙСТВО ДЛЯ ИЗГИБАНИЯ ТРУБ | 1934 |
|
SU40135A1 |
| Приспособление для изгибания труб с помощью газового нагрева | 1935 |
|
SU49749A1 |
| Устройство для изгибания металлических труб, полос и пр. на оправке | 1931 |
|
SU36138A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| СТАНОК ДЛЯ ИЗГИБАНИЯ ТРУБ | 1934 |
|
SU42399A1 |
| "Универсальный токарно-фрезерный станок "Короед-3" | 1991 |
|
SU1838093A3 |
| Устройство для изгибания труб | 1934 |
|
SU41315A1 |
| Ленточно-шлифовальный станок для скругления кромок пера лопаток | 1980 |
|
SU872213A1 |
| Станок для намотки и укладки катушек в пазы статора электрических машин | 1980 |
|
SU907711A1 |
1. Станок для холодного изгибания труб с применением оправки и обжимных роликов, отличающийся тем, что, в целях наивыгоднейшего распределения усилий и получения минимальных сил и моментов при холодной гибке труб, применена вращающаяся планшайба 12, снабженная пальцем 9, шарнирно соединенным с дорновой оправкой 5 и посредством тяги 10 с переставным поводком 3, несущим подвижную обойму 13 с обкатывающими трубу роликами 14 (фиг 1).
2. Видоизменение станка по п. 1, отличающееся применением, в целях изгибания трубы по любой кривой, винтовых тяг 15 и 16, подвижных под действием штурвального колеса 21 и конических шестерен 22 и 22′, в соответствующих втулках станины (фиг. 2 и 3).
