Изобретение относится к области пневмоавтоматики. Способ предназначен для изготовления дросселей с регулируемой характеристикой.
Известны способы изготовления дросселей, осуществляемые путем заливки в заготовку (корпус) самотвердеющей пластмассы с последующим извлечением закладного элемента, образующего проходное сечение дросселя.
Предлагаемый способ изготовления дросселей отличается от известных тем, что для получения дросселей с регулируемой характеристикой, в корпус заливают дополнительно, по меньшей мере еще одну, дросселирующую шайбу, которую отделяют от .первой и от резьбы посредством разделительного состава, и расставляют полученные таким путем шайбы на заданный щаг одну от другой и от дна корпуса, вывертывая последовательно их по резьбе и выводя из установленной шайбы закладной элемент для дальнейшей установки остальных шайб на требуемую характеристику.
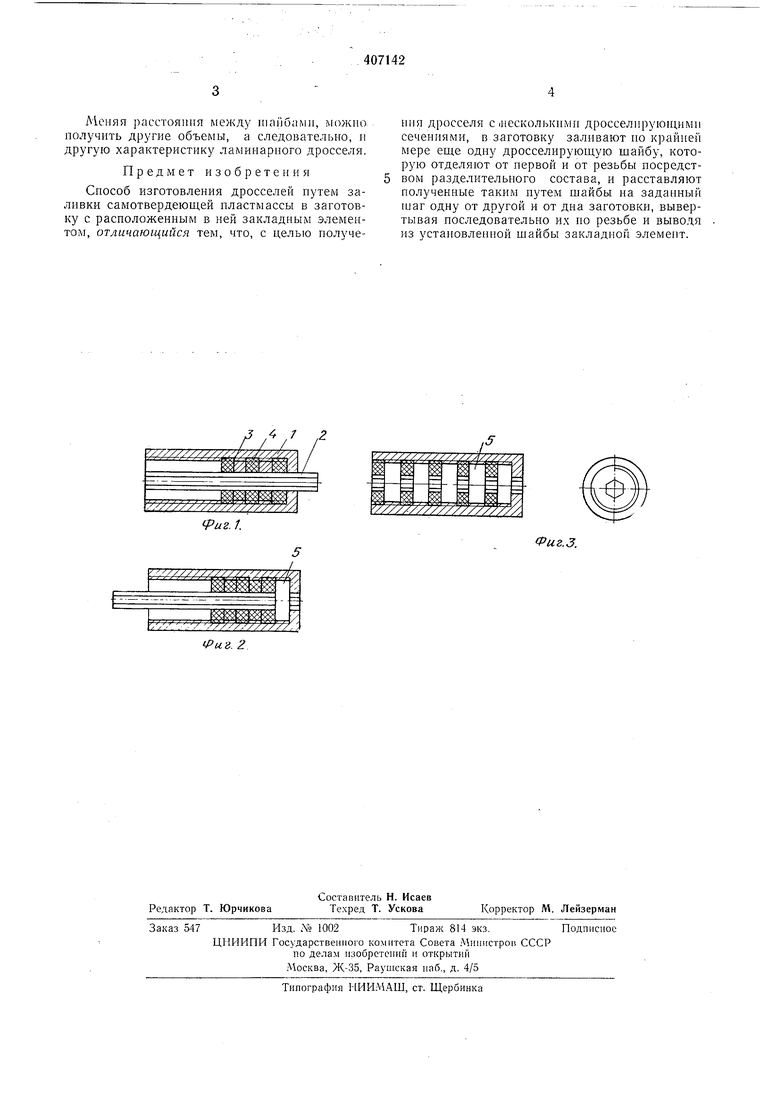
Па фиг. 1 изображена заготовка (корпус) с закладным элементом и залитыми дроссельными шайбами; на фиг. 2 - то же, но залитые дроссельные щайбы перемещены на один шаг; на фиг. 3 показан ламинарный дроссель, продольный разрез и вид с торца.
В копусе (заготовке) 1 выполняют канал переменного сечения. Одно сечение выполняют
большим, чем требуемый размер дросселя, в котором нарезают резьбу, другое - равным размеру дросселя для центрирования закладного элемента 2. Затем резьбу смазывают разделительным составом 3, например машинным маслом, вводят в канал закладной элемент, который выполняют некруглой формы, например в виде шестигранника, для удобства извлечения шайб 4. После этого заливают шайбу в канале из самотвердеющей пластмассы, подают разделительный состав и затем заливают следующую шайбу. Таким образом заливают нужное количество шайб, разделенных между собой составом 3 (см. фиг. 1).
Закладной элемент выводят из центрирующего сечения канала и начинают вращать, при этом шайбы перемещаются все вместе на требуемую линейную характеристику дросселя, образуя первый объем 5 (см. фиг. 2). После этого закладной э.яемент снова перемещают на длину залитой шайбы и начинают вращать закладной элемент, при этом остальные шайбы вместе перемещаются также на шаг, равный линейной характеристике дросселя, образуя следующий объем 5. Перемещение и вращение закладного элемента производят до тех пор, пока все шайбы встанут на свои места, тогда образуется ламинарный дроссель нужной характеристики (см. фиг. 3).
Меняя расстояния между шайбами, можно получить другие объемы, а следовательно, и другую характеристику ламинарного дросселя.
Предмет изобретения
Способ изготовлеиия дросселей путем залпвки самотвердеющей пластмассы в заготовку с расположенным в ней закладным элементом, отличающийся тем, что, с целью получения дросселя с (Несколькими дросселируюишмп сечениями, в заготовку заливают по крайней мере еще одпу дросселирующую шайбу, которую отделяют от первой и от резьбы посредством разделительного состава, и расставляют полученные таким путем щайбы иа заданный одну от другой и от дна заготовки, вывертывая последовательно их по резьбе и выводя из устаиовлепной шайбы закладной элемент.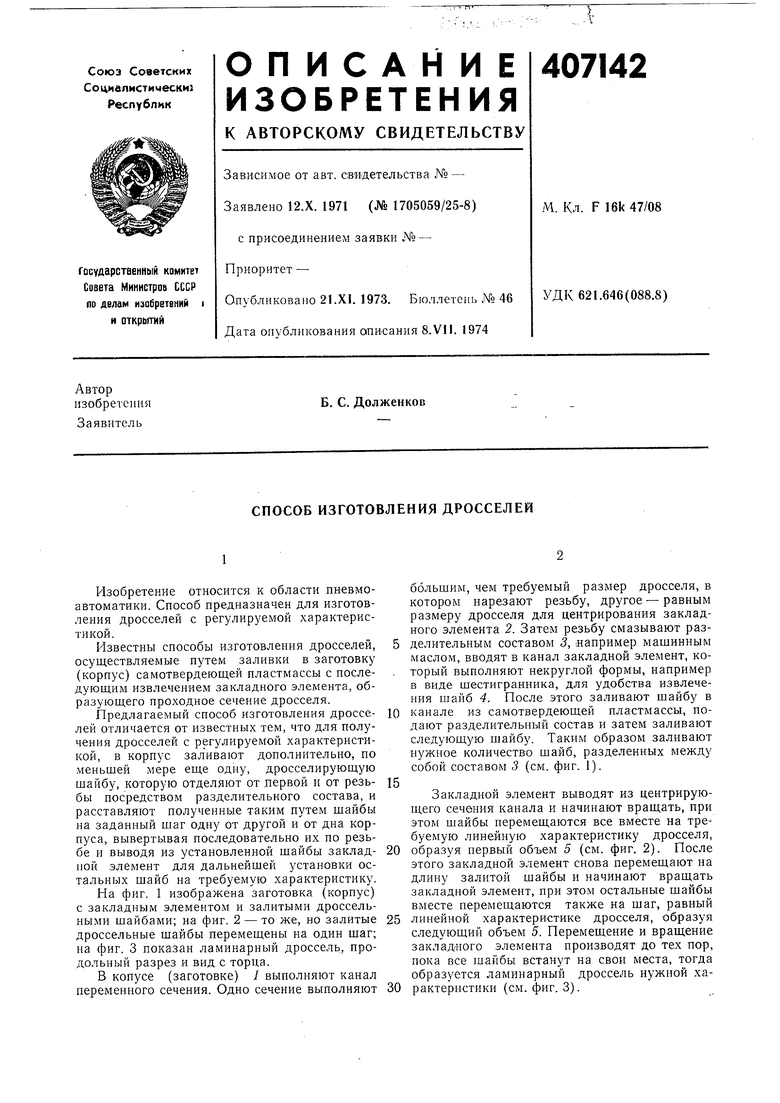
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРОССЕЛЕЙ С ЗАДАННЫМ РАЗМЕРОМ ПРОХОДНОГО СЕЧЕНИЯ | 1969 |
|
SU255717A1 |
| ДРОССЕЛЬ МАЛОГО РАСХОДА | 1973 |
|
SU429236A1 |
| Дросселирующее устройство | 1975 |
|
SU575468A1 |
| РЕГУЛЯТОР РАСХОДА ЖИДКОСТИ | 2000 |
|
RU2185652C2 |
| Гидропривод механизма срезания лесозаготовительной машины | 1982 |
|
SU1083967A1 |
| Дросселирующее устройство | 2018 |
|
RU2687547C1 |
| ВП Т Б ^Ч, f>& М г? (^<jrtf г.- • ? '.'ij..;;-.i .:^'-:-.i-:\,f | 1973 |
|
SU393731A1 |
| Регулируемый дроссель | 1975 |
|
SU533794A1 |
| Регулятор расхода | 1989 |
|
SU1755259A1 |
| Шпиндельная бабка с гидростатическими опорами шпинделя | 1973 |
|
SU476961A1 |
Z
(риг. 1.
///7//
t
Фиг.З.
