1
Изобретение относится к способам изготовления электрохимических элементов, использующихся, например, в качестве времязадающего элемента в схемах низких и инфранизких частот.
Известен электрохимический элемент, который изготавливают следующим образом: закрытый с одной стороны металлический корпус заполняют электролитом через расширенную открытую часть корпуса. Внутренние злектроды вначале внрессовывают в герметик - изолятор, который затем помещают в расширенную часть корпуса и окончательно 1ерметизируют элемент путем зава.чьцовки корпуса.
Элементы, изготовленные по известному способу, характеризуются следующими особенностями.
Не исключена возможность появления в объеме электролита элемента воздущного пузыря, что снижает надежность работы элемента ввиду нопадания пузыря на рабочие электроды при вибрации, ударе, изменении положения Б пространстве. Наличие пузыря экранирует поверхность электродов, меняя истинную поверхность, и, следовательно, плотность тока При вводе и считывании информации. В присутствии воздущного пузыря создаются благоприятные условия для депдритообразного
роста кристаллов рабочего вещества, их осыпания и выхода прибора из строя.
Не исключена также возможность попадания электролита в область между расширенной частью корпуса и герметиком, что приведет к тому, что часть пропущенного через прибор тока будет бесконтрольно расходоваться на протекание необратимых процессов, вызывая появление систематической ощибки, изменяющейся от элемента к элементу.
Кроме того, технология сборки элемента по известному способу усложнена необходимостью точной дозировки электролита и строгой горизонтальности при введении герметика в корпус элемента и в момент завальцовки. Стенки корпуса элемента выполнены одинакового сечения, что может вызвать разгерметизацию элемента при изменении диапазона рабочих температур.
В элементе, изготовленном по известному способу, отсутствует термокомпенсация, которая должна осуществляться при изменении диапазона рабочих температур.
Цель изобретения - исключение возможности появления воздущного пузыря в объеме электролита, повышение надежности работы элемента в различных положениях в пространстве и в щироком диапазоне температур, упрощения технологии изготовления элемента. Сущность предлагаемого способа заключается в том, что сначала проводят изоляцию и герметизацию внутренних электродов и корпуса, а затем заполняют корпус электролитом через суженную часть с последующей герметизацией этой части корпуса методом холодной сварки в присутствии электролита. В области герметика внутренние электроды выполняют меньшим сечением, чем в рабочей части. Для обеспечения термокомпенсации в суженной части корпуса его стенка выполнена меньшего сечения по сравнению с остальным корпусом.
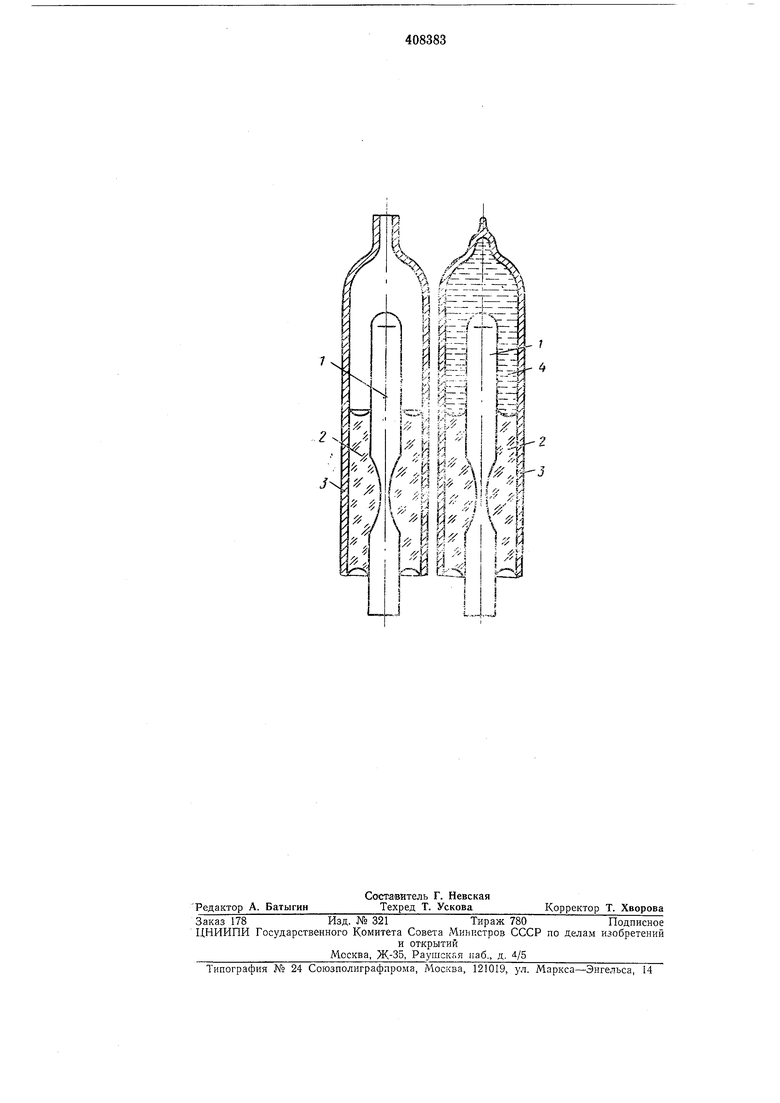
На чертеже представлена схема электрохимического элемента.
Приняты следующие обозначения: внутренние электроды 1; герметик 2; корпус 3; электролит 4.
Способ изготовления электрохимического элемента по предлагаемому способу заключается в следующем.
В гнезда графитовой кассеты поочередно помещают внутренние электроды / (которых может быть несколько) элемента, стеклянные бусины 2 и наружные корпуса 5. После этого кассету, содержащую произвольное количество корпусов (500-1000 шт.), помещают в конвейерную печь, где при 800°С спекают металл со стеклом. Затем вакуумпо-жидким способом отмывают внутренние части корпусов, осуществляют их предварительную подготовку и заполняют корпуса электролитом с последующей герметизацией элементов методол холодной сварки в присутствии электролита, что полностью исключает возможность появления газового пузыря в объеме электролита 4.
При изготовлении наружного корпуса один конец его делают суженным и с меньщим сечением стенок для того, чтобы, во-первых, при последующей герметизации методом холодной сварки не менялась геометрия расположения
наружного и внутреннего электродов и, во-вторых, чтобы упростить технологию изготовления корпуса путем использования уточненной части корпуса прибора в качестве температурного компенсатора. Наличие температурного компепсатора необходимо, так как прибор должен быть работоспособным при -50 -50°С.
Сечение внутренних электродов 1 в области герметика 2 уменьщают для улучщения герметичности металлостеклянного спая. Ввиду того, что имеется некоторая разница коэффициентов термического расщирения стекла и металла, без уменьщения сечения внутренних электродов / в этой области спая возможно образование внутренних напряжений и трещин, что может привести к разгерметизации металлостеклянного узла. Разгерметизация по периметру, т. е. на границе стекла с наружным корпусом, не происходит, так как в данном случае имеет место надежный сжимающий спай.
Предмет изобретения
Способ изготовления электрохимического элемента, основанный на заполнении электролитом внутренней полости электропроводящего корпуса с дальнейшей его герметизацией, отличающийся тем, что, с целью повышения надежности работы при различных положениях элемента в пространстве, упрощения технологии изготовления и уменьшения габаритов, часть полости корпуса заполняют стеклянным герметиком, внутренние электроды элемента изолируют друг от друга и от корпуса путем спекания металла электродов со стеклом и герметизируют корпус методом холодной сварки в присутствии электролита.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИМПУЛЬСНАЯ УСКОРИТЕЛЬНАЯ ТРУБКА | 2011 |
|
RU2467429C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОГИРОСКОПА | 2019 |
|
RU2712927C1 |
| МНОГОЭЛЕКТРОДНЫЙ ЭЛЕКТРОХИМИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ КОНЦЕНТРАЦИОННОГО ТИПА | 1972 |
|
SU414640A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОСТЕКЛЯННЫХ УЗЛОВ В КОЛПАКОВОЙ ПЕЧИ | 2023 |
|
RU2819582C1 |
| ДАТЧИК ВОДОРОДА В ЖИДКИХ И ГАЗОВЫХ СРЕДАХ | 2014 |
|
RU2574423C1 |
| Способ изготовления узлов изСТЕКлА и KOBAPA | 1978 |
|
SU804588A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПАЯНОГО СОЕДИНЕНИЯ | 2021 |
|
RU2762324C1 |
| Способ соединения трубчатых топливных элементов | 2016 |
|
RU2660124C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОЕДИНЕНИЯ ТОКОВВОДОВ С КОРПУСОМ ЭЛЕКТРОВАКУУМНОГО ПРИБОРА | 2010 |
|
RU2457189C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПАЯ МЕТАЛЛА С ПОРОШКОВЫМСТЕКЛОМ | 1971 |
|
SU295156A1 |