1
Изобретение относится к области станкостроения.
Известны устройства для предохранения от перегрузок и поломок по крутяидему мо.менту нескольких одновременно работающих стержиевых режун их инструментов, в .которых приводные и инструментальные рабочие элементы попарно связаны посредством соединений, обеспечивающих при перегрузках их взаимные с.мещения, фиксируемые с помощью фотоэлектрических датчиков, периодически сообн;ающихся с источником света через каналы.
Недостатком таких устройств является сложность конструкции, а также невозможность их применения для сверления отверстий с малыми межцеитровыми расстояниями.
Целью изобретения является устранение указанных недостатков.
Достигается это тем, что ка-налы, обеспечивающие сообщение датчиков с источнико.м света, выполнены только в инструментальных рабочих эле.ментах и их оси совпадают с осями чувствительности датчиков, а датчики включены по схе.ме, реалируюн1,ей логическую операцию «И.
BbiHOvTHeHHe каналов только в инструментальных рабочих элементах иеключает необходимость охватываиия одним щпинделем (приводным) другого (инструментального), что упрощает конструкцию устройства и обеспечивает возможность максимального солнжсния инструментальных шпинделей; последнее необходимо при выполнении отверетий с малыми .межцентровыми расетояниями.
Снятие сигнала о нерегрузке нронзводится следуюгцим образом. Когда оси каналов выполнены совпадаюн 1,ими с осями чувствитель ностн фотоэлектрических датчиков, при отсутствии перегрузок на всех инструментах )электрические датчики одновременно с определенной частотой (зависящей от числа оборотов приводных рабочих элементов) сообн аются с источником света, т. е. периодически пронсходнт их одновременное срабатывание. Если датчики включены по схеме, реализующей логичеекую операцию «И, то при отс гствии перегрузок в ехему управлення поступают периодические сигналы. При перегрузке одного или несколькнх режупдих инструментов соответствующие инструментальные рабочие элементы смещаются относительно нриводных. В результате этого проиеходит раесогласование инструментальных рабочих элеMeirroB, что приводит к неодновремеш ол у (сдвинутому во времени) срабатыванию датчиков. Так как датчики включены по схс.ме «И, это вызывает прекращение поступления сигналов в схему управления. Последнее свидетельствует о перегрузке.
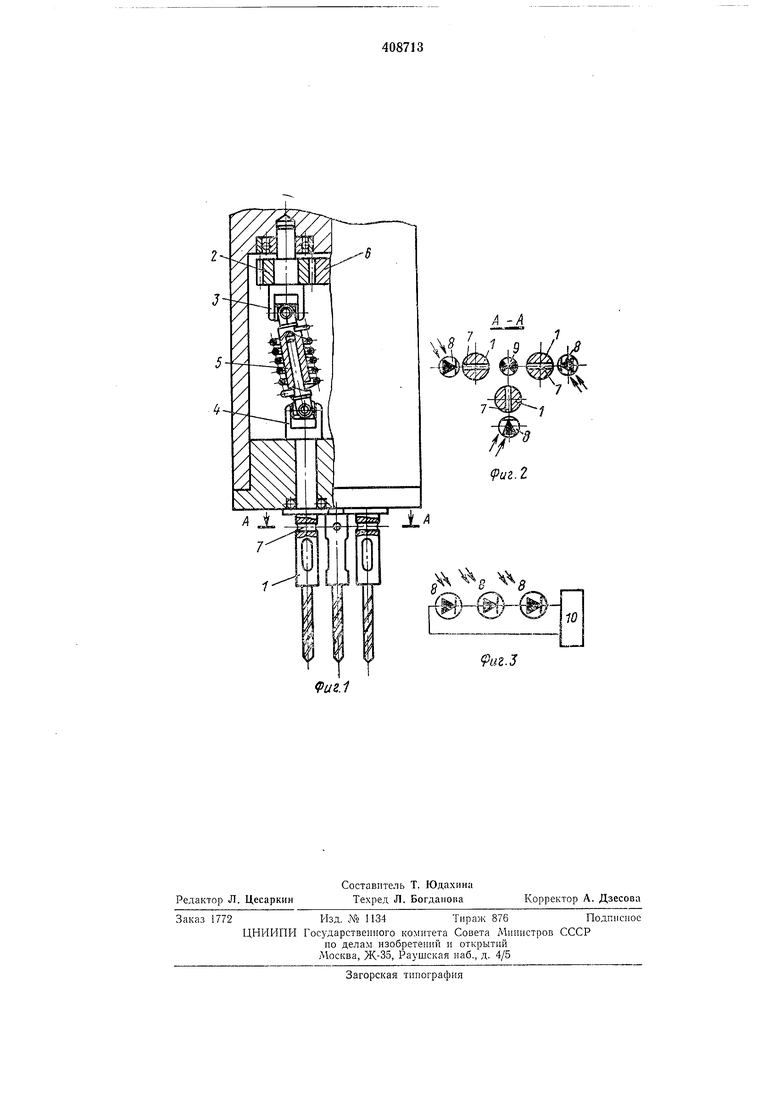
На фиг. 1 схематично изображено пред.чагаемое устройство для предохранения .нескольких одновременно работающих инструментов от поломок, общий вид; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3-вринциниальная схема включения фотоэлектрических датчиков предлагаемого устройства.
Устройство содержит идентичные нары рабочих элементов. В каждой наре инструментальный рабочий элемент - инструментальный шпиндель 1 - связан с приводным рабочим элементом приводной шестерней 2 посредством двух универсальных шарниров 3 и 4, сочлененных пружинной муфтой 5. Приводные шестерни 2 получают вращение от главной приводной шестерни 6, при этом их угловые скорости вращения одинаковы. В инструментальных шпинделях 1 выполнены сквозные каналы 7 таким образом, что их оси одновременно совпадают с осями чувствительности датчиков - фотодиодов 8 (фиг. 2); через упомянутые каналы 7 фотодиоды 8 сообщаются с источником света 9. Фотодиоды 8 (фиг. 3) соединены по схеме, реализующей логическую операцию «И (последовательно) и включены на вход устройства 10, преобразующего последовательность электрических импульсов в непрерывный сигнал.-. В свою очередь устройство 10 включено в схему управления станка (на чертежах не показана).
Устройство работает следующим образом.
В режиме холостого хода, а также в процессе работы до тех пор, пока моменты сопротивления резанию на всех режущих инструментах не превышают величин крутящих моментов, на которые настроены пружинные муфты 5, инструмеитальпые шпиндели 1, получая вращение через систему универсальных щарниров 3, 4 от приводных шестерен 2, вращаются с одинаковыми угловыми скоростями, равными угловой скорости вращения приводной шестерни 2. При этом каналы 7 в инструментальных шпинделях 1 с определенной частотой одновременно сообщают фотодиоды 8 с источником света 9. В результате этого фотодиоды 8 периодически одновременно открываются, и на устройство 10 поступают периодические сигналы. В устройстве указанные сигналы преобразуются в непрерывный сигнал, который поступает ъ схему управления станка, обеспечивающего нормальную работу.
В тот момент, когда крутящий момент, например, на одном инструменте превысит величину, на которую настроена пружинная муфта 5, соответст1вуюп1ий ииструментальный шпиндель / смещается относительно приводной шестерни 2. В результате этого происходит рассогласование инструментальных шпинделей /, и один из фотодиодов 8, соответствующий данному шпинделю, срабатывает (открывается) с некоторым опозданием, сдвигом во времени относительио остальных шпинделей.
Таким образом, указанный фотодиод 8 открывается тогда, когда остальные фотодиоды заперты. При этом последовательная цепь из фотодиодов 8 (фиг. 3) не пропускает электрического сигнала (т. е. схема «И не срабатывает), на вход устройства 10 сигналы не поступают и снимаемый с иего выходной сигнал равен нулю. Схема управления станка срабатывает, обеспечивая быстрый вывод инструмента из обрабатываемой детали. Диалогично описанному, при перегрузке нескольких инструментов происходит рассогласо1вание шпинделей, схема «И также не срабатывает и выдается команда на отвод головки.
30
Предмет изобретения
Устройство для предохранения нескольких одновременно работающих инструментов от
поломок, в котором приводные и инструментальные рабочие элементы попарно связаны посредством соединений, обеспечивающих при перегрузках их взаимные смещения, фиксируемые с помощью фотоэлектрических датчиков, периодически сообщающихся с источником света через каналы, отличающееся тем, что, с целью упрощения устройства, упо1мянуые каналы выполнены в инструментальных рабочих элементах, а их оси совпадают с осями чувствительности датчиков, причем датчики включены по схеме, реализующей логическую операцию «И.
, ЧЧ
9иг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ПРЕДОХРАНЕНИЯ ИНСТРУМЕНТАОТ поломок | 1971 |
|
SU306918A1 |
| УСТРОЙСТВО для КОНТРОЛЯ НАГРУЗКИ НА ИНСТРУМЕНТ ПРИ ГЛУБОКОМ СВЕРЛЕНИИ | 1973 |
|
SU385680A1 |
| ШПИНДЕЛЬНЫЙ УЗЕЛ | 1972 |
|
SU330915A1 |
| УСТРОЙСТВО для ПЕРЕКЛЮЧЕНИЯ ПРИВОДА ПОДАЧИ ИНСТРУМЕНТА С БЫСТРОГО ПОДВОДА НА РАБОЧУЮ ПОДАЧУ | 1971 |
|
SU316530A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ ЗАЩИТ^!^ •'''-^^-"'"^^'-^-^"''^j ЭЛЕКТРОДВИГАТЕЛЯ ВРАЩАТЕЛЯ BYPOBOfil „ JirlrHltl^ ^ ^iit:L J МАШИНЫ ОТ ПЕРЕГРУЗОК | 1972 |
|
SU327323A1 |
| ЛУЩИЛЬНЫЙ СТАНОК | 1972 |
|
SU358161A1 |
| Устройство для автоматической смены инструмента | 1977 |
|
SU680850A1 |
| Устройство для автоматического управления подачей по величине крутящего момента на сверле | 1980 |
|
SU904913A1 |
| ШПИНДЕЛЬНЫЙ УЗЕЛ С УСТРОЙСТВОМ ДЛЯ ЗАЩИТЫ | 1970 |
|
SU271238A1 |
| Бесконтактное предохранительное устройство для предотвращения поломки инструмента | 1972 |
|
SU442022A1 |