Изобретение касается станков для изготовления дощечек массивного паркета с использованием последовательно работающих строгальной и кантовочной частей. В предлагаемом станке применено приспособление для передачи дощечек со строгальной части на кантовочную, состоящее из зажима с пружинным роликом и задвижки, управляемой при помощи рычага планками на цепях транспортера, ведущего дощечку к кантовочным пилам.
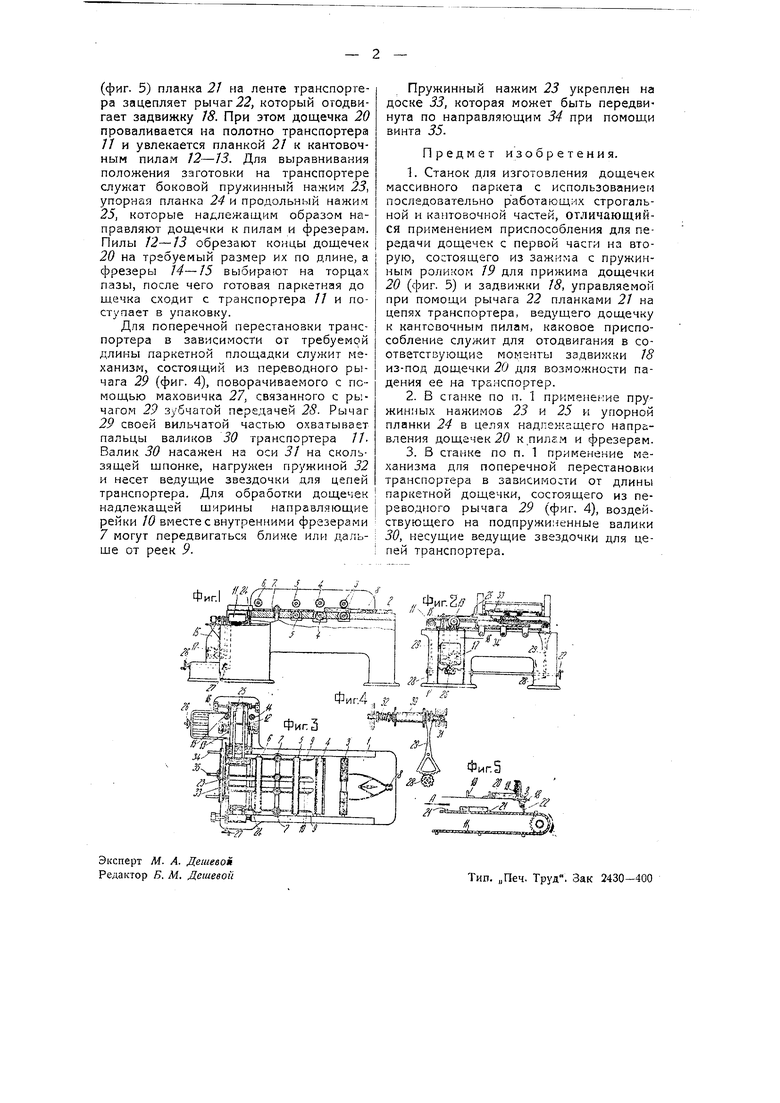
На чертеже фиг. 1 изображает продольный разрез станра; фиг. 2-вид станка спереди; фиг. 3--вид станка сверху; фиг. 4-вид сбоку механизма для поперечной перестановки полотна транспортера; фиг. 5-деталь приспособления для передачи паркетной дощечки на транспортер.
Станок (фиг. 1 - 3) состоит из станины / с уложенными на ней плитами рабочего стола 2, на котором установлены рифленые подающие материал валики 3, горизонтальные фрезеры 4, питающие валики 5 и 5, и две пары вертикальных фасонных фрезеров 7. Перед валиками 3 на столе расположен пружинный боковой прижим 8 для направления заготовки под питающие валики 3 и постоянного прижатия последних к направляющим рейкам 9 и JO. На конце стола, поперек него расположен цепной транспортер //,
служащий для подачи простроганной фрезами 5 и 7 заготовки к кантовочным пилам /2 и /5 и вертикальным шпоночным фрезерам М и /5. Пила 13 и фреза /5 монтированы на передвижном при помощи маховичка 26 супорте /б и приводятся в движение от отдельного мотора /7, помещенного в кожухе супорта, независимо от главного привода станка. Пила же /2 и фрезер J4 установлены на неподвижной части стола.
Предлагаемый станок предназначен в целях увеличения общей производительности, для работы в два потока одновременно. Работа на станке производится следующим образом. Сначала заготовка подается между валиками 3 под фрезеры 4, которые прострагивают верхнюю и нижнюю ее плоскости, н далее под фрезеры 7, которые строгают кромки и одновременно выбирают продольный паз. После этого заготовка, выходя из-под вальцов 6, поступает своим краем на задвижку J8 (фиг. 5) и прижимается к ней подпружиненными роликами /Я Задвижка /5 устроена под направляющей рейкой Р в гой ее части, которая расположена над полотном транспортера //. Под действием пружины задвижка J8 всегда стремится занять выдвинутое из-под рейки 9 положение для удержания обработанной дощечки 20. При движении транспортера // по стрелке Л
| название | год | авторы | номер документа |
|---|---|---|---|
| ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ВЫБИРАНИЯ В ДЕРЕВЯННЫХ ДОЩЕЧКАХ НЕПОЛНЫХ ПРОДОЛЬНЫХ КАНАВОК | 1935 |
|
SU47428A1 |
| Паркетный концеравнитель для обработки торцов дощечек | 1949 |
|
SU89581A1 |
| Линия для изготовления доньев бочек | 1983 |
|
SU1147566A1 |
| Поперечный строгальный станок для нарезания лобзиковых пил и ножовочных полотен | 1933 |
|
SU37445A1 |
| Станок для изготовления колесных спиц | 1929 |
|
SU16871A1 |
| Продольно-строгальный станок | 1934 |
|
SU47533A1 |
| Способ изготовления фасонных резцов для зуборезных фрез | 1921 |
|
SU318A1 |
| Съемное приспособление к токарному станку для нарезания зубчатых колес | 1931 |
|
SU32890A1 |
| Трехсторонний строгальный станок для обработки бочечной клепки | 1925 |
|
SU2966A1 |
| Копировальное приспособление к поперечно-строгальному станку | 1932 |
|
SU34257A1 |

